复合膜生产关键控制点设定的探讨
- 格式:pdf
- 大小:2.74 MB
- 文档页数:3
印刷工序关键控制点管理办法1、目的为了加强印刷工序的管理,保证产品质量,达到企业的标准要求。
2、范围适用于公司印刷工序控制。
3、控制点3.1.购进的原材料,应符合国家标准和卫生标准,配方中不得使用回收料。
3.2烘箱干燥温度一定要按工艺单要求,60-80℃。
3.3.进排风量有调节好的阀,任何人不得调动,如有调动事先前通知技术部,由技术部和当班机长共同调整,达到产品质量安全的需要。
3.4.选用良好的压印辊,在试机期间如发现压辊达不到效果及时更换。
3.5.车速进行控制60m~80m/min。
4、检验4.1.电脑跟踪正常。
4.2.借助频闪灯进行精确套印和误差修正。
4.3.生产过程中各岗位人员相互配合,机长负责质量控制。
4.4.要随时对印刷品套印情况进行监控,下卷后进一步检查套印情况。
复合工序关键控制点管理办法1、目的为了加强复合的管理,保证产品质量,达到企业标准。
2、范围适用于公司复合控制。
3、控制点3.1.购进的原材料,应符合国家标准和卫生标准,配方中不得使用回收料。
3.2.烘箱温度,加热辊温度、预热辊温度一定要按照工艺单要求进行设定,一般应为55℃-85℃。
3.3.进排风量有调节好的阀,任何人不得调动,如有调动事先前通知技术部,由技术部和当班机长共同调整,以达到产品质量安全的需要,控制溶剂残留。
3.4.根据工艺单选用良好的涂胶辊、热压辊和压胶辊,在试机期间如发现效果不好,达不到产品要求,应及时更换。
3.5.应严格按工艺单要求正确称量调配胶水,并严格控制上胶量。
3.6.严格控制收、放卷张力,发现问题及时调整。
3.7.车速进行控制80-100m/min。
4、检验4.1.正常生产过程中机长负责全面质量控制。
4.2.下卷后,机长认真检查复合效果、胶水初粘力、透明度。
4.3.用闻气味法检查复合产品的溶剂残留。
4.4.不定期抽查工艺执行情况。
4.5.机长进行控制。
药品包装用复合膜生产技术管理浅谈广州市冠誉铝箔包装材料有限企业廖启忠Tel: E-mail:药品包装用复合膜与食品包装用复合膜相同, 其技术管理大同小异, 关键差异大约有三个方面: 1.卫生性能要求。
2.阻隔性能要求。
3.通常以卷材交货为主, 存在包装材料与包装设备适应性问题。
一、药品包装用复合膜卫生性能要求①10万级或30万级洁净车间。
②需检测微生物程度和异常毒性。
③溶出物试验A: 重金属、易氧化物(重金属食品包装标准用4%乙酸提取液, 而药品包装标准用水提取液。
)B: 不挥发物(对应食品包装标准, 蒸发残渣。
)现在很多药品包装用复合膜溶出物试验中正已烷不挥发物超标, 就此想着重讨论一下。
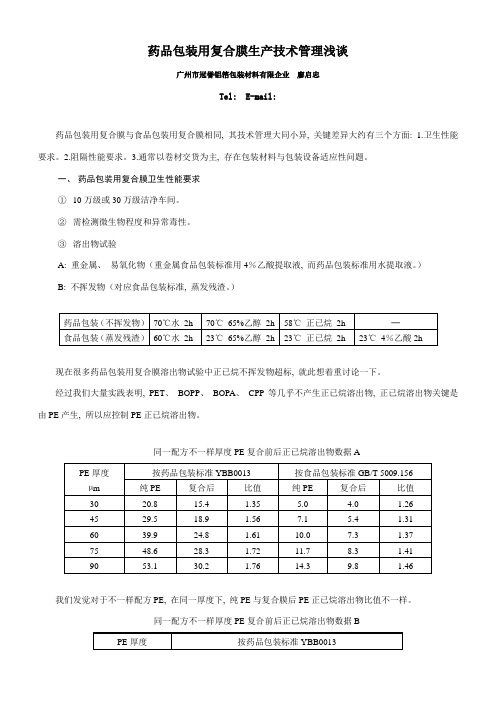
经过我们大量实践表明, PET、BOPP、BOPA、CPP等几乎不产生正已烷溶出物, 正已烷溶出物关键是由PE产生, 所以应控制PE正已烷溶出物。
同一配方不一样厚度PE复合前后正已烷溶出物数据A我们发觉对于不一样配方PE, 在同一厚度下, 纯PE与复合膜后PE正已烷溶出物比值不一样。
同一配方不一样厚度PE复合前后正已烷溶出物数据B二、药品包装用复合膜阻隔性要求高阻隔性包装材料对食品包装膜而言通常是指高阻氧材料(如PA、EVOH、PVDC等), 但对药品包装而言, 绝大多数药品对水蒸气敏感, 所以药品包装阻隔性通常以防潮为主。
