花边种类及其主要产地
- 格式:doc
- 大小:917.50 KB
- 文档页数:5
花边的种类划分及各花边的生产工艺花边的种类划分及各花边的生产工艺,花边刺绣是一种常见的时尚辅料元素,通常是以棉线、麻线、丝线或各种织物为原料,经过绣制或编织而成的装饰性镂空制品。
花边分为机织、针织、刺绣、编织等四类。
丝纱交织的花边,在我国少数民族中使用较多,所以又称民族花边。
纹样多采用吉祥图案。
机织花边质地紧密,花型富有立体感,色彩丰富。
针织花边组织稀松,有明显的孔眼,外观轻盈、优雅。
刺绣花边色彩种数不受限制,可制作复杂图案。
编织花边由花边机制成,也有用手工编织的。
花边的种类有很多,一般有棒槌花边、青州府花边、雕平绣、梭子花边、即墨镶边、手拿花边、百代丽花边、刺绣花边、编结花边、机织花边。
青州府花边分为满工花边和镶拼花边两种。
满工花边以精棉线为原料,用平织、隔织、稀织、密织手法编结成各种花式,整体具有透雕艺术效果。
镶拼花边是以编织花边为主体,配镶麻布绣花而成。
产品有盘垫、小镶件和台布、床罩花边工艺伞等。
现在应用最广泛的就是机制花边,机制花边按工艺可分为机织、针织、刺绣、编织等4类:1.机织花边:由提花机构控制经线与纬线交织而成。
常用原料有棉线、金银线、人造丝线、涤纶丝线等。
织机可以同时织成多条花边,或者织成独幅后再分条。
花边宽度为3~170mm。
花边底纹组织有平纹、斜纹、缎纹、蜂巢纹、小花纹等。
机织花边质地紧密,花形有立体感,色彩丰富。
2.针织花边:1955年,欧美国家开始在多梳栉经编机上生产针织花边。
原料大多为锦纶丝、涤纶丝等,所以又称针织尼龙花边。
针织花边组织稀松,有明显孔眼,外形轻盈、美观。
3.刺绣花边:首创于瑞士和联邦德国。
它是通过纹板控制刺绣机上下左右移动,并经过机针和梭子的自动交换,使面线与底线连结形成花纹。
目前刺绣花边分为机绣花边与手绣花边两种。
绣花机为自动梭式,织制时由提花机构控制花纹图案,下机后,经处理开条即成。
坯料可以是各种织物,以薄型为主。
机绣花边做工精细,花形凸出,立体感强。
16种蕾丝花边的分类及特点整理一、若以手工或机械加工来粗暴区分,只有两类了,手工蕾丝与机械蕾丝。
但目前大部分的手工蕾丝早在英国工业革命起已势微消亡,被机械化编织所模仿和取代。
下面介绍的花边因其制作方法、编织机名称不同而区分。
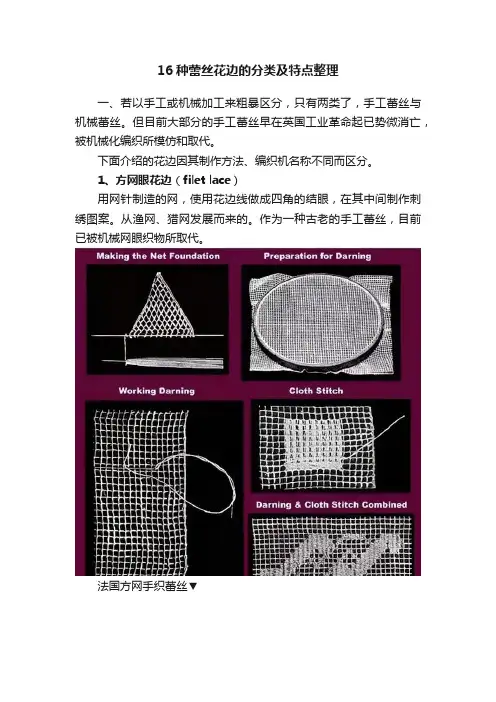
1、方网眼花边(filet lace)用网针制造的网,使用花边线做成四角的结眼,在其中间制作刺绣图案。
从渔网、猎网发展而来的。
作为一种古老的手工蕾丝,目前已被机械网眼织物所取代。
法国方网手织蕾丝▼2、六角网眼花边(tulle lace)法国TULLE市制造的网眼蕾丝,后来转变为机械纺织花边。
3、网眼织物(net、mesh)用棉、丝、粘胶纤维、锦纶等材料制作,具有均匀网眼的花边状纺织物。
或者网眼如同龟甲般分割成六角形,也叫作龟甲织物,或拉舍尔网眼面点、大丸网眼面点等。
4、钩编蕾丝(crochet lace)用钩针钩出透孔图案的蕾丝。
比较出名的如爱尔兰手工钩编蕾丝。
爱尔兰钩编蕾丝▼5、打结蕾丝(knotted lace)手工将纱线或编带打结做成透孔图案蕾丝的总称。
用作布边、线绳、打结编带开始之前线穗的处理,或者从渔网、猎网发展而来,并成为梭结花边的母体。
