钢结构的连接角焊缝
- 格式:ppt
- 大小:1.26 MB
- 文档页数:24
钢结构的焊缝连接在现代建筑和工业领域中,钢结构因其高强度、轻量化和施工便捷等优点而被广泛应用。
而钢结构的连接方式中,焊缝连接无疑是一种极为重要的手段。
焊缝连接,简单来说,就是通过焊接的方法将钢结构的各个部件牢固地连接在一起,形成一个稳定的整体。
这种连接方式能够实现高效的传力,确保结构的安全性和可靠性。
要理解焊缝连接,首先得了解焊缝的类型。
常见的焊缝有对接焊缝、角焊缝和塞焊缝等。
对接焊缝主要用于两个构件在同一平面上的拼接,能够承受较大的拉应力和压应力。
角焊缝则多用于两个构件相互垂直或成一定角度的连接,比如钢梁与钢柱的连接。
塞焊缝相对较少使用,通常在一些特殊的结构部位发挥作用。
在进行焊缝连接时,焊接工艺的选择至关重要。
不同的焊接工艺,如手工电弧焊、气体保护焊、埋弧焊等,各有其特点和适用范围。
手工电弧焊操作灵活,适用于各种位置的焊接,但效率相对较低。
气体保护焊由于有保护气体的存在,焊接质量较高,而且焊接速度较快。
埋弧焊则在大型钢结构的长焊缝焊接中表现出色,效率极高。
焊缝的质量直接关系到钢结构的整体性能和安全性。
焊缝中可能出现的缺陷包括气孔、夹渣、未焊透、裂纹等。
气孔是由于焊接过程中气体未能及时逸出而形成的小空洞;夹渣则是焊接熔渣残留在焊缝中;未焊透意味着焊缝根部没有完全熔合;而裂纹则是最为严重的缺陷之一,它会极大地削弱焊缝的强度和韧性。
为了确保焊缝质量,焊接前需要对焊件进行严格的清理,去除油污、铁锈等杂质。
焊接过程中,要控制好焊接参数,如电流、电压、焊接速度等。
焊接完成后,还需要进行无损检测,如超声波检测、射线检测等,及时发现并处理焊缝中的缺陷。
除了焊接工艺和质量控制,焊缝的设计也是不容忽视的环节。
焊缝的尺寸,包括焊缝的长度、宽度和厚度,需要根据所承受的荷载和结构的要求进行合理的计算和确定。
如果焊缝尺寸过小,可能无法承受设计荷载,导致结构失效;而焊缝尺寸过大,则会增加焊接成本,同时也可能导致焊接残余应力过大,影响结构的性能。
03 钢结构的连接—角焊缝第一份范本:钢结构的连接—角焊缝一、引言在钢结构中,连接是其中一个最重要的组成部份。
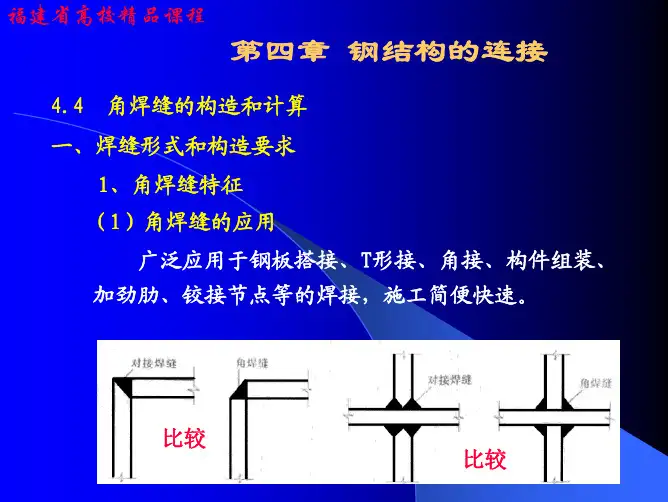
角焊缝作为常见的连接方式,它具有一定的特点和应用场景。
本文将详细介绍钢结构中角焊缝的定义、分类、设计要求以及实施方法等相关内容。
二、角焊缝的定义角焊缝是指通过焊接将两个或者多个钢构件连接在一起的连接方式。
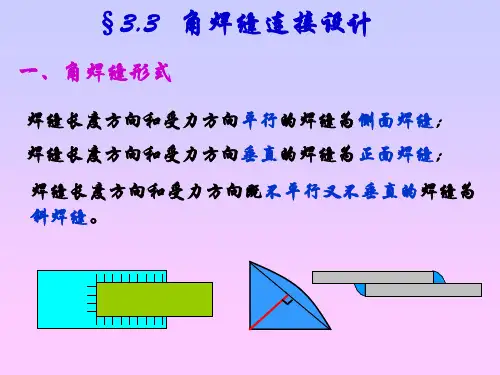
角焊缝可以分为直角焊缝、斜角焊缝和曲角焊缝三种形式。
三、角焊缝的分类1. 直角焊缝直角焊缝是指两个钢构件垂直交会处通过焊接形成的连接。
直角焊缝常见于角钢连接、板材拼接等情况。
2. 斜角焊缝斜角焊缝是指两个钢构件呈倾斜角度焊接形成的连接。
斜角焊缝常见于屋面结构、斜撑连接等。
3. 曲角焊缝曲角焊缝是指两个钢构件的焊缝线尾随构件的曲线走向进行焊接形成的连接。
曲角焊缝常见于圆形或者弧形结构的连接。
四、角焊缝的设计要求1. 焊缝尺寸:根据受力情况和焊接材料的规定,确定焊缝的尺寸和长度。
2. 焊接材料:选择合适的焊材,根据焊接工艺要求进行预热和焊接。
3. 焊接工艺:根据焊接材料和受力情况,选择适当的焊接工艺。
4. 焊缝准备:确保焊缝的准备工作完善,包括清洁焊接表面、严密焊接间隙等。