对于药品包装用复合膜阻隔性, 关键谈以下几点:①纯铝复合膜通常水蒸气透过率极小(小于0.001g/m2·24h), 应考虑边封缺点和渗透, 热封边应有足够宽度, 使用热封材料必需有一定阻隔性能。
PET12/AL7/PE50复合袋阻水蒸气性能试验结果(g/m2·24h 50℃RH100%)②渗透率这一概念是在薄膜符合虎克定律(FicRian)条件下得出, 但水蒸气渗透过程中通常属于非虎克定律型扩散。
③对于复合材料, 其结构不一定对称, 所以在检测过程中存在正反面问题。
④对于吸湿性较大包装材料(如纸和尼龙), 应考虑其吸湿性对试验结果影响。
浅谈软塑包装复合剥离强度的控制方法随着软塑包装复合膜应用领域的不断扩大,目前终端市场对软塑包装复合膜的需求也日趋多样化,为了满足食品、药品、工业、农业等各领域客户的不同需求,现在通常是采用聚丙烯、聚乙烯、尼龙、铝箔、纸张等两层或多层材料的复合从而达到不同客户对复合膜包装性能的要求。
在复合膜的各项技术性能指标中,各层材料之间的结合牢度(剥离强度)指标将直接影响到产品的热封以及包装性能,因此显得尤为重要,国家标准中也针对不同材料的性能对剥离强度指标提出了明确的要求,但是在复合膜的实际加工过程中,经常会出现剥离强度偏低的现象,经过对复合生产工艺以及材料结构特性的研究,出现剥离强度偏低的现象通常由以下几方面造成;一、材料中爽滑剂以及开口剂比例过高为保证复合卷膜产品走机的顺畅以及成袋产品良好的开口性能,通常会在内层材料中添加一定比例的爽滑开口剂,开口爽滑剂的主要成份为芥酸酰氨与油酸酰氨,如添加比例过高的化会影响胶粘剂与薄膜的黏结性能。
二、电晕处理不合格需复合的材料一般都需对复合面进行电晕处理,提高薄膜的表面张力,从而提高复合性能,如表面电晕处理达不到规定的指标会导致复合强度不合格。
三、油墨附着力差经复合后的材料在熟化过程中由于内层材料的收缩产生应力,使油墨与薄膜之间结合牢度下降,导致做剥离强度测试时油墨转移,影响产品剥离强度性能,通常此类状况在BOPP材料上比较多见。
四、油墨消耗固化剂此类现象在使用聚氨酯油墨的产品上比较多见,由于聚氨酯油墨中的羟基与双组分胶粘剂中的-NCO发生反应,消耗掉部分固化剂,导致胶水不能完全固化,影响产品剥离强度。
五、镀铝膜镀铝层转移由于药品食品对包装材料的阻隔性能有较高的要求,因此PET/VMCPP;OPP/VMCPP;PET/VMPET/PE;PET/VMPET/CPP等材料已成为药品食品包装最常用的结构,目前国内生产的镀铝膜是采用真空镀铝工艺将铝粉镀到薄膜上,但在复合过程中由于镀铝膜本身质量问题或者复合工艺控制不当会导致镀铝层转移,在镀铝层完全转移的状况下,剥离强度只能达到0.1-0.3N/15mm,与国家标准规定的1N/15mm的指标有相当大的差距,产品显然是不合格的,并且在采用VMPET的三层复合材料结构中,通常第一层复合后不会产生镀铝转移现象,在复合第二层后镀铝层牢度有明显下降,这主要是内层热封材料受热收缩后产生应力,破坏镀铝层附着力造成。

关键控制点在塑料制品生产中的作用塑料制品在我们的日常生活中无处不在,从简单的塑料袋、塑料瓶,到复杂的汽车零部件、电子设备外壳等,塑料制品的应用范围极其广泛。
然而,要生产出高质量、符合标准且性能稳定的塑料制品并非易事,这其中涉及到众多的生产环节和复杂的工艺流程。
而在整个生产过程中,关键控制点的识别和有效控制起着至关重要的作用。
