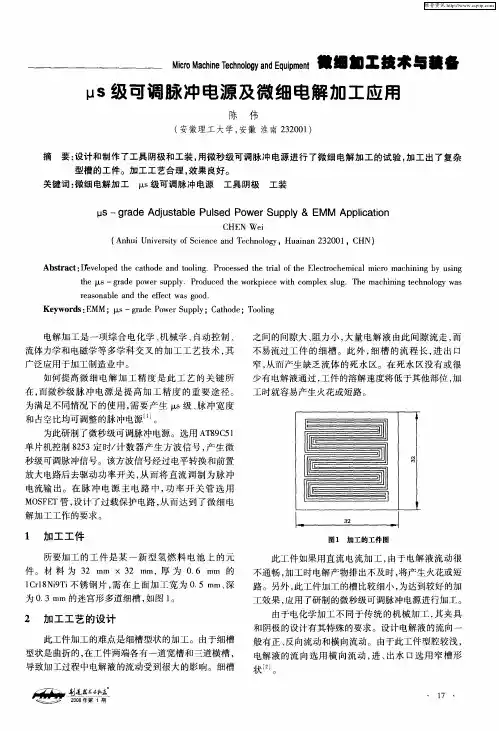
纳秒脉冲电流提高微细电化学加工精度的研究
- 格式:pdf
- 大小:595.23 KB
- 文档页数:5

纳秒脉冲激光在材料表面微纳加工中的应用研究激光技术作为一种高精度、高效率的加工工具,已经广泛应用于许多领域,如微电子制造、光电子学、材料科学等。
纳秒脉冲激光作为一种重要的激光加工技术,具有超快的加工速度和微米级以上的加工精度,因此在材料表面微纳加工中具有广阔的应用前景。
纳秒脉冲激光加工是利用激光在材料表面形成极高能量密度的瞬态过程,通过激光与材料之间的相互作用来实现对材料进行微纳加工。
在纳秒脉冲激光加工中,激光脉冲的能量密度、功率密度和时间尺度等参数都非常重要,它们直接影响着加工结果的质量和精度。
首先,纳秒脉冲激光加工可用于材料的刻蚀和切割。
纳秒脉冲激光能够在材料表面产生高能量密度的局部区域,使材料发生瞬态蒸发,从而实现刻蚀和切割。
通过调整激光脉冲的能量密度和扫描速度等参数,可以控制刻蚀的深度和尺寸,实现对微米级结构的加工。
其次,纳秒脉冲激光加工还可用于材料的表面改性。
通过控制激光脉冲的能量密度和扫描模式,可以实现对材料表面的表面熔融、再结晶和氧化等过程,从而改变材料的表面性质。
例如,在金属表面加工过程中,纳秒脉冲激光可以形成微米级的微凹坑结构,从而增加材料的表面积和表面粗糙度,提高其光吸收率和润湿性能。
此外,纳秒脉冲激光加工还可用于材料的微纳结构制备。
通过激光脉冲与材料之间的相互作用,可以在材料表面形成微纳米级的结构,如微孔、微凸起和微槽等。
这些微纳结构具有独特的光学、电学和力学性质,可以应用于光学元件、微电子器件和生物传感器等领域。
在纳秒脉冲激光加工中,加工参数的优化对加工质量和效率具有重要影响。
例如,激光脉冲的重复频率、波长和脉冲宽度等参数会直接影响到加工的速度和精度。
同时,对于不同材料的加工,需要针对性地设计与优化激光参数,以充分发挥纳秒脉冲激光的优势。
此外,纳秒脉冲激光加工还面临一些挑战和难题。
例如,在加工过程中产生的热效应和应力效应可能会对材料的性能产生不利影响。
因此,如何减小热效应和应力效应,以及实现高效、精确的加工仍然是一个研究的重点。

