第二章数控加工编程的基础知识
- 格式:pptx
- 大小:1.85 MB
- 文档页数:58

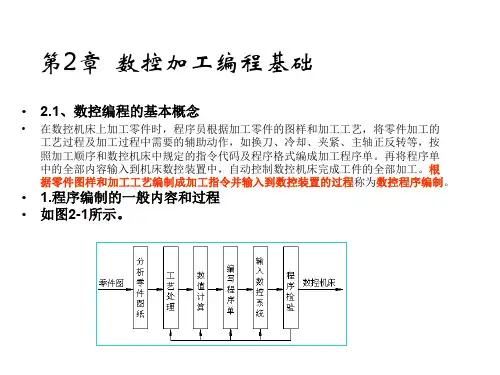
教学内容教学方法件,并将程序单的信息输入数控系统的整个过程。
1.手工编程
手工编程是指编程的各阶段均由人工完成。
手工编程的意义。
2.自动编程
自动编程是利用计算机专用软件来编制数控加工程序。
按计算机专用软件的不同,自动编程可分为数控语言自动编程、图形交互自动编程和语音提示自动编程等。
目前应用较广泛的是图形交互自动编程,常用的软件有UG、Pro/E、Cimatron、Mastercam、CAXA等。
三、数控编程的步骤
1.分析零件图样
首先应准确地识读零件图样表述的各种信息,主要包括零件的材料、形状、尺寸、精度、批量、毛坯形状和热处理要求等。
2.确定工艺过程
在分析图样的基础上,进行工艺分析,选定机床、刀具和夹具,确定零件加工的工艺路线、工步顺序以及重点讲解手工编程的意义
教师可简要介绍几种常用的自动编程软件,或通过课件演示自动编程软件的应用过程,激发学生的学习兴趣。
教师手工绘制或通过PPT展示数控编程的步骤,让学生了解数控编程的步骤。
然后再逐一讲解每个步骤的具体内容。
教师讲授分析零件图样的意义和具体内容工艺过程包含:工艺分析,选定机床、刀具和夹具,确定工艺路线、。

《数控加工编程与操作》教学教案第一章:数控加工概述1.1 教学目标让学生了解数控加工的定义、特点和应用领域。
让学生掌握数控加工的基本原理和流程。
1.2 教学内容数控加工的定义和特点数控加工的应用领域数控加工的基本原理数控加工的流程1.3 教学方法讲授法:讲解数控加工的定义、特点和应用领域。
案例分析法:分析具体的数控加工应用案例。
1.4 教学评价学生参与度:观察学生在课堂上的积极参与情况。
学生理解度:通过提问和小组讨论评估学生对数控加工基本原理的理解。
第二章:数控编程基础2.1 教学目标让学生了解数控编程的基本概念和常用代码。
让学生掌握数控编程的基本步骤和注意事项。
2.2 教学内容数控编程的基本概念数控编程常用代码数控编程的基本步骤数控编程的注意事项2.3 教学方法讲授法:讲解数控编程的基本概念和常用代码。
实操演示法:演示数控编程的基本步骤和注意事项。
2.4 教学评价学生参与度:观察学生在课堂上的积极参与情况。
学生理解度:通过提问和小组讨论评估学生对数控编程基本概念的理解。
第三章:数控机床与刀具选择3.1 教学目标让学生了解数控机床的分类和结构。
让学生掌握刀具选择的原则和方法。
3.2 教学内容数控机床的分类和结构刀具选择的原则刀具选择的方法3.3 教学方法讲授法:讲解数控机床的分类和结构。
实操演示法:演示刀具选择的原则和方法。
3.4 教学评价学生参与度:观察学生在课堂上的积极参与情况。
学生理解度:通过提问和小组讨论评估学生对数控机床和刀具选择的理解。
第四章:数控加工工艺与参数设置4.1 教学目标让学生了解数控加工工艺的基本概念和步骤。
让学生掌握数控加工参数设置的原则和方法。
4.2 教学内容数控加工工艺的基本概念和步骤数控加工参数设置的原则数控加工参数设置的方法4.3 教学方法讲授法:讲解数控加工工艺的基本概念和步骤。
实操演示法:演示数控加工参数设置的原则和方法。
4.4 教学评价学生参与度:观察学生在课堂上的积极参与情况。