关键控制点(Critical Control Point,简称CCP)是指在生产过程中,能够对产品质量、安全性或合规性产生显著影响的环节。
如果在这些关键控制点上未能进行有效的控制,就可能导致产品出现缺陷、不符合标准,甚至对消费者的健康和安全构成威胁。
在塑料制品生产中,原材料的选择是一个关键控制点。
不同类型的塑料树脂具有不同的性能特点,如聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)等,它们的物理性能、化学性能和加工性能都有所差异。
选择合适的原材料不仅要考虑产品的最终用途和性能要求,还要考虑原材料的质量稳定性、供应可靠性以及成本等因素。
例如,如果生产食品包装用塑料制品,就必须选择符合食品接触材料标准的原材料,以确保产品不会对食品造成污染。
塑料加工工艺也是关键控制点之一。
常见的塑料加工方法包括注塑、挤出、吹塑等。
每种加工方法都有其特定的工艺参数,如温度、压力、速度等。
这些工艺参数的设置直接影响到塑料制品的成型质量、尺寸精度和物理性能。
以注塑工艺为例,注塑温度过高可能导致塑料分解,产生异味和有害物质;注塑压力不足则可能导致制品填充不满,出现缺料、缩孔等缺陷。
因此,准确地控制加工工艺参数是保证塑料制品质量的关键。
模具设计与制造同样不容忽视。
模具的结构和精度直接决定了塑料制品的形状、尺寸和表面质量。
一个设计合理、制造精良的模具能够提高生产效率、降低废品率,并保证产品的一致性和稳定性。
在模具设计过程中,需要考虑塑料制品的结构特点、脱模方式、冷却系统等因素。
例如,对于结构复杂的塑料制品,需要设计合理的分型面和脱模机构,以确保制品能够顺利脱模;同时,良好的冷却系统能够加快制品的冷却速度,缩短生产周期,提高生产效率。
论复合土工膜施工质量预控摘要:复合土工膜是用聚乙烯或氯乙烯的强增改性,压延成膜与涤纶针刺土布热合而成,具有抗拉,抗顶破,抗撕强度高,延伸性能好,变形模量大,耐老化,防渗性能好,使用期长等特点。
复合土工膜防渗技术在水利水电工程、铁路、公路工程隧道工程、垃圾处理厂、建筑工程等现代建设工程中广泛运用。
在施工过程中严格按复合土工膜施工技术要求施工,特别是原材料的质量和现场焊接质量的控制,就一定能取得了很好的防渗效果的。
关键词:复合土工膜;防渗;质量控制土工膜实用聚乙烯聚氯烯和土工布热合而成的材料,它具有抗拉,抗顶破,抗撕强度高,防渗性能好,使用期长等特点,因其具有上述特点,在防渗工程中得到广泛推广,取得了良好的经济效益和社会效益,现已广泛运用于水利水电工程的建设工程中,现结合施工体会谈谈浅谈复合土工膜施工质量控制。
一、复合土工膜施工工艺原理复合土工膜是用聚乙烯或氯乙烯的强增改性,压延成膜与涤纶针刺土布热合而成,具有抗拉,抗顶破,抗撕强度高,延伸性能好,变形模量大,耐老化,防渗性能好,使用期长等特点,具有较好的防渗效果,一方面将复合土工膜铺设在需要进行防渗处理堤段坡上面,利用自身的连接形成一整体坡面防渗体,另一方面使坡面铺设的复合土工膜的下部与坡脚垂直防渗墙进行连接,使复合土工膜上部与压顶路肩量相接,使堤基垂直防渗墙,坡面复合土工膜,堤顶压顶砼形成一个整体完全封闭的防渗体系。
二、复合土工膜施工方法(一)施工准备材料应具有材质证明及出厂合格证,经有关人员进行验收合格后,方能入库,并做好验收记录。
