毛坯的形状及尺寸的确定
- 格式:doc
- 大小:20.50 KB
- 文档页数:1


确定毛胚类型及制造方法毛胚的种类和制造方法常用的毛胚种类:铸件和锻件。
铸件毛胚,在成批生产条件下,采用砂型铸造,机器造型。
金属模造型。
锻件,可承受冲击载荷、交变载荷,在成批生产条件下,采用锻模。
加工余量的分类1、总余量和工序余量总余量是指某一表面毛胚尺寸与零件设计尺寸之差。
工序余量是指每道工序切除的金属层厚度,即相邻两道工序尺寸之差。
2、单边余量和双边余量工序余量有单边余量和双边余量之分。
对于非对称表面,工序余量是单边的,称单边余量。
对于外圆和内圆这样具有对称结构的对称表面,工序余量是双边的,称双边余量,即指相邻两工序的直径尺寸之差。
3、最大余量和最小余量由于各工序尺寸都有公差,所以各工序实际切除的余量值是变化的,因此工序余量有公称余量、最大余量、最小余量之分。
相邻两工序的基本尺寸之差即是公称余量。
公称余量的变化范围称为余量公差。
工序尺寸公差一般按“入体原则”标注。
即对被包容尺寸(轴径),上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸就是基本尺寸。
一、铸件毛胚的余量铸件的尺寸公差与机械加工余量加工余量RMA:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C-K。
公差等级:CT1-CT16,常用的为CT4-CT13。
成批生产铸件机械加工余量等级注:第一行为单边余量,第二行为双边余量。
铸件公差及公差带公差带位置:对称标注最小圆角半径(mm)(1)铸件壁部连接处的内转角应有铸造圆角。
计算时热裂性较大的合金取较大值。
(2)算出数值后,应选取与其接近的机械制造业常用的标准尺寸(详见GB2822-81)。
为便于制造,半径应尽可能统一。
例如,对于砂型及金属型铸件,一般统一用R3或R5,对压铸件用R1或R2。
铸造最小孔径表3-19 起模斜度(根据JB/T 5105-91)用二、锻件毛胚的余量选择毛胚该零件材料为45钢。
由于该拨叉在工作过程中要承受冲击载荷,为增强拨叉的强度和冲击韧性,获得纤维组织,以使金属纤维尽量不被切断,毛胚选用锻件。

机械零件毛坯的选择1. 引言在机械制造行业中,机械零件的制造是一个关键的环节。
选择合适的毛坯是确保产品质量和性能的重要因素之一。
本文将介绍机械零件毛坯的选择原则和常见的毛坯材料及其适用范围,以帮助读者更好地理解和选择合适的毛坯。
2. 机械零件毛坯的选择原则为了保证机械零件的制造质量和性能,选择合适的毛坯是至关重要的。
以下是机械零件毛坯选择的一些原则:•材料性能符合要求:选择毛坯时,首要考虑的是材料的性能是否符合机械零件的使用要求。
例如,对于耐磨性要求较高的零件,应选择具有较高硬度和耐磨性的材料。
•尺寸和形状适合加工:毛坯的尺寸和形状应尽可能接近最终产品的要求,以减少加工工序和材料浪费。
同时,还要考虑毛坯是否容易加工和定位。
•成本可接受:选择毛坯时,还需要考虑其成本是否可接受。
不同材料的成本相差较大,合理选择可以在不影响产品质量的前提下降低制造成本。
•资源可获取:毛坯的选择还需要考虑资源的可获取性,包括供应稳定性和供应商的信誉度。
确保能够长期稳定地获取所需的毛坯材料。
3. 常见的机械零件毛坯材料及其适用范围3.1 碳钢碳钢是一种常见的毛坯材料,因其具有良好的可加工性、较低的成本和广泛的应用范围而受到广泛的应用。
适用于制造一些强度要求不高的机械零件,如螺栓、轴承和传动齿轮等。
3.2 不锈钢不锈钢具有良好的抗腐蚀性能和耐高温性能,适用于制造对耐腐蚀性能有要求的机械零件,如阀门、管道和食品加工设备等。
3.3 铝合金铝合金具有较低的密度和良好的导热性能,适用于制造轻型零件和具有散热需求的零件,如汽车零件、航空部件和电子设备外壳等。
3.4 铜合金铜合金具有良好的导电性和导热性能,适用于制造电子设备连接器和散热器等。