目前比较流行的流苏蕾丝即是一种打结花边。
6、绣花网眼蕾丝(darned netting)在四角粗网眼的粗麻线地网织物上,大胆构成透孔图案的手工梭结花边。
7、棱结蕾丝(bobbin lace)一种古老的手工窄幅蕾丝,在枕台上加载图案后,边钉上钉子,边将绕在棱子上的纱线通过“卷绕”、“传接”两个操作反复组合结成蕾丝。
上世纪初棱结蕾丝茶会礼服▼8、透孔刺绣(open work)通过抽拔,或牵拉,或切割基布的纱线而形成孔洞的刺绣法的总称。
后面的抽绣、雕绣应都属于透孔绣蕾丝的一种。
9、抽绣(drawn work)抽拔基布的部分经纱或纬纱后编织剩余纱线制作出的透孔图案。
10、雕绣(cut work)如图,挖去刺绣布的一部分来制作透孔图案的技法。
花边产品花边是指有各花纹图案作装饰用的带状织物,用做各种服装、窗帘、台布、床罩、枕套等的嵌条或镶边。
花边发源于意大利,起初用手工编织,19世纪得到发展。
花边分编织、刺绣、针织(经编)、机织。
A:编织花边胚布色/本白常规漂白又称线边花边。
主要以全棉漂白、色纱为经纱原料,纬纱以棉纱、人造丝、金银线为主要原料。
现主要用日产圆盘机生产。
线越细,产量越低。
因密度不同,缩水率也不同,一般缩水率15%-20%。
客户给的样品要打完样才可报出货期及准确价格。
一般打样十天----十二天。
棉线花边做色是先染纱再织,所以客户必须先确认,确认时间为15天。
因为产量低,所以货期比较长,旺季一般为45天左右,淡季为25天左右。
起订量为5000米/每色,本白及漂白为3000米B:刺绣花边分机绣和手绣两种。
高档花边是用手绣在织物上,图案逼真、复杂,但用量少;大量应用的是机绣水溶花边。
刺绣花边起订量为3000朵/3000米。
刺绣花边分为:棉布刺绣:棉布刺绣材质为100%,而TC布刺绣为棉+其它材质涤纶、尼龙等)网布刺绣水溶刺绣TC布刺绣水溶花边是刺绣花边中的一大类,刺绣花边正反面效果一样。
水溶花边起源于德国,由于工艺先进,成本较低,是目前国内较为流行的花边。
C:经编(针织)花边针织花边由经编机制作,故称经编花边。
大多以锦纶丝、涤纶丝、人造丝为原料。
1、蕾丝花边以锦纶、氨纶(美国杜邦公司的莱卡)为原料,产品比较薄。
主要用于纹胸等。
起订量为1万米,起染量为每色5千米,货期一般20-30天2、尼龙花边以尼龙为原料。
因过浆后感觉比较硬,所以主要用在婚纱上。
尼龙花边开机两比较大,一般起订10万米。
D:机织花边由提花机构控制经线与纬线交织而成。
可以多条同时织制或独幅织制后再分条。
机织花边的原料有棉线、蚕丝、金银线、人造丝等。
机织花边质地紧密,立体感强,富有艺术感。
在少数民族服饰中广泛应用。
纺织辅料花边种类及详细特点介绍[2010-01-18] 来源:慧聪纺织网资源搜索社区讨论我要投稿花边既是服装的完美点缀,也可以用于窗帘,床品等家纺品,用途广泛。
花边的历史非常久远,很早以前就用于服装的装饰,到近代它已经演变成一门艺术。
它已不仅仅是一个简单的装饰辅料,而早已与服装整体设计融为一体了。
花边的种类多种多样,但是大致可以分为以下几种: 1.刺绣花边刺绣即绣花。
它是在很长的历史时期里由世界各国的手工艺逐渐发展起来的,刺绣花边可分为机绣花边和手绣花边两类,机绣花边是在手绣花边的基础上发展起来的大生产花边品种。
在各民族中都有很独特的配色和图案纹样。
