发那科数控系统维修资料1
- 格式:pdf
- 大小:1.10 MB
- 文档页数:49

FANUC数控系统的常⽤维修调整参数及设置
第⼆参考点参数
发那科数控系统
光栅⽣效NO.1815.1=1 FSSB开放相应接⼝。
⼆、进给轴控制相关参数1423 ⼿动速度
1424 ⼿动快进
1420 G00快速
1620 加减速时间
1320 软件限位
1326
三、回零相关参数NO.1620 快进减速时间300ms
NO.1420 快进速度 10m
NO.1425 回零慢速
NO.1428 接近挡铁的速度
NO.1850 零点偏置
四、SP调整参数NO.3701.1=1 屏蔽主轴
NO.4020 电机最⼤转速
NO.3741 主轴低档转速(最⾼转速)
NO.3742 主轴⾼档转速(最⾼转速)
NO.4019.7=1 ⾃动设定SP参数(即主轴引导)
NO.4133 主电机代码
NO.3111.6=1 显⽰主轴速度
NO.3111.5=1 显⽰负载监视器
NO.4001.4 主轴定位电压极性(定位时主轴转向)
NO.3705.1=1 SOR⽤于换档
NO.3732=50 换档速度
NO.4076=33 定位速度
NO.4002.1=1 外接编码器⽣效
NO.4077 定位脉冲数(主轴偏置)
NO.3117.0=1 显⽰主轴负载表
第⼆参考点参数OM系列:735~738;X/Y/Z/4Oi系列:1241
采⽤绝对编码器时,先将参数#1815.4改为0,
当回零位置发⽣变化以后,第⼆参考点位置也会发⽣变化。因此第⼆参考点的数值(参数:1241),就要重新设置,⽅法是先将该轴回零,然后⽤⼿脉将该轴摇⾄原先的位置(特别是换⼑点的轴要与机械⼿配合),这时显⽰器上该轴的数字再乘以每脉冲所⾛的距离的倒数,如0.001us/单脉冲,即乘以1000,输⼊到1241⾥去,可能要经过⼏次修调。才能确定第⼆参考点。
数值输⼊完后,将#1815.4改为 1。2,存储⾏程软限位参数
O系列:
700~702,对应 X/ Y/ Z轴
设置值:0~9999999
当设置 9999999 时,取消正⽅向软限位703;707,对应 4;-4,⼀般为回转轴
1 发那科fanuc数控系统常见问题及解决方法
学习 2010-06-13 09:04:52 阅读106 评论0
字号:大中小 订阅
1、 要编辑FS10/11格式程序,必须将设定画面的:FS15 TAPE FORMATE=1 (FANUC 0i-TB)
请问FS10/11格式程序什么含义它有什么特点如何进行参数设定 我想了解的详细一点,非常感谢您的回信!操作书中所讲,让我看的满头汗水。
答: 18 使用FS10/11 纸带格式的存储器运行概述 通过设定参数( #1),可执行FS10/11 纸带格式的程序。说明 Oi 系列和10/11 系列的刀具半径补偿,子程序调用和固定循环的数据格式是不同的。10/11 系列数据格式可用于存储器运行。其它数据格式必须遵从Oi 系列。当指定的数据值超出Oi 系列的规定范围时,出现报警。对于Oi 系列无效的功能不能存储也不能运行。详细参见B-63844C/01 编程 18.使用FS10/11 纸带格式的存储器运行
2、 关于梯形图 (0i-A)
梯形图传下来后如何用LADDER--3打开,详细步骤是怎样的
答:打开LADDER III, 新建一个文件,PMC类型要和你的实际类型一致,然后再进入"文件"--"导入"(import), 选择"Memory card file" 再选择需要导入的文件名(传下来的梯形图),确定,就可以了。
3、 还是老问题 (FANUC-0i)
专 家同志:你好 我按您的方法去操作了.在A轴显示正常的那台台中精机上用手动操作A轴,超过360度时,会报警A超程,而在A轴显示不正常的台中精机上手动操作时,即使 超过360度,也不会报警,不停的往一个方向摇时,其显示值会累加,当然,反方向摇时会累减.我好困惑.是哪个参数设错了呢还得请您指导.谢 谢
4、 参数不可改写 (BJ-FANUC Oi-MB)
最近不知道是怎么回事,我们所用的加工中心,在设置中的参数可写入不能置1了。请帮我们分析一下是什么原因引起的。怎样能够修改参数。谢谢。 还有一个问题是最近每天我们的机床都出现了926报警,这是怎么回事呀?
FANUC数控系统维修及参数
2009-8-15 8:41:04
FANUC数控系统维修技巧1
由于现代数控系统的可*性越来越高,数控系统本身的故障越来越低,而大部分故障主要是由系统参数的设置,伺服电机和驱动单元的本身质量,以及强电元件、机械防护等出现问题而引起的.