3.5 高温合金高温合金具有优异的耐高温和耐腐蚀性能,适用于制造具有高温工作环境的零件,如航空发动机零件和炼油设备零件等。
3.6 塑料某些机械零件可以使用塑料毛坯进行制造,特别是对于需要较低重量和较低噪音的零件。
毛坯形状和尺寸的确定毛坯形状和尺寸,基本上取决于零件形状和尺寸。
零件和毛坯的主要差别,在于在零件需要加工的表面上,加上一定的机械加工余量,即毛坯加工余量。
毛坯制造时,同样会产生误差,毛坯制造的尺寸公差称为毛坯公差。
毛坯加工余量和公差的大小,直接影响机械加工的劳动量和原材料的消耗,从而影响产品的制造成本。
所以现代机械制造的发展趋势之一,便是通过毛坯精化,使毛坯的形状和尺寸尽量和零件一致,力求作到少、无切削加工。
毛坯加工余量和公差的大小,与毛坯的制造方法有关,生产中可参考有关工艺手册或有关企业、行业标准来确定。
在确定了毛坯加工余量以后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面上外,还要考虑毛坯制造、机械加工和热处理等多方面工艺因素的影响。
下面仅从机械加工工艺的角度,分析确定毛坯的形状和尺寸时应考虑的问题。
(1)工艺搭子的设置有些零件,由于结构的原因,加工时不易装夹稳定,为了装夹方便迅速,可在毛坯上制出凸台,即所谓的工艺搭子,见图 5.1 。
工艺搭子只在装夹工件时用,零件加工完成后,一般都要切掉,但如果不影响零件的使用性能和外观质量时,可以保留。
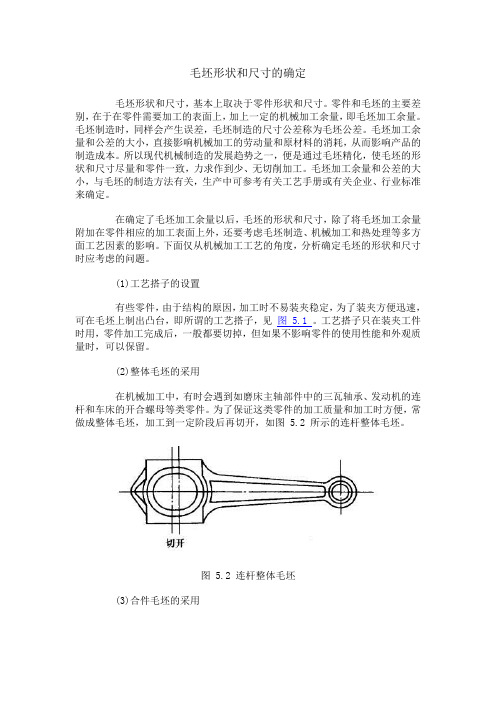
(2)整体毛坯的采用在机械加工中,有时会遇到如磨床主轴部件中的三瓦轴承、发动机的连杆和车床的开合螺母等类零件。
为了保证这类零件的加工质量和加工时方便,常做成整体毛坯,加工到一定阶段后再切开,如图 5.2 所示的连杆整体毛坯。
图 5.2 连杆整体毛坯(3)合件毛坯的采用为了便于加工过程中的装夹,对于一些形状比较规则的小形零件,如 T 形键、扁螺母、小隔套等,应将多件合成一个毛坯,待加工到一定阶段后或者大多数表面加工完毕后,再加工成单件。
图 5.3a 为 T815 汽车上的一个扁螺母。
毛坯取一长六方钢,图 5.3b 表示在车床上先车槽、倒角;图 5.3c 表示在车槽及倒角后,用 ? 24.5mm 的钻头钻孔。
钻孔的同时也就切成若干个单件。
合件毛坯,在确定其长度尺寸时,既要考虑切割刀具的宽度和零件的个数,还应考虑切成单件后,切割的端面是否需要进一步加工,若要加工,还应留有一定的加工余量。

零件毛坯种类在制定工艺规程时,合理选择毛坯不仅影响到毛坯本身的制造工艺和费用,而且对零件机械加工工艺、生产率和经济性也有很大的影响。
因此选择毛坯时应从毛坯制造和机械加工两方面综和考虑,以求得最佳效果。
一、毛坯的种类(一)铸件铸件毛坯的制造方法可分为砂型铸造、金属型铸造、精密铸造、压力铸造等,适用于各种性状复杂的零件,铸件材料有铸铁、铸钢及钢等有色金属。
(二)锻件锻件可分为自由锻件和模锻件。
自由锻件毛坯精度低、加工余量大、生产率低,适用于单件小批量生产以及大型零件毛坯。
模锻件毛坯精度高、加工余量小、生产率高,适用于中批以上生产的中小型毛坯。
常用的锻件材料为中、低碳钢及低合金钢。
(三)焊件是将型材或板料等焊接成所需的毛坯,简单方便,但需经过时效处理消除应力后才能进行机械加工。
(四)型材二、选择毛坯时应考虑的因素(一)零件的材料及力学性能要求零件的材料选定后,毛坯的种类一般可大致确定。
例如,铸铁和某些金属只能铸造;对于主要的钢质零件为获得良好的力学性能,应选用锻件毛坯。
(二)零件的结构形状和尺寸毛坯的形状和尺寸应尽量与零件的形状和尺寸接近,形状复杂和大型零件的毛坯多用铸造;板状钢质零件多用锻造;轴类零件毛坯,如各台阶直径相差不大,可选用棒料;如各台阶直径相差较大,易用锻件。
对于锻件,尺寸大时可选用自由锻,尺寸小且批量较大时可选用模锻。
(三)生产纲领的大小大批量生产时,应选用精度和生产率较高的毛坯制造方法,如模锻、金属型机器造型铸造等。
单件小批生产时应选用木模手工造型造成自由锻造。