五、角焊缝的实施方法1. 准备工作:清洁焊接表面,将两个相连的钢构件准备好。
2. 焊接布置:确定焊接位置和方向,绘制焊缝布置图。
3. 焊接操作:按照焊接工艺要求进行焊接操作,包括预热、焊接、熔渣清除等。
4. 焊后处理:对焊接缺陷进行检查、校正和修补,进行复验,确保焊缝质量合格。
六、附件本文档涉及的附件详见附表1。
七、法律名词及注释1. 焊接工艺:指焊接过程中需要遵循的规范和规程。
2. 钢构件:指用钢材制作的构件,如钢梁、钢柱等。
第二份范本:钢结构的连接—角焊缝一、前言钢结构的连接技术在建造工程中起着至关重要的作用。
角焊缝作为一种常见的连接方式,具有自身的特点和广泛的应用。
本文将详细介绍角焊缝的定义、分类、设计要求以及实施方法等相关内容。
钢结构的焊缝连接在现代建筑和工业领域中,钢结构凭借其高强度、轻量化和施工便捷等优点,得到了广泛的应用。
而焊缝连接作为钢结构中一种重要的连接方式,对于保证钢结构的整体性能和安全性起着至关重要的作用。
焊缝连接,简单来说,就是通过焊接工艺将两个或多个钢结构部件连接在一起,形成一个整体。
这种连接方式能够有效地传递荷载和应力,使钢结构具有良好的稳定性和承载能力。
要实现可靠的焊缝连接,首先需要选择合适的焊接方法。
常见的焊接方法包括手工电弧焊、气体保护焊、埋弧焊等。
手工电弧焊是一种较为传统的焊接方法,操作简单,但效率相对较低,适用于一些小型和不太复杂的钢结构焊接。
气体保护焊则利用气体来保护焊接区域,防止氧化,焊接质量较高,且效率也不错,在钢结构中应用广泛。
埋弧焊通常用于大型钢结构的焊接,其焊接速度快,焊缝质量稳定。
在进行焊缝连接之前,还需要对钢结构部件的连接面进行预处理。
这包括清除表面的油污、铁锈、氧化皮等杂质,以确保焊接质量。
如果连接面不清洁,会在焊接过程中产生气孔、夹渣等缺陷,严重影响焊缝的强度和密封性。
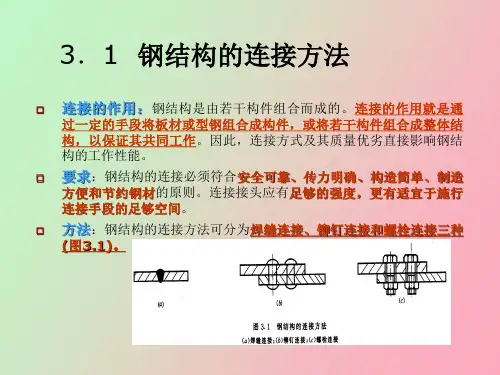
焊缝的形式也是多种多样的,常见的有对接焊缝、角焊缝和T 型焊缝等。
对接焊缝主要用于两个部件在同一平面上的连接,能够承受较大的拉应力和压应力。
角焊缝则常用于两个部件相互垂直的连接,如钢梁与钢柱的连接。
T 型焊缝则是在 T 型接头处进行的焊接。
焊缝的尺寸和形状对于连接的强度和质量有着重要的影响。
焊缝的尺寸包括焊缝的宽度、高度和长度等。
一般来说,焊缝的尺寸需要根据钢结构所承受的荷载、部件的厚度等因素来确定。
如果焊缝尺寸过小,可能无法承受设计荷载,导致焊缝开裂;而焊缝尺寸过大,则会增加焊接成本,并且可能会引起较大的焊接变形。
焊接过程中的工艺参数,如焊接电流、电压、焊接速度等,也需要严格控制。
焊接电流过大,容易导致焊缝烧穿或产生过大的焊接变形;焊接电流过小,则会造成焊缝未焊透或夹渣等缺陷。
焊接电压和焊接速度也需要与焊接电流相匹配,以保证焊缝的质量。
《钢结构设计标准》角焊缝的焊脚尺寸最大要求【钢结构设计标准】角焊缝的焊脚尺寸最大要求作为钢结构设计的重要组成部分,焊接是连接构件的主要方式之一。
在钢结构设计标准中,角焊缝的焊脚尺寸是一个非常重要的参数,它在保证焊接质量和连接强度方面起着至关重要的作用。
本文将围绕钢结构设计标准中角焊缝的焊脚尺寸最大要求展开深入探讨,并分析其在实际工程中的应用。
一、角焊缝的焊脚尺寸概述1.1 什么是角焊缝?角焊缝是指通过对连接构件的边缘进行角焊形成的连接方式,其焊件在连接构件的两个表面上均有焊脚。
在钢结构中,角焊缝通常用于连接构件的T形槽钢、工字钢、角钢等。