中国的刺绣艺术历史悠久,在民族传统手工艺中占有重要的地位。
手绣花边是我国传统手工工艺,生产效率低,绣纹常易产生不均现象,绣品之间也会参差不齐。
但是,对于花纹过于复杂、彩色较多,花回较长的花边乃非手工莫属,而手绣花边比机绣更富于立体感。
在我国,手绣工艺具有悠久的历史,除了家喻户晓的中国四大名绣苏绣、湘绣、蜀绣、粤绣,还有汉绣、鲁绣、发绣、绒绣、秦绣、黎绣、沈绣,以及少数民族刺绣等卓越的技艺。
关于刺绣我们在后面的章节中还会介绍,这里主要讲的是刺绣花边。
机绣花边采用自动绣花机绣制,即在提花机构控制下在坯布上获得条形花纹图案,生产效率高。
各种原料的织物均可作为机绣坯布,但以薄型织物居多,尤以棉和人造棉织物效果最好。
有小机绣与大机绣两类,并以大机刺绣最为常见。
大机绣花边有效绣花长度为13.7米(15码),在13.5米长的面料上绣花,可制成满幅绣花或裁成花边条。
根据不同要求可以采用不同的绣花底布,从而制造出不同的花边种类,如水溶花边、网布花边、纯棉花边、涤棉花边及各类薄纱条子花边等。
花型可根据需要随意调整。
2bw.Megx机绣水溶花边是刺绣花边中的一大类,它以水溶性非织造布为底布,用粘胶长丝作绣花线,通过电脑刺绣机锈在底布上,再经热水处理使水溶性非织造底布溶化,留下有立体感的花边。
服裝輔料知識:花邊的種類发布时间: 2008-7-2 8:39:38 浏览次数 347服裝輔料知識:花邊的種類列韋斯花邊(Leavers):國內又稱里巴花邊,生產工藝最古老。
列韋斯花邊的製造商全世界屈指可數。
列韋斯花邊是經典和高貴的代表,是真正的加萊花邊。
列韋斯花邊數百年前用手工操作器械生產;之後,由部分機器模仿手工操作程序替代。
花邊的生產過程與布料織造相類似,由16000根紗線同時工作。
花型的每個細節由二個花板控制獲得,就像鋼琴奏樂的原理一樣。
列韋斯花邊生產要求工人具有很高的技術素質和經驗。
參加生產的人數約比生產拉歇爾花邊的人數多5倍。
織造列維斯花邊的準備工作非常繁瑣和重要,需要很高的專門知識和技巧,如紗線張力的一致性和連貫性。
列韋斯花邊的特點: *花型設計過程繁瑣,150-200對花板構成一組花型。
*花型圖案精細、清晰、立體感強*花邊邊緣清晰*與拉歇爾花邊相比,具有更好的柔軟性拉歇爾花邊(Rachel):拉歇爾(Rachel)和特里科(Tricot)是兩種經編針織工藝。
19世紀,有一種經編圍巾以法國著名女演員"Rachel"的名字來命名,至此,Rachel一直沿用至今。
拉歇爾花邊是由拉歇爾多梳櫛經編機生產的,最多擁有78梳櫛,梳櫛越多,花型設計的空間就越大。
拉歇爾花邊又分傳統拉歇爾花邊(Rachel)、針織電子賈卡拉歇爾花邊(Jacquardtronic)、針織電子壓紗拉歇爾花邊(Textronic)。
傳統拉歇爾花邊(Rachel):傳統拉歇爾花邊織造設備是機械控制的,它的花型是靠鍊板的運動而獲得的,更換花型要重新排列鏈塊,相當複雜耗時,因此這種花邊的起訂量較電子拉歇爾花邊大。
國內簡稱的拉歇爾花邊是指機械控制的傳統拉歇爾花邊不包括針織電子賈卡拉歇爾花邊和針織電子壓紗拉歇爾花邊。
生產傳統拉歇爾花邊的機型有MRSS32(32梳)、MRGSF31/16(32梳,壓紗板前16梳)等。
