焊缝符号标注
- 格式:ppt
- 大小:2.16 MB
- 文档页数:66

焊接位置
焊接位置
焊接位置
箭头相反方向
两面
板材间距2mm
板材间距2mm箭头所指方向
箭头相反方向
03、I型焊接
形状标示记号
箭头所指方向 焊接符号标示说明(全)
参考JIS-Z3021标准
01、双法兰型焊接
形状标示记号
箭头所指方向
箭头相反方向
形状标示记号02、单法兰型焊接板材间距2mm
焊接位置
焊接位置完全熔透焊接
板厚12mm
坡口开口角度45°
使用垫板
板材间距4.8mm
焊后标面突出部分
要机加处理平整
部分熔透焊接
板厚12mm
坡口深度5mm
坡口开口角度60°
板材间距为0
05、X型焊接
形状标示记号04、V型焊接
形状标示记号
箭头所指方向
箭头相反方向
板厚19mm
坡口深度16mm
坡口开口角度60°
板材间距2mm闪光焊接
摩擦压接
两面该部位机加磨平处理闪光焊接
闪光焊接
闪光焊接闪光焊接
摩擦压接
焊接位置
标示记号
焊接位置坡口深度
箭头方向16mm
箭头对面方向9mm
坡口开口角度
箭头方向60°
箭头对面方向90°
板材间距3mm
闪光焊接
坡口深度3mm
坡口开口角度90°
板材间距为0
摩擦压接
坡口深度3mm
坡口开口角度90°
板材间距为0
06、V型焊接
形状
箭头所指方向
箭头相反方向
T连接
坡口角度45°
板材间距6.4mm
使用垫板
角连接
板厚25mm
坡口角度45°
坡口深度10mm
板材间距为0
07、K型焊接
形状标示记号
箭头所指方向闪光焊接闪光焊接
摩擦压接
焊接位置
箭头方向
坡口深度16mm
坡口开口角度45°
箭头相反方向
坡口深度9mm
坡口开口角度45°
板材间距2mm
T连接
坡口深度7mm
坡口角度45°
板材间距为0
角连接
坡口深度7mm
坡口角度45°
板材间距为0
闪光焊接
坡口深度3mm
坡口角度45°
摩擦压接
T连接
坡口深度7mm
坡口角度45°
08、J型焊接
形状标示记号
箭头所指方向
箭头相反方向
坡口深度28mm
坡口角度35°
板材根部半径12mm
板材间距2mm摩擦压接闪光焊接闪光焊接
焊接位置
焊接位置
焊接位置
09、双J型焊接
形状
标示记号
箭头所指方向
箭头相反方向
坡口深度24mm
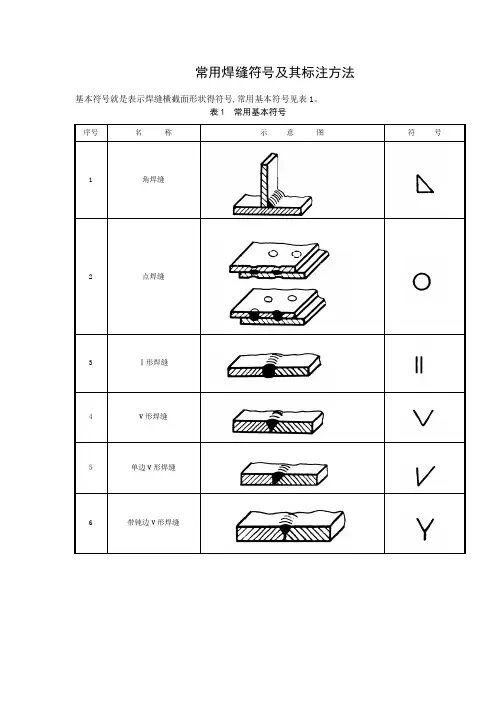
常用焊缝符号及其标注方法
基本符号就是表示焊缝横截面形状得符号,常用基本符号见表1。
表1 常用基本符号
序号
名
称
示
意 图 符 号
1 角焊缝
2 点焊缝
3 Ⅰ形焊缝
4 V形焊缝
5 单边V形焊缝
6 带钝边V形焊缝
7
缝焊缝
表1(完) 常用基本符号
序号 名 称 示 意 图 符 号
8 塞焊缝或槽焊缝
9 封底焊缝
10 喇叭形焊缝
11 单边喇叭形焊缝
4、1、2 在焊接标注时,焊缝得基本符号必须标注。
4、1、3 对于需要开坡口得焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口得断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规
定,应由工艺人员在工艺文件中予以明确。
4、2 辅助符号
4、2、1 辅助符号就是表示焊缝表面形状特征得符号,见表2。
表2 辅助符号
序号
名
称
示 意 图 符号 标 注 示 例 说 明
1 平面符号 平面V形对接焊缝
一般通过加工保证
2 凹面符号 凹面角焊缝
3 凸面符号 凸面V形对接焊缝
4、2、2 对焊缝得表面无要求时,则不标注辅助符号。
4、3 补充符号
4、3、1 补充符号就是为了补充说明焊缝得某些特征而采用得符号,见表3。
4、3、2 当焊缝具有表3所列特征时,则必须标注相应得补充符号。
表3 补充符号
序号 名 称 示 意 图 符号 标 注 示 例 说 明
1 带垫板符号 V形对接焊缝,底面有垫板
2 三面焊缝符号 工件三面施角焊缝,焊接方法为手工电弧焊
3 周围焊缝符号 沿工件周围施角焊缝
4 尾部符号 (同上述三面焊缝符号) 标注焊接方法及处数N等说明