1.2 焊脚尺寸的定义焊脚尺寸是指角焊缝焊接时,焊接接头与焊件表面之间的距离,也就是焊缝的宽度。
在钢结构设计标准中,焊脚尺寸通常有最大要求,即在保证焊接质量的前提下,焊脚尺寸应满足一定的规定。
1.3 角焊缝的焊脚尺寸最大要求在实际工程设计中,角焊缝的焊脚尺寸最大要求是非常关键的一个参数。
它能够保证焊接质量和连接强度,同时也能够避免焊接过多的焊料浪费,从而提高焊接效率。
在钢结构设计标准中,角焊缝的焊脚尺寸最大要求是根据实际情况和工程需求来确定的。
二、角焊缝的焊脚尺寸最大要求的具体规定2.1 钢结构设计标准中的规定根据《钢结构设计规范》,角焊缝的焊脚尺寸最大要求有明确的规定。
在一般情况下,角焊缝的焊脚尺寸不宜大于构件厚度的7/8;当受力情况较为复杂或重要结构部位时,焊脚尺寸不宜大于构件厚度的3/4。
2.2 规定背后的理念这样的规定并不是随意制定的,背后有着严谨的设计理念和实际的工程考量。
焊脚尺寸的最大要求能够保证角焊缝的连接强度,不至于由于焊脚尺寸过大而导致焊接质量下降。
焊脚尺寸的最大要求也可以避免因焊料过多而造成的浪费,从而降低工程成本。
2.3 实际工程中的应用在实际工程中,设计人员需要根据特定的工程情况和使用要求,合理选择角焊缝的焊脚尺寸。
通常情况下,在一般结构部位,可以按照《钢结构设计规范》中的规定进行设计;而在受力复杂或重要结构部位,则需要根据具体情况进行综合考虑,选择合适的焊脚尺寸。
钢结构在现代建筑中得到了广泛的应用,其焊接质量直接影响着建筑的安全性和稳定性。
对于钢结构的焊缝位置、要求和质量检测是非常重要的,下面我们将对钢结构常见的焊缝位置、要求和质量检测进行一表总览。
一、焊缝位置1. 对接焊缝对接焊缝是连接两个零件的焊缝,通常用于连接角钢、工字钢等处。
2. 气焊角焊缝气焊角焊缝一般用于连接角钢、T型钢等处,焊接时应保证焊缝的坡口形状和角度。
3. 焊角焊缝焊角焊缝常见于连接板式构件的角部,焊接时应保证角焊缝的质量和坡口的准确度。
4. 焊角背角焊缝焊接角背角焊缝时需要保持坡口的清洁,焊接质量应符合相关标准要求。
5. 焊角直角焊缝焊角直角焊缝一般用于连接板式构件的直角处,焊缝应呈现出一定的直角度,焊接质量要符合标准要求。
二、焊缝要求1. 焊接材料焊接材料应符合设计要求,应具有良好的可焊性和适当的强度,焊接过程中应注意对焊料的预热和保温。
2. 焊接设备焊接设备应保持良好状态,焊工应具备相关的资质和技能,焊接工艺应符合相关标准要求。
3. 焊接质量焊接质量应符合相关的标准和规范,焊缝应牢固、均匀、无裂纹、气孔和夹渣等缺陷,焊接后应进行相关质量检测。
4. 焊接工艺焊接工艺应合理选择,焊接参数应正确设置,焊接通道应合理布置,焊接过程应采取适当的防护措施。
三、焊缝质量检测1. 外观检查外观检查是焊缝质量检测的基本环节,检测焊缝的表面平整度、电弧气溶胶喷洒情况、未焊通的情况等。
2. 尺寸检测尺寸检测是对焊缝连接部位的尺寸进行精确测量,包括焊缝的厚度、宽度、高度等。
3. 探伤检测探伤检测是利用超声波、X射线等技术对焊缝进行隐裂、夹渣等缺陷的检测,确保焊缝的质量和可靠性。
4. 强度检测强度检测是对焊接部位进行抗拉、抗压等强度性能检测,确保焊接部位的强度符合设计要求。
通过以上一表总览,我们对钢结构常见的焊缝位置、要求和质量检测有了更加清晰的了解。
只有严格按照要求对焊缝进行质量检测和要求,才能保证钢结构的安全性和稳定性,为保障建筑工程的质量和安全提供了有力的保障。