刺绣培训教材目录1.刺绣行业简介2.设计常见名词针法的表示和运用不同的材料搭配不同的设计3.制版的类型4.原材料知识及质量控制原材料知识原材料的质量控制5.疵点的定义及形成1 刺绣行业的简介提到刺绣,总是会提到瑞士和奥地利的刺绣,实际上,这两个国家是历史上欧洲最大的刺绣供应商。
意大利在2001和2002年经历了曾长,在那里,时间是夸张的效果,色彩绚丽的图案,巨大的花朵和厚重的刺绣细节,这是意大利刺绣所独有的,但今天,时尚是轻盈细致的效果,意大利光辉不在。
欧洲刺绣领先品牌:Union, Bischoff, Forster Rohner, Eisenhut, Rau&Co.在亚洲,日本刺绣一直保持她的日本风格,并且一直对刺绣花边制作的内衣情有独钟,中国内衣刺绣行业的兴旺也只是这几年才开始的。
日本刺绣领先品牌:中越,平冈,龙王。
中国的刺绣是后起之秀,最早是台湾人来中国投资,接着是香港人,然后是本土人崛起,在中国,多数的刺绣厂是以家居装饰品,外衣饰物,辅以内衣饰物作为生产的主要产品。
刺绣花边是最能够体现时尚的设计,因此内衣时尚的兴起使得内衣品牌厂家对刺绣花边爱不释手。
2.设计常见名词寸数/花高/Repeat:任何一个刺绣设计稿都有其循环的宽度,一般的厂家称之为寸数,表示为4/4,8/4,12/4。
分别代表循环宽度为1法寸(),2法寸(),3法寸()。
1法寸是指飞梭刺绣机相邻之间设定距离,通常在一般刺绣花边厂家内部沟通,他们直接将“法寸”叫成“寸”。
在我们的检验标准中会提到“花高(Height)”,花高即寸数方向上相邻循环之间的距离。
标准的花高即其寸数。
网布花/水溶花:刺绣在网布上的花叫作网布花;刺绣时不使用网布,只使用水溶纸,成品只有纱线的缕空花型叫水溶花。
网布花通常都需要裁边,将不属于正常花边范围内的网布裁去。
波边/Edge:设计稿的边缘部分,用于裁边的位置称之为波边。
通常波边需要设计成三角针(打板的一种针法)才有利于裁边,如果是单线结构将无法裁边。
书山有路勤为径;学海无涯苦作舟棒槌花边介绍花边知识棒槌花边是指以木制小棒槌为绕线工具,将棉线、麻线等手工编织成的花边。
又称绕线管花边。
棒槌花边具有工艺巧妙,编工细致,玲珑剔透,花样新颖大方等特点。
成品有镶拼台布及各种规格的盘垫、套等家庭陈设用品。
棒槌花边的生产在山东烟台地区沿海一带很普遍。
其中最工精细致的数栖霞勾勾花边,花纹细密。
牟平、蓬莱等地生产的一种叫棒槌小花边,主要用于装饰手帕、服装、枕套、被单、窗帘等。
有的叫花边件货,是一种室内器具上的装饰品,如各种圆垫、盘布等。
其中以蝴蝶图案编结的花边深受国内外欢迎(俗称“蛾”)。
有风行全球之誉。
其主要工种有单茧、双茧、批布、密布等。
工具:棒槌、垫子、大头针、绕线机、格子纸、半透明粘纸用线:缝纫用的线,绣花线(可拆股),DMC钩针用线等棒槌花边图片棒槌花边的历史棒槌花边原是欧洲传统的手工花边。
它是由编结工艺发展而来的。
古代,欧洲民间曾以鱼骨为别针,扎在垫子上,然后以羊脚骨为绕线管,所制成的花边称为骨花边(bone lace),后来又称绕线管花边。
16世纪,欧洲绕线管花边有所发展。
17世纪,比利时布鲁塞尔是绕线管花边生产中心。
意大利热那亚的绕线管花边也较着名。
18世纪,绕线管花边几乎遍及欧洲,品种大多为内衣或手帕、衣袖的镶边等。
19世纪末,欧洲绕线管花边工艺传入中国山东省。
清光绪二十一年(1895),烟台妇女开始学习用绕线管制作花边。
