干燥部的设计和结构
- 格式:ppt
- 大小:13.29 MB
- 文档页数:58

造纸废水处理方法:物理处理法(重力沉降、气浮法、混凝法(加絮凝剂))、化学处理法(加化学药剂(氯、二氧化氯、过氧化氢、臭氧))、生化处理法(活性污泥法、厌氧处理法)。
水处理方式分为一级处理(物理处理去重杂质、辅以化学处理降pH)、二级处理(生化处理降BOD、COD)、三级处理(物理化学方法降COD、去色)容器的组成:筒体(壳体)、封头(端盖)、法兰、支座、接口管、人孔、手孔和视镜等部件组成。
无力矩理论:工程上假设容器壁很薄,器壁只承受拉、压应力,承受弯曲应力很小削片机类型:切削刀装在圆盘上的盘式削片机和切削刀装在圆柱形鼓上的鼓式削片机喂料方式:有斜喂料和水平喂料两种。
Sina=SinaCosa2= Cosa1 Cosa2连续蒸煮器类型:塔式(单塔式、双塔式)、横管式(一、二、三管式)、斜管式(单斜管及双斜管式)涤浓缩设备(一)低浓洗涤浓缩设备(重力、圆网浓缩机、侧压浓缩机和网式浓缩机)(二)中浓洗涤浓缩设备(真空或内外压差、真空洗涤浓缩机、压力洗涤浓缩机、水平带式真空洗浆机、鼓式置换洗浆机)(三)高浓洗涤浓缩设备(挤压、网两侧产生压力差、螺旋挤浆机、双辊挤浆机、环式双筒挤浆机、双网挤浆机)洗涤目的(1)洗净浆料;(2)提高废液的提取率,减少环境污染,为药品回收创造条件;(3)综合利用,热回收筛选设备可分为:筛浆机和除渣设备筛浆机可分为:振动式筛浆机、压力式筛浆机和离心式筛浆机除渣设备可分为:沉砂沟、涡旋除渣器CEH多段漂白所需设备为:浆泵、混合器、氯化塔(低浓)、碱处理塔(中浓)、次氯酸盐漂白塔(中浓)、推进器(作搅拌器用)、针形阀和洗涤浓缩设备。
中浓氧漂所需的设备:洗涤浓缩机,蒸汽混合器,中浓浆泵,中浓高剪切混合器,氧漂白塔,喷放塔中浓纸浆二氧化氯漂白设备有:中浓浆泵、中浓高剪切混合器、蒸汽混合器、升-降流漂白塔、洗涤浓缩机等高浓过氧化氢设备有:双网挤浆机)、高浓混合器、降流式漂白塔、高浓卸浆机。
目录1、干燥器工作原理及结构特点 (1)1.1干燥器的原理 (1)1.2干燥器的应用 (2)1.3干燥器的未来发展 (3)2、串级控制系统的工作原理 (4)3、控制方案的选择 (5)3.1乳化物干燥器串级控制系统参数选择 (5)3.2控制参数的确定 (5)3.3现场仪表选型 (6)4、系统方框图 (7)5、分析被控对象特性 (7)6、进行系统仿真 (7)课程设计总结 (10)参考文献 (11)1、干燥器工作原理及结构特点1.1干燥器的原理干燥器是是通过加热使物料中的湿分(一般指水分或其他可挥发性液体成分)汽化逸出,以获得规定湿含量的固体物料的机械设备。
干燥的目的是为了物料使用或进一步加工的需要。
如木材在制作木模、木器前的干燥可以防止制品变形,瓷坯料在煅烧前的干燥可以防止成品龟裂。
另外干燥后的物料也便于运输和贮存,如将收获的粮食干燥到一定湿含量以下,以防霉变。
由于自然干燥远不能满足生产发展的需要,各种机械化干燥器越来越广泛地得到应用。
干燥过程需要消耗大量热能,为了节省能量,某些湿含量高的物料、含有固体物质的悬浮液或溶液一般先经机械脱水或加热蒸发,再在干燥器干燥,以得到干的固体。
在干燥过程中需要同时完成热量和质量(湿分)的传递,保证物料表面湿分蒸汽分压(浓度)高于外部空间中的湿分蒸汽分压,保证热源温度高于物料温度。
热量从高温热源以各种方式传递给湿物料,使物料表面湿分汽化并逸散到外部空间,从而在物料表面和部出现湿含量的差别。
部湿分向表面扩散并汽化,使物料湿含量不断降低,逐步完成物料整体的干燥。