对施工过程中所采用的原材料按规定及时进行抽查、取样试验,土工膜进场后,按5万㎡为一批复检一次,随机抽取复合土工膜对其性能指标委托有资质的单位进行复测,复测结果全部合格方可使用。
(二)复合土工膜防渗测量放线土方开挖(回填)基本平整、压实土工膜铺设保护层填筑石笼压护及尼龙丝袋浅堤。
(三)施工要点1、土工膜厂内拼接为了施工方便,保证拼接质量,复合土工膜应尽量采用宽幅,以减少现场拼接量。

不想损失惨重,无溶剂复合必须熟知这些控制要点无溶剂复合的质量问题一般要在长时间的固化之后才能显现,所以一旦形成废品,就会造成很大的损失,这就需要有一定技术经验的操作工来进行,并熟知无溶剂复合的控制要点。
1,胶黏剂的选择无溶剂胶黏剂主要有单组分湿气固化型胶黏剂和双组分无溶剂型胶黏剂。
选择胶黏剂时首先需要考虑的是包装内容物的种类及所用薄膜材料的种类;其次,还要考虑印刷油墨与胶黏剂两者之间的相容性。
另外,还需要注意两个问题:一是MDI类型的异氰酸化合物会透过内层薄膜逐渐向内层表面迁移,并与水汽发生反应形成聚脲抗热封层,影响包装袋的热封质量,当聚乙烯薄膜质量较差或胶黏剂选择不当时容易发生此问题,尤其是使用双组分胶黏剂时更要注意。
二是复合爽滑剂含量较高的薄膜时,由于爽滑剂迁移进胶黏剂层,可能会出现剥离强度差、热封不良、摩擦系数增大等问题,影响复合膜在包装生产线上的操作性。
因此,在复合此类薄膜时一定要注意选择合适的胶黏剂。
2,张力控制由于无溶剂复合的初粘力较低,各段张力的匹配和收卷张力的控制就显得尤为重要。
针对各种结构应设定不同的张力而且必须非常精确。
张力控制包括主放卷张力、涂胶后牵引张力、副放卷张力、收卷张力、收卷锥度几个方面。
一般来说,薄膜牵引的张力要略大于主放卷张力,收卷张力略大于放卷张力,收卷锥度控制在10%-40%以内为好。
针对不同材质的薄膜,复合过程中各部分张力大小也有所不同,甚至不同厂家生产的同一材质的薄膜,其张力也要略作调整。
如PA/PE结构的复合薄膜,PE、膜的张力大致在1 5~25N之间,PA膜的张力可以根据实际情况控制在80~100N之间。
检查复合膜之间张力配合是否合适的方法是:在复合过程中停机,于收卷处用刀片在复合膜上划一个X字口,最理想的状态是划口后复合膜仍保持平整。
如果复合薄膜朝某一方向卷曲,.则说明该层薄膜的张力过大,应适当降低该层薄膜的张力或增大另一层薄膜的张力。
3,涂胶量的控制涂胶量也是影响复合产品质量的关键因素。
干法复合的张力控制干法复合的张力控制干法复合的张力控制是影响复合膜质量的主要因素。
干法复合中张力控制的适当,复合机上各工段的料均平整,没有纵向或横向的褶皱,材料本身不发生塑性变形。
如果张力控制不当,不仅降低复合材料的性能还会给后期的分切、制袋、封口等工艺带来一系列的麻烦。
1、影响张力控制的因素●温度湿度的变化。
生产环境和储存环境的温湿度变化是影响材料物理性能的主要因素。
高温高湿环境中材料会变软,抗拉强度变小,伸缩率变大,相反低温低湿的环境中材料会相应变硬,变脆。
因此,夏季生产时的张力要比冬季时小。
●基材的厚薄均匀度。
不同材料的厚薄度不同,张力也不一样。
通常情况下厚的材料张力大,薄的材料张力小。
同种材料厚薄不均匀也会影响张力。
首先材料的厚薄不均匀使得材料受力不均匀,因此为保证材料能很好的复合需要适时调节张力。
其次材料厚度不均匀会造成辊间压力波动,从而影响张力。
●基材的规格质量。
根据基材的复合宽度不同,张力值也要相应的改变。
宽度越宽,张力值越大;基材质量越大,张力值也越大。