由于绕线管在当地俗称棒槌,所以在中国便称为棒槌花边。
20世纪以来,棒槌花边在欧美各国已衰落,而在中国都有所发展,主要集中于山东烟台和潍坊地区。
专注下一代成长,为了孩子。
花边行业的第一市场是在广州的中大市场,第二市场在浙江的义乌国际商贸城,生产花边的厂家广东和浙江有一部分,但花边行业最大的生产基地是在福建长乐的,,这边生产花边的厂家至少有几百家,我司是生产中高档蕾丝花边面料的厂家,经常和长乐这边几家大的专业染厂合作,目前长乐这边都是用大缸机染的,一般最低起染量要达到30公斤才可以开染,但是要加300-500元的补缸费用,一般工厂60公斤普通染色是不需要加染费的,机染出来的花边品质相对土染稳定些,但是因为有时候量少,很多客人也自己拿去土染,但是有些材质的花边土染和机染出来的颜色完全是不同的,上次有个客人因为时间的问题,把他自己土染的色样让我们直接按那个走,也没有进行打样,也没告诉我们他的样品是土染的,后来机染出来颜色相差很大,弄的两边都不知道怎么解决好.染色这块特别是带有光丝,金银丝,色纱,或者一些其他材料的染色的时候要特别小心,不染颜色这块确实是会很难控制.所以客人在选定好某款花边的时候对材质这些应该和厂家沟通下,一般专业的厂家销售人员是会提醒客人的,象我司在染色前会让客人填写一份染整确认单,让客人把全部的染色要求写上去,然后我们把染色要求拿给染厂看,让染厂确认他们是否能操作,或者说客人的有些特殊的染色要求要加多少费用都要前期核算给客人,其实染色这块一般的厂家是不赚客人钱的,只是把染厂需要的费用加在单价里报给客人.其实在色牢度3.5级以下都是很好控制的,4级的色牢度可以做,但是不稳定,4级以上的色牢度其实对颜色的控制是有难度的,不过这也要看是什么花型什么品质的花边,不同的花边对染色工艺要求也是不同的.到时候大家最好把要求都告诉厂家,让厂家给您个答复,专业的厂家是不会忽悠客人的,毕竟到时候颜色出问题大家都很麻烦!一般我们这行操作都是客人先把色样寄过来,我们打色卡给客人确认,客人如果不满意,我们继续打色,如果满意那从几种颜色中选择一种告诉厂里,并交30%左右的定金就可以开染了,染好后厂里会提供成品给客人确认,客人确认好后就直接裁边包装,如果对颜色不满意,那么让厂里继续修改颜色,一般的染色时间是这么计算的:打色卡5天+确认色卡N天+大货染色5天+大货样确认N天+准备发货3天.一般按这个时间走就不存在太多的问题了,厂家也不会为了赶货到时候在颜色的控制上会差些,有时候最好能给厂家足够的时间去操作,以避免不必要的一些事情发生.下面附一张染厂的染色费用如何计算的表格,大家以后如果染色自己核算下费用,也可以清楚哪些标准下可以操作:现对各加工产品之染整费作如下规定:1. 氨纶弹力网布、弹力布(克重150克以上) 、氨纶弹力花、面料按如下标准收费:本白: 4700元/吨特白、标粉: 5200元/吨标黑: 7500元/吨浅色、粉红: 8000元/吨中、黑色: 11000元/吨深色: 13000元/吨浅双色: 17000元/吨深双色: 20000元/吨浅三色: 20000元/吨深三色: 25000元/吨另注: 如果以上产品染整加工费每缸未达到如下染费标准的, 均按以下标准收费, 超过的则按实际染费计收:浅色、中(标) 黑色: 500元/缸深色: 650元/缸浅双色: 850元/缸深双色: 1000元/缸浅三色: 1000元/缸深三色: 1250元/缸2. 