物料的干燥速率取决于表面汽化速率和部湿分的扩散速率。
通常干燥前期的干燥速率受表面汽化速率控制;而后,只要干燥的外部条件不变,物料的干燥速率和表面温度即保持稳定,这个阶段称为恒速干燥阶段;当物料湿含量降低到某一程度,部湿分向表面的扩散速率降低,并小于表面汽化速率时,干燥速率即主要由部扩散速率决定,并随湿含量的降低而不断降低,这个阶段称为降速干燥阶段。
谷物干燥原理与技术谷物干燥技术的必要性:我国是世界上最大的粮食生产国,稻米产量全球第一,小麦及玉米产量全球第二。
谷物收获后,为了储存和加工,必须经过干燥处理。
干燥谷物的方法有日晒干燥和机械化干燥。
日晒干燥是我国几千年来采用的老方法。
机械化干燥是通过专业干燥机对谷物进行机械自动化干燥。
现代人在马路上晒谷不但危害交通,也污染谷物;用晒谷场晒谷,又浪费宝贵的土地资源。
人工晒谷耗费大量人力,成本高,稻谷质量无法掌控。
遇到梅雨天就无法晒谷,无法将收成掌握在自己手中,很不科学。
我国粮食产区特别是南方地区,稻麦收获期常常出现阴雨梅雨天气。
农民最担心谷物收获期遇上阴雨霉雨天气,因为这种天候收获的谷物含水率都是非常高,造成湿谷来不及晒干或无法达到安全水份,因而产生霉变发芽。
湿谷没有抢鲜干燥,除了经济上的损失,谷物会产生黄曲霉,黄曲霉的毒性非常强,可引起肝的癌变,严重危害人民的健康。
所有谷物只要含水率过高,都有可能会产生黄曲霉。
如果可以马上进行干燥,就能抢救谷物免于霉变发芽,杜绝黄曲霉产生,所以抢鲜将谷物干燥到安全的含水率是储粮安全的首要条件。
由于人工晒谷的局限性,无法解决及时干燥谷物和保证谷物高质量的问题,难以面对国内对谷物质量的需求及国外市场的竞争。
据估计我国农户收割后及储粮损失率在8%~10%,每年损失粮食超过150亿公斤,损失高达300-600亿元。
相对于人工晒谷,机械化干燥不但不怕阴雨天,整个干燥过程的质量都是科学化自动监控的。
全面推广干燥机械化,配合低温均匀干燥的技术,生产出的优质米就可高价外销世界各地,创收外汇。
不但不用担心进口大米的竞争,还可享受出口优质大米带来的收益。
现今欧、美、日等发达国家都全面采用干燥机械化,谷物质量都很高,所以谷物干燥机械化是必走之路。
机械化的干燥方式:谷物干燥设备有很多种,他们的原理和操作方法各不相同,用途也有所差异。
这里我们先来介绍两种应用不同方式进行谷物干燥的干燥机。
一、箱式通风干燥机箱式通风干燥机,属于静置式干燥机。
纸机烘干部出力计算方式一.蒸发水量以及烘缸出力计算1. 蒸发水量计算计算公式:R=GW=0.06qvb(C2-C1)/C1式1-1其中:R蒸发水量,kg水/h ;G纸机每小时生产能力,kg纸/h W 每生产1 公斤纸所蒸发的水量,kg 水/kg 纸q 纸页定量,g/cm2 ;v 纸机运行车速,m/minb 卷纸机上未切边的纸宽,mC1 进烘缸纸页的干度,% ;C2 出烘干纸页的干度,%2. 烘缸出力计算计算公式:(造纸原理)式1-2其中:Ev 烘缸出力,kg水m2⋅hn烘干个数(若有真空缸,则一个真空缸换算成0.7个烘缸)D烘缸直径,mα烘缸的包角,°二、前烘1.蒸发水量:已知:C2=90% C1=45%b=5.32m v=831m/min纸张最终定量q′为80g/m2 施胶量q〞为0.85g/m2计算:q 取施胶前的定量,即q= q′− q〞=80 − 0.85=79.15(g/m2) 2.烘缸出力已知:C2=90% C1=45%v=831m/min q=q′−q〞=80−0.85=79.15 (g/m2)α=230° D=1.8m π=3.1416前烘烘缸个数是46 个计算:n=46(个)三、后烘1.蒸发水量:已知:C2=95% C1=70%b=5.32m v=831m/minq=q′=80 g/m2计算:2.烘缸出力:已知:C2=95% C1=70%v=831m/min q=q′=80g/m2α=230° D=1.8m π=3.1416后烘烘缸个数是18个计算:前、后烘干部单位出力分别为23.74,21.90(kg 水/m2 ⋅h)。