(四)现有生产条件选用毛坯时,要充分考虑现有的生产条件,如现场毛坯制造的实际水平和能力,外协生产的可能性。
(五)充分考虑利用新技术、新工艺、新材料的可能性为节约材料和能源,随着毛坯专业化生产的发展,精铸,冷扎,冷挤压等毛坯制造方法的应用将日益广泛,应用这些方法后,可大大减少机械加工量,甚至不需要切削加工,其经济效益非常显著。
三、毛坯形状与尺寸的确定毛坯尺寸和零件图上的设计尺寸之差称为加工余量,又叫毛坯余量。
机械零件加工工艺过程中毛坯的选择毛坯是根据零件(或产品)所要求的形状、工艺尺寸等制成的供进一步零件加工用的生产对象。
毛坯的种类、形状、尺寸及精度对机械零件加工工艺过程、产品质量、材料消耗和生产成本有着直接影响。
冈此,在设计工艺规程时必须正确地选择毛坯的种类和确定毛坯的形状。
1) 机械零件加工工艺中毛坯种类的选择机械加工中常用的毛坯种类有:祷件、锻件、焊接件、型材、冲压件、粉末冶金件和工程塑料件等。
根据零件的材料和对材料力学性能的要求,零件结构形状和尺寸大小,零件的生产纲领和现场生产条件以及利用新工艺、新技术的可能性等因素,可参考表1确定毛坯的种类。
表1 机械制造业常用毛坯种类及其特点2) 确定毛坯的形状和尺寸现代机械制造发展的趋势之一是精化毛坯,使其形状和尺寸尽量与零件接近,从而进行少切屑加工甚至无屑加工。
但由于毛坯制造技术和成本的限制,产品零件的机械加工精度和表面质量的要求越来越髙,所以毛坯的某些表面仍需留有一定的零件加工余量,以便通过机械加工达到零件的技术要求。
毛坯制造尺寸与零件相应尺寸的差值称为毛坯加工余量,毛坯制造尺寸的公差称为毛坯公差,二者都与毛坯的制造方法有关,生产中可参阅有关的零件加工工艺手册来选取。
毛坯的零件加工余量确定后,其形状和尺寸的确定,还要考虑到毛坯制造、机械加工及热处理等工艺因素的影响。
下面仅从机械加工工艺角度来分析一下,在确定毛坯形状和尺寸时应注意的几个问题。
(1) 为使零件加工时工件安装稳定,有些铸件毛坯需要铸出工艺凸台,如图7-4所示。
工艺凸台一般在零件加工后再行切除。
图1 具有工艺凸台的刀架毛坯(2) 为了保证零件的加工质量和加工方便,常将一些零件先做成一个整体毛坯,加工到一定阶段后再切割分离。
对于半圆形的零件一般应合并成一个整圆的毛坯;对于一些小的、薄的零件(如轴套、垫圈和螺母等),可以将若干零件合成一件毛坯,待加工到一定阶段后再切割分离。
图2 所示车床进给系统中的开合螺母外壳,就是将其毛坯做成整体,待零件加工到一定阶段后再切割分离。
毛坯的形状及尺寸的确定
毛坯的形状和尺寸主要由零件组成表面的形状、结构、尺寸及加工余量等因素确定的,并尽量与零件相接近,以达到减少机械加工的劳动量,力求达到少或无切削加工。
但是,由于现有毛坯制造技术及成本的限制,以及产品零件的加工精度和表面质量要求愈来愈来高,所以,毛坯的某些表面需留有一定的加工余量,以便通过机械加工达到零件的技术要求。
毛坯尺寸与零件图样上的尺寸之差称为毛坯余量。
铸件公称尺寸所允许的最大尺寸和最小尺寸之差称为铸件尺寸公差。
毛坯余量与毛坯的尺寸、部位及形状有关。
如铸造毛坯的加工余量,是由铸件最大尺寸、公称尺寸(两相对加工表面的最大距离或基准面到加工面的距离)、毛坯浇注时的位置(顶面、底面、侧面)、铸孔的尺寸等因素确定的。
对于单件小批生产,铸件上直径小30mm 和铸钢件上直径小于60mm 的孔可以不铸出。
而对于锻件,若用自由锻,当孔径小于30mm 或长径比大于3 的孔可以不锻出。
对于锻件应考虑锻造圆角和模锻斜度。
带孔的模锻件不能直接锻出通孔,应留冲孔连皮等。
毛坯的形状和尺寸的确定,除了将毛坯余量附在零件相应的加工表面上之外,有时还要考虑到毛坯的制造、机械加工及热处理等技术因素的影响。
在这种情况下,毛坯的形状可能与工件的形状有所不同。
例如,为了加工时安装方便,有的铸件毛坯需要铸出必要的技术凸台。
技术凸台在零件加工后一般应切去。
又如车床开合螺母外壳,它由两个零件合成一个铸件,待加工到一定阶段后再切开,以保证加工质量和加工方便。