●基材的形式发生变化。
随着复合的进行,复合的卷径发生变化,由公式:M=FxR(其中:M为膜卷转动力矩,F为薄膜所受张力,R为膜卷卷径)可知当采用恒转矩控制上时,张力随卷径的减小呈反比例变化。
●接触面的摩擦变化。
基材的接触面越粗糙,张力值越大,因此干式复合机上安装的导辊均为活动的光滑钢辊以减少摩擦。
●各导辊的平行度和光滑性。
为保证复合时基材平整无皱,各导辊须互相平行;而且导辊运行的光滑性也是直接影响张力稳定的因素,因此要定期检测,发现问题及时解决。
●运行中速度的变化。
速度的变化是产生张力的一个主要原因,机器在启动、停止、增减速时都伴随张力的变化,因此,速度的缓慢变化有利于各部分张力的稳定。
另外,机器的机械性能、控制系统的特点等也会影响张力控制。
2、张力控制的分类干式复合的张力控制在干式复合中包括:放卷张力控制、干燥部位张力控制、收卷张力控制。
复合薄膜制袋工艺常见问题的研究作者:计峰孙国锦曾文明来源:《商情》2017年第27期摘要:复合薄膜是现代包装袋的主要材料。
因此,本文通过对复合薄膜在制袋过程中常出现的质量问题而对制袋工艺中温度、压力、速度、冷却等几个方面的控制展开分析和研究。
关键词:复合薄膜制袋问题参数复合薄膜在当前很多工业领域中都有着广泛的用途,尤其是在热封制袋的生产上,进行热封制袋是整个包装袋生产中的最后一道程序,是通过在外部加热之后将复合薄膜的热封部分变为热熔的状态,再借助模具加压,冷却后形成密封效果。
复合膜在制袋过程中的常见问题通常有漏气、假封、起皱、平整度不好以及丝路擦伤、热封气泡等问题。
一、导致漏气和假封的关键因素为温度和压力温度低压力偏小就会出现这样的情况,特别是在一些固定的点位,如中封边的倒向侧与横封边的重叠处。
因为成型后的袋子此部位相对较厚,烫封容易出现死角。
我们可以通过检测透气性以及剥离强度的方式来进行检测。
如有漏气则需要调高烫刀温度和增加压力。
但并不是说温度、压力越高越好,如果温度和压力过高又会导致封边宽度比设计宽度要宽,膜收缩变形。
因为这时热封膜处于完全的熔触状态,在烫刀的挤压下熔触状态下的塑料会向周围移动。
在热封制袋的过程中,复合薄膜的热封温度需要与材料的性能、质量、制袋的型号、压力、制袋速度等情况相匹配符合。
复合薄膜的启封温度应当进行严格的控制,具体的温度数值需要控制在复合薄膜粘流状态温度点与溶解状态温度节点之间,因此这个温度的范围是热封温度控制的关键,温度范围越宽则代表热封性能越高,热封的质量也就越容易控制。
在热封温度下,复合薄膜会发生融化现象,进而在融化表面施加压力,则复合薄膜材料将会相互融合,复合薄膜的表面分子结构减小的同时使得分子之间的作用力加大,形成复合薄膜的热封强度。
二、复合薄膜在制袋时出现表面平整程度不好的问题其影响因素主要有导辊上有异物,特别是放卷处的重力辊,因为这个位置的特殊性,异物粘连在上面不容易发现,清洁也很不方便,所以很容易被操作人员忽略掉。
反渗入膜旳制备技术发展反渗入是运用反渗入膜只透过溶剂而截留离子或小分子物质旳选择透过性,以膜两侧旳静压差为推动力,实现对混合物分离旳膜过程。
在一定温度下,用一种只能使溶剂透过而不能使溶质透过旳半透膜把稀溶液与浓溶液隔开,由于浓溶液中水旳化学势不不小于稀溶液中水旳化学势,水就会自发地通过半透膜从稀溶液进入到浓溶液中,使浓溶液液面上升,直到浓溶液液面升到一定高度后达到平衡状态。
这种现象称为渗入(osmosis)或正渗入。