小于设定的烘缸单位出力25.0(kg 水/m2 ⋅h),故在烘缸设计范围之内。
四、蒸汽热量计算表1—5 烘缸部参数2 计算过程:(烘缸效率η=70%)计算公式(1) 前干燥部:①第一组烘缸 (1#—9#)已知:进缸干度C1=45% 出缸干度C2=57%进缸温度t1=45°C 出缸温度t2=70°C在70°C时排出水蒸气的热焓值i=2630.5kJ/kg在本段烘缸通汽压力为120kPa下水蒸气的热焓值i1=2684.3kJ/kg 在本段烘缸通汽压力为120kPa下冷凝水的热焓值i2=437.51kJ/kg 计算:②第二组烘缸 (10#—34#)已知:进缸干度C1=57% 出缸干度C2=80%进缸温度t1=70°C 出缸温度t2=95°C在95°C时排出水蒸气的热焓值i=2668.4kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2709.2kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=493.71kJ/kg 计算:③第三组烘缸 (35#—46#)已知:进缸干度C1=80% 出缸干度C2=90%进缸温度t1=95°C 出缸温度t2=110°C在110°C时排出水蒸气的热焓值i=2693.7kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2736.1kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=583.76kJ/kg 计算:(2) 后干燥部:⑥第四组烘缸 (47#—55#)已知:进缸干度C1=70% 出缸干度C2=82%进缸温度t1=75°C 出缸温度t2=95°C在95°C时排出水蒸气的热焓值i=2668.4kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2709.2kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=493.71kJ/kg 计算:⑦第五组烘缸 (56#—64#)已知:进缸干度C1=82% 出缸干度C2=95%进缸温度t1=95°C 出缸温度t2=110°C在110°C时排出水蒸气的热焓值i=2693.7kJ/kg在本段烘缸通汽压力为360kPa下水蒸气的热焓值i1=2736.1kJ/kg 在本段烘缸通汽压力为360kPa下冷凝水的热焓值i2=583.76kJ/kg 计算:(3) 总结:由上述七组通汽的蒸汽用量可知,生产1kg 纸的实际耗气量为:D=D①+D②+D③+D④+D⑤=0.456+0.650+0.215+0.293+0.260=1.874 (kg蒸汽/kg纸)五.烘干部热损失计算前干燥段1.