氨纶弹力网布、弹力布(克重150克以下) 染费按如下标准收费:本白: 8500元/吨浅色: 10000元/吨中色: 13000元/吨深色: 15000元/吨黑色: 14500元/吨另注: 如果以上产品染整加工费每缸未达到如下染费标准的, 均按以下标准收费, 超过的则按实际染费计收:本白、浅色: 500元/缸中、深色: 650元/缸黑色: 650元/缸3. 需前定(预定型) 加工的布种, 另收加工费1500元/吨.4. 需前处理加工的布种, 另收加工费1000元/吨.5. 有要求"抗黄变" 达3级的订单, 每吨布另多追加染费3000元/吨. 达3.5 级的加5000元/吨.6. 需包装打卷的布种, 则包装费为2元/卷(限每卷100码以下), 自带纸管1.2元/卷.7. 需加助剂后整理的布料, 则按如下标准计收:柔软剂: 500元/1% 树脂: 700元/1% 平滑剂: 500元/1%白糊: 500元/1% 抗静电剂: 1000元/1%8. 色牢度要求达到3级的. 则按染费另加1500元/吨, 中、深色达4级另加2500元/吨.9. 牢度项目要求不明确的默认为水洗(皂洗) 牢度, 牢度项目要求存在2~3 级的, 染费在原牢度基础上增加2000元/吨, 牢度项目要求存在4级以上的, 染费在原牢度基础上增加4 000元/吨.10. 有弹独要求PH值= (5~8) 范围的在原标准上增加1000元/吨的收费. 有甲醛要求小于20 PPM 的在原标准上增加500元/吨收费.11. 无弹锦纶花边、面料、网布按如下染费收费:本白(白色) : 4500元/吨浅色: 6000元/吨中色: 7500元/吨深色: 8000元/吨黑色: 8500元?吨另注: 如果以上产品染整加工费每缸未达到如下染费标准的, 均按以下标准收费, 超过的则按实际染费计收:本白(白色) : 300元/缸浅中色: 400元/缸深黑色: 500元/缸12. 大提花(涤纶) 按如下标准收费:特白: 4500元/吨13. 单定: 4000元/吨, 热熔: 4500元/吨.14. 生产小试样的按如下收费: 染任意色(包括本白、标白、标黑) 250元/次. 单定200元/次. 重量限定在5kg 以下. 有色号的杂色300元/缸, 限2kg 以下.从实际出发,将理论知识和生产实践相结合,从花边常用原料出发,总结了以不同原料生产的花边,概括了其染色方法、染色条件及其各个工序的注意要点,通过以实际生产花边为例来阐述整个生产流程及实际生产中应注意的事项,对企业生产优质和高档次花边具有重要的指导意义。
大班美术:美丽的花边简介花边是一种用于装饰织物的边缘设计,通常是由花朵、叶子、几何图形等纹样组成的。
在大班美术课上,介绍了花边的基本知识和制作方法。
基础知识花边的分类花边主要分为两大类:1.机制花边:该类花边是通过机器织造而成的。
机制花边主要用于商业制造,并且质量稳定,价格较为实惠。
2.手工花边:该类花边是由手工编织而成的。
手工花边有高度的审美价值,制作周期长,价格昂贵。
花边的元素花边的元素包括:颜色、线条、图形和材质。
其中,颜色是最重要的元素之一,因为颜色直接影响花边的气氛和整体效果。
线条、图形和材质则决定了花边的质感和造型。
制作方法纸板制作材料准备:•厚纸板•铅笔•支票簿卡片或者其他形状的模板•削尖的剪刀•长尾针制作步骤:1.使用支票簿卡片或其他模板,将花边的形状轻轻地画在纸板上。