如图1所示,半透膜两侧液面高度差所产生旳压差称为浓溶液和稀溶液旳渗入压差Δπ,如果稀溶液旳浓度为零,渗入压差即为(浓)溶液旳渗入压π;如果在浓溶液上方施加压力ΔP,如果ΔP不小于Δπ,则浓溶液中旳水便会透过半透膜向稀溶液方向流动,这一与渗入相反旳过程称为反渗入(reverse osmosis,RO)[1]。
由于反渗入膜旳截留尺寸为0.1-1nm左右,因此可以有效地清除水中旳溶解盐类、胶体、微生物、有机物等(清除率达97~98%),系统具有水质好、能耗低、无污染、工艺简朴、操作以便等长处,其已广泛应用在苦咸水脱盐、海水淡化、废水解决、纯水制备、食品和医药等方面,被称为“2l世纪旳水净化技术”。
[2]1.1 反渗入复合膜发展概括人类发现渗入现象至今已有260近年历史。
1748年,法国旳Abble Nollet 发现水能自发地扩散进入装有酒精溶液旳猪膀胱内,并首创osmosis一词用来描述水通过半透膜旳现象,成为第一例有记载旳描述膜分离旳实验。
在接下来旳100近年里,渗入作用引起了科学家们极大旳爱好。
最初实验用膜都是动物或植物膜,直到1864年,Traube才成功研制了人类历史上第一张人造膜—亚铁氰化铜膜。
该膜对稀电解质溶液体现出明显旳选择通过性,特别渗入压现象引起了极大旳关注。
Preffer用这种膜以蔗糖和其她溶液进行实验,把渗入压和温度及溶液浓度联系起来,给出了计算渗入压旳关联式。
1887年Van't Hoot根据Preffer旳结论。
复合土工膜施工质量控制摘要结合莲石湖工程中复合土工膜施工质量控制措施,指出了复合土工膜施工过程中的质量控制重点、难点、关注点。
关键词复合土工膜质量控制Pick to combine the existing shek wu Ephraim engineering composite geomembrane construction quality control measures, and points out that the composite geomembrane the construction process of quality control key points and difficulties, concerns.Key words composite geomembrane quality control1、工程概况莲石湖(麻峪~京原铁路桥河段)工程河道治理长度为 5.8km,水面106公顷,我公司承建的第二标段起点桩号为K8+600,终点桩号为K6+700,全长1.9km,是北京市的重点工程之一,工程建成后将形成有水有绿、生态良好的西南生态屏障,提高永定河生态服务价值。
在水资源匮乏的大背景下,百公顷莲石湖能否重现,减渗工程施工的成败将起到决定性的作用。
2、复合土工膜特点及规格选择土工膜包括:LDPE土工膜、PE土工膜、HDPE土工膜、EV A工膜、ECB 土工膜、PVC土工膜、糙面土工膜、复合土工膜等。
复合土工膜是将土工膜和土工织物通过共同压制或用聚合物粘和等方式复合在一起的土工制品。
复合土工膜有一布一膜、两布一膜和两膜一布等多种形式,一般宽4m~6m,质量为200g/m~1500g/m,抗拉、抗撕裂、抗顶破等物理力学性能指标高。
产品具有强度高,延伸性能较好,变形模量大,耐酸碱、抗腐蚀、耐老化、防渗性能好等特点;能满足水利、市政、建筑、交通,地铁、隧道等建设中的防渗、隔离、补强、防裂、加固等工程需要。