烘缸对流散热系数的计算:烘缸散热系数Ka的计算:烘缸散热面积Fa的计算:Fa=3.14N[(1-θ/360).d.B+0.5d²]=3.14x46x[(1-230/360)x1.8x5.4+0.5x1.8²] =507.04m²烘缸散热损失Q4的计算:Q4= Ka.Fa/Gp(ta-t0)=140.42(KJ/Kg)⑤干毯散热损失Q5 的计算:干毯对流散热系数ab的计算:干毯散热系数kb的计算;干毯散热面积Fb的计算:Fb=2A1B2-θ/360π. d. B1. N=2x3.14x1.8x46x5.8-230/360x3.14x1.8x5.4x46=2119.03m2干毯散热损失Q5的计算:Q5= Kb. Fb/Gp(tb-t0)=279.33(KJ/Kg)⑥管道散热损失Q6 的计算:Q6=2737.3x0.06=164.238(KJ/Kg)前干燥热损失耗蒸汽量:Q=Q4+Q5+Q6=(140.42+279.33+164.238)KJ/Kg=583.988KJ/KgD⑥=583.988 /[(2738.1-583.76)x0.7]=0. 387(kg 蒸汽/kg纸)后干燥段④烘缸对流散热系数的计算:烘缸散热系数Ka的计算:烘缸散热面积Fa的计算:Fa=3.14N[(1-θ/360).d.B+0.5d²]=3.14x18x[(1-230/360)x1.8x5.4+0.5x1.8²]=199.49m2烘缸散热损失Q4的计算:Q4= Ka. Fa/Gp(ta-t0)=59.56(KJ/Kg)⑤干毯散热损失Q5的计算:干毯对流散热系数ab的计算:干毯散热系数kb的计算;干毯散热面积Fb的计算:Fb=2A.B2-θπ.d.B1.N=2x3.14x1.8x18x5.8-230/360x3.14x1.8x5.4x18=829.15m2干毯散热损失Q5的计算:Q5= Kb. Fb/Gp(tb-t0)=106.05(KJ/Kg)⑥管道散热损失Q6的计算:Q6=2737.3x0.06=164.238(KJ/Kg)Q=Q4+Q5+Q6=(59.56+106.05+164.238) KJ/Kg=329.85KJ/KgD⑥=329.85 /[(2738.1-583.76)x0.7]=0.24(kg 蒸汽/kg纸冷凝水管道热损失六、前干燥段冷凝水散热损失Q7 的计算:Q7=Dw/Gp(i`-i0)=240.82(KJ/Kg)后干燥段冷凝水散热损失Q7的计算:Q7=Dw/Gp(i`-i0)=89.24(KJ/Kg)冷凝水耗蒸汽量:D⑦=.330.06/[(2737.3-417.68)x0.7]=0.22(kg蒸汽/kg纸(3) 总结:由上述几组通汽的蒸汽用量可知,生产1kg 纸的实际耗气量为:D=D①+D②+D③+D④+D⑤+D⑥+D⑦=1.874 + 0.38 + 0.24 + 0.22=2.714(kg 蒸汽/kg 纸)考虑损纸率,抄造率为97%,成品率为97%,则耗气量D`=D[(1+F1)/(1-F2)]=2.714x[(1+3%)/(1-3%)]=2.882kg 蒸汽/kg 纸(由于本篇文章有多处是专业符号无法显示出,PMMCN用图片形式展示,感谢专业人士给予我们更专业的意见,感谢阅览!)。
纸机干燥部的最优化方案为有效提高纸机干燥部的工作性能并使其达到最优化,必须对最优化过程进行系统研究。
这需要对决定干燥部运转性能的变量进行持续不断的监控和测定,如毛布的透气性、毛布的结构和张力、袋式通风设备、气罩通风系统、烘缸表面氧化皮及冷凝水排放等。
优化干燥部的运行性能和效率需要将整个干燥部看作一个整体。
干燥部的冷凝水排放系统和通风系统包含影响干燥部总体运行性能的65%以上的变量,对干燥部的影响很大。
本文采用基本的烘缸工作特性测量四步法优化干燥部。
并特别介绍了虹吸器的选择方式,以及虹吸器与造纸机运行性能及最佳系统灵活性之间的关系。
1干燥部的优化方案优化干燥部的四步法包括:①Can-By-Can蒸汽流量分析;②虹吸器的选择和设计;③蒸汽冷凝水系统分析;④能量守恒分析。