论焊缝符号标注
中国工程物理研究院结构力学研究所 王春云
摘 要 本文针对焊接设计图中的常见错误,结合有关标准内容对焊缝符号表示法的要点及几个标注特例作了简要阐述。
关键词 焊缝符号 标注
1 前言
(1)GB/T 324和GB/T 12212的贯标特点
GB/T 324—1988《焊缝符号表示法》和GB/T 12212—1990《技术制图 焊缝符号的尺寸、比例及简化表示法》是绘制焊接图样的基础通用标准,其内容不仅涉及机械设计,而且涉及焊接术语及专业知识。贯彻这两项标准不仅表现在图样标注内容应满足设计要求,而且更应兼顾与相关焊接标准的配套使用。
焊缝符号标注内容丰富,它不仅有设计要求,而且也包含了工艺要求。如焊件下料、坡口制备、焊接件端面间隙、焊接方法、焊缝外形、检验及试验等工艺信息。因此,若要正确贯彻GB/T 324和GB/T 12212,不仅需要学习掌握焊缝标注标准,而且需要学习相关焊接知识和焊接标准,以及还要了解承制焊接单位的焊接设备、工艺条件和焊接人员的技术水平等。
(2)两种表示法选用简介
图样上焊缝有两种表示方法,即符号法和图示法。在GB/T 12212中规定“在技术图样中,一般用GB/T 324—1988规定的焊缝符号表示焊缝,也可按GB/T 4458.1《机械制图 图样画法》和GB/T 4458.3《机械制图 轴测图》规定的制图方法表示焊缝”。在GB/T
324中也规定“为了简化图样上的焊缝,一般采用本标准规定的焊缝符号表示,但也可采用技术制图方法表示”。
在以上两项焊缝表示法标准中均提及焊缝有符号法和图示法两种表示方法,且均首推采用符号法表示。以简化和统一图样上的焊缝画法,推荐采用以焊缝符号标注法为主,在必要时允许辅以图示法。如在需要表示焊缝剖面形状时,可按机械制图方法绘制焊缝局部剖视图或放大图。
2 焊缝图示法要点
(1)视图
可用一系列平行细线段或连续粗线(2b~3b)表示连续焊缝,可用间断的平行细线段或粗线段(2b~3b)表示断续焊缝。

常用焊缝符号及其标注方法
1.焊缝符号的种类:
常用的焊缝符号包括长焊缝、短焊缝、T型焊缝、角焊缝、对接焊缝、对角焊缝、搭接焊缝、角胸焊缝等。这些焊缝符号通常用于表示不同形状和位置的焊缝。
2.焊缝符号的标注方法:
常用的标注方法包括使用箭头、线条和文字来表示焊缝的形状和位置。具体标注方法如下:
(1)长焊缝:使用一根带箭头的直线来表示。箭头指向焊接的位置,并在箭头上注明焊缝的尺寸。
(2)短焊缝:使用一根带箭头的斜线来表示。箭头指向焊缝的位置,并在箭头上注明焊缝的尺寸。
(3)T型焊缝:使用一根带箭头的直线和一根竖线组合来表示。直线表示焊缝的位置和尺寸,竖线表示搭接部分的位置。
(4)角焊缝:使用两根带箭头的直线和一个竖线组合来表示。两根直线分别表示焊缝的位置和尺寸,竖线表示角焊缝的位置。
(5)对接焊缝:使用两根带箭头的直线和一根横线来表示。两根直线分别表示焊缝的位置和尺寸,横线表示对接面的位置。
除了上述的基本标注方法外,还可以根据需要进行补充标注,如标明焊缝的深度、符号的大小和比例等。
3.焊缝符号的标尺: 为了使焊缝符号能够清晰可见并符合设计要求,通常需要根据工程图纸的比例绘制符号标尺。标尺可以使用标准尺寸或特定比例来表示焊缝的大小和尺寸。
4.焊缝符号的位置:
焊缝符号应该清晰可见,并在工程图纸上与相关标注和尺寸配合使用。通常,焊缝符号应该位于焊缝的起始端,并在焊缝附近的合适位置进行标注。
总结:
在工程设计和制图中,焊缝符号的正确标注是确保焊接质量和工艺正确的重要保证。通过使用合适的焊缝符号和标注方法,可以准确传达设计要求,指导焊接工作,并提高焊接质量。因此,对于工程设计人员和焊接工人来说,熟悉常用的焊缝符号及其标注方法是非常重要的。