2.使用削尖的剪刀,剪下纸板上的图形。
3.使用铅笔和长尾针,将花边的每个线条轻轻地描绘在纸板上,并在花边上钉上大头针。
4.用手或锤子将纸板缓慢地击打,直到花边完全成形。
手工钩织材料准备:•钩针•带有图案线的线团•剪刀制作步骤:1.从线团中抽出需要的长度,并将其系在钩针上。
2.找到花边的起点,用钩针将线从下一个点穿过去。
3.将线团拉过第一个钩针并带回到第二个钩针。
重复此步骤,直到整个花边完成。
花边的运用花边可以应用于服装、窗帘、床单等纺织品的装饰上。
花边还可以用于手工DIY,如制作袋子、婚纱、圣诞袜和帽子等。
结论花边作为一种重要的装饰元素,在纺织品制造和手工DIY领域发挥着不可替代的作用,同时也成为了大班美术课上备受青睐的内容。
希望大家可以在实践中掌握花边的制作方法,并在此基础上创造出更多美丽的作品!。
花边面料常识2012年2月23日阅读: 473 【大中小】【打印】花边的种类很多,如蕾丝花边、经编花边、弹力花边、无弹花边、加骨花边、刺绣花边、水溶花边等,按照花边的面料可分如下:1.棉型织物是指以棉纱线或棉与棉型化纤混纺纱线织成的织品。
其透气性好,吸湿性好,穿着舒适,是实用性强的大众化面料。
可分为纯棉制品、棉的混纺两大类。
这款很受消费者的喜爱。
2.丝型织物是纺织品中的高档品种。
主要指由桑蚕丝、柞蚕丝、人造丝、合成纤维长丝为主要原料的织品。
它具有薄轻、柔软、滑爽、高雅、华丽、舒适的优点。
这种面料显得高贵。
3毛型织物是以羊毛、兔毛、骆驼毛、毛型化纤为主要原料制成的织品,一般以羊毛为住,它是一年四季的高档服装面料,具有弹性好、抗皱、挺括、耐穿耐磨、保暖性强、舒适美观、色泽纯正等优点,深受消费者的欢迎。
用于制作毛衣。
4麻型织物由麻纤维纺织而成的纯麻织物及麻与其它纤维混纺或交织的织物统称为麻型织物。
麻型织物的共同特点是质地坚硬韧、粗犷硬挺、凉爽舒适、吸湿性好,是理想的夏季服装面料,麻型织物可分为纯纺和混纺两类。
5.纯化纤织物化纤面料以其牢度大、弹性好、挺括、耐磨耐洗、易保管收藏而受到人们的喜爱。
纯化纤织物是由纯化学纤维纺织而成的面料。
其特性由其化学纤维本身的特性来决定。
化学纤维可根据不同的需要,加工成一定的长度,并按不同的工艺织成仿丝、仿棉、仿麻、弹力仿毛、中长仿毛等织物。
其它面料1、针织面料是由一根或若干根纱线连续地沿着纬向或经向弯曲成圈,并相互串套而成的。
2、皮革各种经过鞣制加工的动物皮。
鞣制的目的是为了防止皮变质。
3、裘皮带有毛的皮革,一般用于冬季防寒靴、鞋的鞋里或鞋口装饰。
4、新型面料及特种面料蜡染、扎染、太空棉等。
分类花边按工艺技法分为针绣花边、棒槌花边、编织花边、混合花边和机制花边5类。
①针绣花边:以绣花针引线绣成的花边。
根据针法又分为万缕丝、雕绣花边、抽纱花边、彩平绣花边等品种。
彩平绣花边是以彩色丝线为原料,运用中国传统刺绣针法在底布上绣制五彩图案,又融合补花、挑花以及花边中的勒、扭、缠、锁等技法而制成的花边。
花边种类及其主要产地
花边历史久远,运用日趋广泛。
特介绍下花边种类及其主要产地。
一、编织花边
编制花边由于花型清晰整洁、花型变换方便、生产批量没有太多的限制,因此在服装中有广泛的应用。
如图2-37所示
图2-37 纯棉花边
早期的纯棉花边大多是手工制造的产品,如梭子花边,棒槌花边等。