1.1Can-By-Can分析将造纸机的工作状态如烘缸转速、蒸汽压力、纸张湿度、烘缸尺寸和纸张等级等数据用键盘输入Can-By-Can进行蒸汽和冷凝水流量分析。
这套程序可产生3个测量数据来分析现有的工作状态并估计干燥部的运转性能,包括干燥速度、热量传递系数、烘缸表面温度。
1.1.1干燥速度干燥速度指单位面积每小时蒸发的水量,用于确定实际的干燥部性能。
对于一定的纸张,冷凝速度越高,干燥部的性能就越好。
如果干燥速度相对较低,则必须重新确定并解决对其产生影响的干燥部工作参数如冷凝水排放、蒸汽压力、纸张湿度、袋通风系统和干毯结构。
1.1.2热量传递系数热量传递系数用于考核干燥部热效率,包括热量的流动。
热量传递系数(U)可用于比较生产类似等级纸张的纸机性能。
热量传递的最大阻力是烘缸内冷凝水层的热阻,还包括造纸干毯的结构和张力、烘缸氧化皮、烘缸壁的厚度、烘缸内的不凝气体以及干燥部的通风。
最佳冷凝水排放工艺会促进干燥部的高效运行。
较高的U值表明干燥部具有较好的热量传递和有效的冷凝水排放。
1.1.3烘缸表面温度烘缸表面温度也用于优化干燥部性能。
烘缸内蒸汽温度和烘缸表面温度之间的温差高,表明烘缸的冷凝水排放较差。
新技术新设备超高速纸机压榨部结构特点熊 清 刘 汤 伟(维美德公司北京代表处,100027)摘 要 最近几年,纸机的车速、生产效率及产品质量都获得了显著提高。
对超高速纸机来说,压榨部结构及所采用的新技术是其技术突破的关键,但不是唯一;超高速纸机需要一流的工艺流程、高级控制和其它方面的同步发展。
维美德公司开发了从纸料制备到完成打包的一系列与之相适应的新技术。
这里仅介绍超高速纸机的压榨部结构特点及对纸张质量的影响。
关键词 技术开发 高效率 新型压榨 高速纸机 L WC SC 造纸行业属于技术、资金和资源密集型行业。
考虑环境方面可持续发展和来自其它行业的竞争和冲击,造纸工业必须重视开发新技术,走规模经济发展之路,在产品质量和生产效率上满足市场要求,战胜各种挑战。
1 近几年情况回顾在过去的10年里,纸机新技术的开发应用,使单台纸机的生产能力和车速都获得了显著的提高。
新闻纸机的生产能力平均每年提高5%,目前1台新闻纸纸机的最大生产能力达33万t/a;最高效率的印刷纸纸机生产能力在30~40万t/a之间,纸机净宽915m,设计车速1800m/min。
SC纸和高级文化印刷类纸机的生产能力达35万t/a,1台最新开机的L WC纸机设计能力达40万t/a。
新技术的开发应用,使高级印刷纸纸机的生产能力提高了60%。
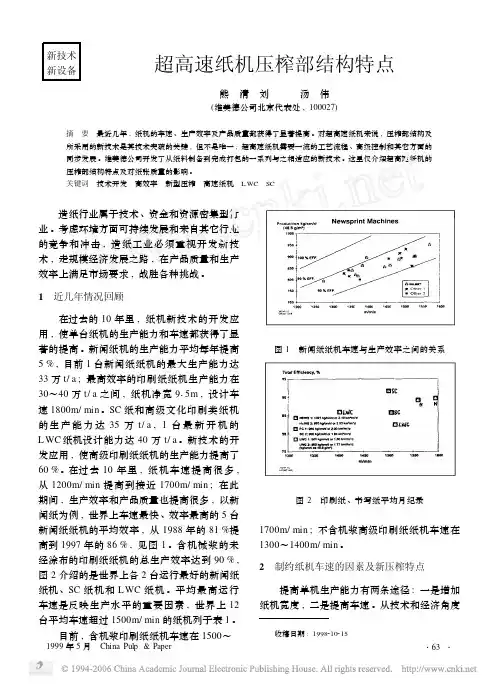
在过去10年里,纸机车速提高很多,从1200m/min提高到接近1700m/min;在此期间,生产效率和产品质量也提高很多,以新闻纸为例,世界上车速最快、效率最高的5台新闻纸纸机的平均效率,从1988年的81%提高到1997年的86%,见图1。
含机械浆的未经涂布的印刷纸纸机的总生产效率达到90%,图2介绍的是世界上各2台运行最好的新闻纸纸机、SC纸机和L WC纸机。
平均最高运行车速是反映生产水平的重要因素,世界上12台平均车速超过1500m/min的纸机列于表1。
目前,含机浆印刷纸纸机车速在1500~图1 新闻纸纸机车速与生产效率之间的关系图2 印刷纸、书写纸平均月纪录1700m/min;不含机浆高级印刷纸纸机车速在1300~1400m/min。