设备调试和用户维修服务是数控设备故障的两个多发阶段。设备调试阶段是对数控机床控制系统的设计、PLC编制、系统参数的设置、调整和优化阶段。用户维修服务阶段,是对强电元件、伺服电机和驱动单元、机械防护的进一步考核,以下是数控机床调试和维修的几个例子 :
例 1 一台数控车床采用FAGOR 80 2 5控制系统,X、Z轴使用半闭环控制,在用户中运行半年后发现Z轴每次回参考点,总有 2、3mm的误差,而且误差没有规律,调整控制系统参数后现象仍没消失,更换伺服电机后现象依然存在,后来仔细分析后估计是丝杠末端没有备紧,经过螺母备紧后现象消失。
例 2 一台数控机床采用SIEMENS 81 0T系统,机床在中作中PLC程序突然消失,经过检查发现保存系统电池已经没电,更换电池,将PLC传到系统后,机床可以正常运行.由于SIEMENS 81 0T系统没有电池方面的报警信息,因此,SIEMENS 81 0T系统在用户中广泛存在这种故障。
例 3 一台数控车床配FANUCO -TD系统,在调试中时常出现CRT闪烁、发亮,没有字符出现的现象,我们发现造成的原因主要有 :①CRT亮度与灰度旋钮在运输过程中出现震动.②系统在出厂时没有经过初始化调整。③系统的主板和存储板有质量问题。解决办法可按如下步骤进行 :首先,调整CRT的亮度和灰度旋钮,如果没有反应,请将系统进行初始化一次,同时按RST键和DEL键,进行系统启动,如果CRT仍没有正常显示,则需要更换系统的主板或存储板。

发那科数控系统培训资料
一、发那科数控系统简介
发那科(FANUC)数控系统是目前全球应用广泛且性能卓越的数控系统之一。它以其高度的可靠性、稳定性和强大的功能,在机械加工、模具制造、汽车工业等众多领域发挥着重要作用。
发那科数控系统具有丰富的产品线,能够满足不同类型机床和加工需求。其操作界面友好,编程方式灵活多样,为操作人员提供了便捷的工作环境。
二、发那科数控系统的特点
1、 高精度控制
发那科数控系统采用先进的控制算法和反馈技术,能够实现高精度的位置、速度和加速度控制,从而确保加工零件的精度和表面质量。
2、 强大的功能
具备多种加工模式和工艺功能,如车削、铣削、钻孔、攻丝等,并且支持复杂轮廓的加工和多轴联动。
3、 高可靠性
采用高品质的硬件和严格的生产工艺,保证了系统在恶劣工作环境下的稳定运行,降低了故障率和停机时间。 4、 易于编程和操作
提供了直观的人机界面和简单易懂的编程语言,使得操作人员能够快速上手,提高生产效率。
5、 良好的开放性
支持与其他设备和系统的通信和集成,方便实现自动化生产线的构建。
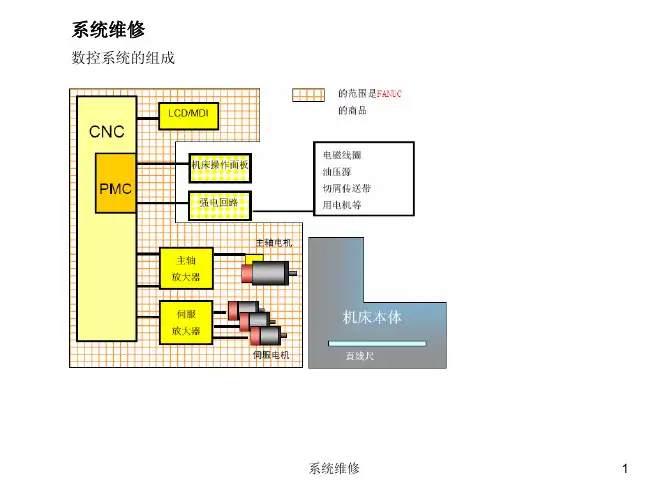
三、发那科数控系统的组成
发那科数控系统主要由以下几个部分组成:
1、 数控装置(CNC)
这是系统的核心部分,负责处理和运算加工程序,生成控制指令。
2、 驱动单元
包括伺服驱动器和电机,用于驱动机床的各坐标轴运动。
3、 反馈装置
如编码器、光栅尺等,用于实时监测机床的运动位置和速度,并反馈给数控装置,形成闭环控制。
4、 操作面板
操作人员通过操作面板输入指令、设置参数和监控机床运行状态。
5、 电气控制系统 包括电源、接触器、继电器等,为整个系统提供电力和控制信号。
四、发那科数控系统的编程
1、 编程基础
(1)坐标系的设定:包括机床坐标系、工件坐标系等。
(2)指令格式:如 G 代码、M 代码等。
(3)编程方法:手动编程和自动编程。
2、 常用编程指令
(1)运动指令:如 G00 快速定位、G01 直线插补、G02/G03 圆弧插补等。