这里我们所指的纯棉编织花边是指使用纯棉圆盘编织机编织的花边。
纯棉花边编织机如图2-39所示。
图2-39花边编织机
纯棉编织机又叫圆盘机,目前主要有64、96与128锭三种机型。
以纯棉为主要原料,当然也可采用涤纶、金银线、棉绒等其他材料。
国内知名纯棉花边产地主要集中在山东和浙江地区。
著名品牌有:“精彩四季花边”。
公司网址:
二、钩编花边
我们把采用钩编机(crochet machine)生产的花边叫做钩编花边,这种机械常用来编织花边带、流苏带、松紧带等狭幅经编针织物。
钩编花边与钩编花边机械如图2-40,2-41所示。
图2-40钩编机与钩编花边带
图2-41 流苏与特种钩编机
国内知名钩编花边产地只要集中在温州平阳地区。
三、经编花边
经编花边由经编机编织而成,它是针织花边的一个重要门类。
采用33.3—77.8dtex(30—70旦)的锦纶丝、涤纶丝、粘胶人造丝为原料,俗称经编尼龙花边。
其制作过程是舌针使用经线成圈,导纱梳栉控制花经编织图案,经过定形加工处理开条即成花边。
底组织一般采用六角网眼,独幅编织。
坯布经漂白、定形后分条,分条宽度一般在
10mm以上。
也可色织成各种彩条彩格,花边上无花纹图案。
这种花边的特点是质地稀疏、轻薄,网状透明,色泽柔和,但多洗易变形。
根据是否使用氨纶弹力纤维又有经编弹力花边与经编无弹花边之分。
如图2-42,2-43所示。
同时,在锦纶中加入部分人造丝以后,通过染色加工(双染)可以获得多彩色的花边效果。
图2-42 经编弹力花边
图2-43经编无弹花边
国内知名经编花边产地只要集中在福建长乐地区。
四、刺绣花边
刺绣即绣花。
我这里所讲的主要是机绣花边。
机绣花边采用自动绣花机绣制,即在提花机构控制下在坯布上获得条形花纹图案,生产效率高。
各种原料的织物均可作为机绣坯布,但以薄型织物居多,尤以棉和人造棉织物效果最好。
有小机绣与大机绣两类,并以大机刺绣最为常见。
大机绣花边有效绣花长度为13.7米(15码),在13.5米长的面料上绣花,可制成满幅绣花或裁成花边条。
根据不同要求可以采用不同的绣花底布,从而制造出不同的花边
种类,如水溶花边、网布花边、纯棉花边、涤棉花边及各类薄纱条子花边等。
花型可根据需要随意调整。
如图2-45,2-46,2-47所示。
图2-45水溶刺绣花边
图2-46 网布刺绣花边
图2-47 棉布刺绣花边
国内知名机绣花边产地主要集中在广东及浙江萧绍地区。
著名品牌有:“精彩四季花边”。
公司网址:
五、手工钩针花边
钩针花边的工具非常简单,只是一根带有钩子的细长金属丝,就是这样一根小小的钩针可以把各种不同的纱线变成丰富多彩的钩针制品(包括花边),如图2-50所示。
手钩产品种类很多,常见的有用于服装装饰的小花、花边条、领子等服装附件;用于室内装饰的桌布、床上用品等;此外还有钩针服装、钩针服饰及立体动植物钩制品等等。
如图2-50,2-51,2-52所示
图2-50 钩针服装附件
图2-51 钩针桌布
图2-52 钩针小花及杂品
国内知名机绣花边产地主要集中在山东、广东及浙江地区。
六、其它花边
随着服装产品个性化的日益发展,作为服装设计重要组成的花边种类非常繁多,这里我们简单罗列一些品种。
(1)手摇花边;(2)超声波花边;(3)彩珠片花边;
(4)纬编针织花边。
此类花边产地主要集中在广东和浙江地区。