造纸与印刷作业指导书第1章造纸技术基础 (4)1.1 纸张的原料与制备 (4)1.1.1 原料采集与处理 (4)1.1.2 碱法蒸煮 (4)1.1.3 漂白 (4)1.1.4 打浆 (4)1.2 造纸工艺流程概述 (4)1.2.1 制浆 (4)1.2.2 配浆 (4)1.2.3 造纸 (4)1.2.4 后加工 (5)1.3 纸张的质量要求与检测 (5)1.3.1 物理功能 (5)1.3.2 外观质量 (5)1.3.3 化学功能 (5)1.3.4 检测方法 (5)第2章打浆与辅料处理 (5)2.1 打浆工艺与设备 (5)2.1.1 打浆工艺概述 (5)2.1.2 打浆设备 (5)2.2 添加剂的应用与选择 (6)2.2.1 添加剂的种类 (6)2.2.2 添加剂的选择与使用 (6)2.3 纸浆的漂白与漂白剂 (6)2.3.1 纸浆漂白概述 (6)2.3.2 常用漂白剂 (6)2.3.3 漂白工艺 (6)第3章纸机操作与控制 (6)3.1 纸机结构及工作原理 (6)3.1.1 供浆系统 (7)3.1.2 网部 (7)3.1.3 压榨部 (7)3.1.4 干燥部 (7)3.1.5 施胶部 (7)3.1.6 压光部 (7)3.1.7 卷取部 (7)3.2 纸机操作的要点与技巧 (7)3.2.1 开机前准备 (7)3.2.2 操作要点 (7)3.2.3 停机操作 (8)3.3 纸机常见故障及排除方法 (8)3.3.2 纸张断裂 (8)3.3.3 纸张表面出现斑点 (8)3.3.4 纸张厚度不均 (8)第4章纸张抄造与整理 (8)4.1 纸张抄造工艺及设备 (8)4.1.1 工艺流程 (8)4.1.2 设备配置 (9)4.2 纸张压榨与干燥 (9)4.2.1 压榨 (9)4.2.2 干燥 (9)4.3 纸张的表面施胶与涂布 (9)4.3.1 表面施胶 (9)4.3.2 涂布 (10)第5章印刷原理与工艺 (10)5.1 印刷基本概念与原理 (10)5.2 印刷工艺流程与分类 (10)5.3 印刷材料的选择与应用 (11)第6章印前制作与图文处理 (11)6.1 印前设计的基本原则 (11)6.1.1 符合印刷要求 (11)6.1.2 简洁明了 (11)6.1.3 统一和谐 (11)6.1.4 结构合理 (11)6.1.5 突出重点 (12)6.2 图文处理软件的使用 (12)6.2.1 Adobe Photoshop (12)6.2.2 Adobe Illustrator (12)6.2.3 Adobe InDesign (12)6.3 印前制作的工艺流程 (12)6.3.1 设计稿制作 (12)6.3.2 校对审核 (12)6.3.3 分色输出 (12)6.3.4 打样确认 (13)6.3.5 印前工艺处理 (13)6.3.6 印刷前准备 (13)第7章印刷机械与设备 (13)7.1 印刷机械的分类与结构 (13)7.1.1 凸版印刷机械 (13)7.1.2 平版印刷机械 (13)7.1.3 孔版印刷机械 (13)7.1.4 数字印刷机械 (13)7.2 印刷设备操作与调试 (13)7.2.1 操作前准备 (13)7.2.3 设备调试 (14)7.3 印刷设备的维护与故障排除 (14)7.3.1 设备维护 (14)7.3.2 故障排除 (14)第8章印刷质量检测与控制 (14)8.1 印刷质量标准与评价 (14)8.1.1 印刷质量标准 (14)8.1.2 印刷质量评价 (15)8.2 印刷过程中的质量控制 (15)8.2.1 印版制作质量控制 (15)8.2.2 油墨和纸张质量控制 (15)8.2.3 印刷设备调整与维护 (15)8.3 印刷质量检测方法与设备 (16)8.3.1 人工检测 (16)8.3.2 仪器检测 (16)第9章印后加工工艺 (16)9.1 装订工艺与设备 (16)9.1.1 骑马钉装订 (16)9.1.2 胶装装订 (16)9.1.3 精装装订 (16)9.2 表面整饰工艺及设备 (17)9.2.1 上光 (17)9.2.2 烫金 (17)9.2.3 覆膜 (17)9.3 印后加工质量要求与控制 (17)9.3.1 装订质量要求 (17)9.3.2 表面整饰质量要求 (17)9.3.3 质量控制措施 (17)第10章环保与节能技术在造纸与印刷中的应用 (18)10.1 环保型造纸技术 (18)10.1.1 生物酶制浆技术 (18)10.1.2 无氯漂白技术 (18)10.1.3 碱回收技术 (18)10.2 印刷业的节能与减排 (18)10.2.1 高效印刷设备 (18)10.2.2 节能印刷材料 (18)10.2.3 印刷工艺优化 (18)10.3 废纸回收与资源化利用 (18)10.3.1 废纸分类回收 (19)10.3.2 废纸再生技术 (19)10.3.3 废纸资源化利用 (19)第1章造纸技术基础1.1 纸张的原料与制备纸张的原料主要来源于植物纤维,其中以木浆、竹浆、草浆等为主要原料。
第七章造纸机干燥装置第一节概述1.干燥装置的作用:烘干部在造纸机各部分中是最大的、最重的。
当不考虑附属设备时,烘干部的重量约占纸机全部重量的60~70%,而造价达整台纸机造价的50%左右。
烘干部的生产费用也相当大,其蒸气成本为纸的成本的5%~15%。
干燥过程中对纸张的许多性质有明显的影响。
1.1主要作用是脱除湿纸页中的水分:纸页经压榨部后的干度一般为32~50%,必须在烘干部继续脱水到成纸的干度(约92~95%)。
1.2辅助作用:1对纸页强度与收缩的影响:当纸经干燥后干度达55%以上时,强度开始迅速增长,同时产生快速收缩,到80-90%基本停止。
烘干部配臵的变化对纸的收缩有显著的影响。
2对纸页平滑度的影响:干燥方式不同,成纸表面平滑度也不同.3完成纸的施胶:纸张的施胶过程也是在烘干部最后完成的,因为施胶浆料在低于40~50℃的温度下烘干,是不起施胶作用的,只有在加热到70~80℃时,纸张才能得到必要的施胶度,温度过高或急速升温也会影响施胶效果。
2. 传统干燥装置的组成:2.1典型纸机的烘干部:由若干烘缸、烘毯缸、导辊、刮刀、干毯张紧和校正装臵、引纸绳系统、通风装臵、烘缸传动等组成。
通常烘缸是分两层排列,缸内通蒸气加热。
纸张两面轮流与烘缸表面相接触,迂回通过烘干部。
有时为了改善纸张表面质量,在烘干部还设有大烘缸或施胶机。
普通园网纸机烘干部见120页图4-29。
薄页纸机一般采用单大缸。
2.2多烘缸烘干部的分组:烘干部的烘缸是分若干个组来传动的。
各组之间的速度可以无级调节,以适应纸幅在烘干过程中的收缩。
在生产一般纸类的多缸造纸机上,常以若干个烘缸分上下排,各由一条干毯包绕组成二个干毯组,又将此两个干毯组结合成一个传动组,一个传动组内的全部烘缸只能同时改变车速。
因此,烘缸分组的多少是按纸页的收缩量确定的。
2.3干毯与干网:1干毯的作用及运行组件:为了便于引纸以使纸页与烘缸表面接触更紧密(以提高烘干效率和光滑度)而采用干毯。
如皋市粮食购销公司粮库新建工程施工组织设计编制单位:南通轩景建设工程有限公司编制人:周浩审核人:王磊磊编制日期:2016 年09 月22 日目录第一章编制说明 (5)第1节编制目的: (5)第2节编制依据: (5)第二章工程概况 (5)第1节工程概况 (5)第2节工程特点 (6)第三章本工程指导思想、预期目标和有利条件 (6)第1节指导思想 (6)第2节预期目标 (6)第3节承接本工程的有利条件 (6)第四章施工部署 (7)第1节组织机构 (7)第2节施工顺序 (7)第3节劳动力安排 (7)第4节主要施工机械、设备配备 (8)第五章施工准备 (7)第1节现场准备 (7)第2节材料准备 (7)第3节技术准备 (7)第六章施工进度计划 (8)第1节进度计划 (8)第2节控制点设置 (8)第3节确保工期的技术组织措施 (8)第七章施工总平面布置 (9)第八章主要分部分项工程施工方法 (9)第1节施工测量 (9)第2节土方及基础工程 (9)第3节钢筋混凝土结构工程 (10)第4节砖砌体工程 (12)第5节地面工程 (12)第6节装修工程 (13)第7节门窗工程 (14)第8节脚手架工程 (14)第9节屋面工程 (14)第10节钢结构工程 (15)第11节压型钢板屋面工程 (16)第九章质量保证措施 (18)第1节质量目标 (18)第2节技术规范 (18)第3节质量保证措施 (19)第十章安全生产、文明施工、环境保护 (20)第1节安全生产 (20)第2节现场文明施工 (21)第3节环境保护措施 (21)第十一章特殊季节施工 (22)第1节雨季施工 (22)第2节高温季节施工 (22)第十二章成品保护 (22)第1节成品保护的组织管理 (22)第2节成品保护技术措施 (23)附:项目部人员组成质量控制系统图安全控制系统图机械资源表劳动力资源需用表进度计划横道图现场平面布置示意图第一章、编制说明第一节、编制目的本施工组织设计是指导如皋粮食购销公司项目顺利施工的技术资料文件之一部分。
目录1.高速卫生纸机简介 (2)2.高速卫生纸机的组成 (2)3.干燥部的设计 (2)3.1干燥部简介 (2)3.1.1杨克烘缸 (2)3.1.2气罩 (2)3.2卫生纸干燥过程 (4)3.3干燥部控制流程 (4)4.仪表选型及测控点统计 (5)4.1仪表的选型 (5)4.1.1检测仪表的选择 (5)4.1.2执行器的选择 (6)4.2测控点的统计 (6)5. S7-300软件介绍和硬件组态 (7)5.1 S7-300软件介绍 (7)5.2 硬件组态 (7)5.2.1创建一个新项目 (8)5.2.2硬件组态程序 (10)5.2.3检查组态的正确性检查 (12)6.总结............................................. 错误!未定义书签。
参考文献. (14)1.高速卫生纸机简介高速卫生纸机就是我们说的自动化程度比较高的卫生纸机,人工的参与比较少,也就是说不需要几个人一起参与卫生纸的加工生产,只需要一个人进行原料纸的上纸和成品纸的整理,非常的简单。
卫生纸机按照自动化程度可以分为:全自动卫生纸复卷机、半自动卫生纸复卷机。
卫生纸机按照功能不同可以分为:卫生纸复卷机、卫生纸分切机。
高速卫生纸机分类:最佳成型器和新月成型器。
其中,最佳成型器结构简单,操作方便,性价比高。
新月成型器车速高,产能大,脱水快速,均匀纤维留着率高,纸品质量好。
现在市场上的造纸机比较有名的是BF-12高速卫生纸机和新月形高速卫生纸机。
2.高速卫生纸机的组成高速卫生纸机主要由流浆箱、网部、压榨部、干燥部以及卷纸系统组成。
3.干燥部的设计3.1干燥部简介卫生纸机的干燥部主要由杨克烘缸和密闭气罩两部分组成。
3.1.1杨克烘缸杨克缸缸盖,缸体由特殊的合金铸铁浇注而成,缸体壁厚达60mm.并且经过机加工使内圆和表面高度磨光。
为改善缸盖和缸体受力情况,在缸内两端盖中心处配置一内拉管,内拉管的中部有补偿环。
它可以根据装配时中心内拉管长度的实际尺寸来决定补偿环的薄厚尺寸。