微小孔的电解加工工艺研究陈辉;王玉魁;王振龙【摘要】为了研究微小孔的电解加工工艺,采用在线加工的微细电极和超短脉冲电压,以及复合电解液电解加工微小孔.通过在线加工电极,避免了电极的二次装夹,提高了加工孔时的定位精度.实验中,分析了不同种类的电解液及其浓度、加工电压以及脉冲宽度对微小孔加工精度的影响.实验结果表明,添加络合剂的钝化电解液既能溶解阳极的电解产物,避免发生短路,提高了加工的稳定性,又不会增大加工间隙.而超短脉冲电压能明显减小微小孔加工的侧面间隙,并保证孔直径的一致性.【期刊名称】《电加工与模具》【年(卷),期】2010(000)006【总页数】5页(P17-20,31)【关键词】微细电解;微细电极;微小孔;超短脉冲电压【作者】陈辉;王玉魁;王振龙【作者单位】哈尔滨工业大学微系统与微结构教育部重点实验室,黑龙江哈尔滨,150001;哈尔滨工业大学机电工程学院,黑龙江哈尔滨,150001;哈尔滨工业大学微系统与微结构教育部重点实验室,黑龙江哈尔滨,150001【正文语种】中文【中图分类】TG662微小孔结构在微小机械零件加工中占有重要的比重。
一般将直径0.3~1.0mm的孔称为小孔,将直径<0.3mm的孔称为微孔。
微小孔的应用十分广泛,如燃料喷嘴(内燃机)、化纤细丝喷嘴、医用流量计、喷码机喷嘴等的微小孔加工[1]。
微小孔的加工方法有机械钻削、冲压、电火花加工、超声加工、激光加工、电子束加工和离子束加工等。
与其他加工方法相比,由于电解加工金属是以离子形式去除,对材料的破坏小,几乎没有切削力,很适合金属材料的微细加工[2]。
电解加工微小孔的方法有多种。
如:掩膜电解加工可在镍、钼、不锈钢等金属材料上加工微小孔,用于喷墨打印机喷嘴和MEMS器件[3];喷射电解液电解加工,可在钛表面快速加工数百个孔,在曲面上也能加工出高深径比的孔,但它的加工精度与掩膜加工相比低很多[4]。
德国的研究人员采用纳秒超短脉冲电源,可把工件上的电化学反应限制在几微米的范围内,为电化学微细加工金属材料奠定了基础。

基于超短电压脉冲的Cu_(2)O微区电沉积研究麦满芳;廖彬;曾珊;王金凤;郭燕玲;马信洲【期刊名称】《表面技术》【年(卷),期】2024(53)6【摘要】目的实现基于纳秒级超短电压脉冲的Cu_(2)O微区电沉积。
方法开发了可视化超短电压脉冲微区电化学加工系统,通过脉冲发生器施加纳秒长的超短电压脉冲到微电极与工作电极之间使局部极化发生,采用原位倒置光学显微镜实时监控微区电沉积的动态过程。
使用扫描电子显微镜对Cu_(2)O微结构的微观形貌进行表征,研究不同加工参数,包括电极间距、脉冲长度和微电极运动速度对微区电沉积Cu_(2)O的尺寸及微观形貌的影响。
结果电极间距、脉冲长度和微电极运动速度均对沉积的Cu_(2)O微圆盘的直径和晶粒形貌有显著影响。
电极间距的增大,使沉积的Cu_(2)O微圆盘的直径和晶粒尺寸均有所减小。
电压脉冲长度越小,Cu_(2)O 微圆盘的面积越小。
微电极移动的速度越快,Cu_(2)O微圆盘的直径越小,结晶性变差。
电极间距为14µm、脉冲长度为30~40ns以及降低微电极运动速度能够获得轮廓清晰的微区电沉积结构。
结论基于纳秒级超短电压脉冲可视化微区电化学加工系统成功地在ITO导电玻璃表面沉积了直径为50~100µm的Cu_(2)O微圆盘,为高效率Cu_(2)O基光电器件的微加工提供了简单有效的方法。
【总页数】7页(P183-189)【作者】麦满芳;廖彬;曾珊;王金凤;郭燕玲;马信洲【作者单位】佛山科学技术学院物理与光电工程学院;佛山科学技术学院粤港澳智能微纳光电技术联合实验室;佛山科学技术学院材料科学与氢能学院【正文语种】中文【中图分类】TB34【相关文献】1.基于微能脉冲的微纳米尺度沉积与去除可逆加工技术研究2.微区电沉积技术及其研究进展∗3.基于水动力能量分析确定有利沉积微相带分布研究--以下寺湾油田研究区延9储层沉积微相划分为例4.基于电吸收调制晶体(EAM)的超短光脉冲特性研究5.基于BP神经网络的脉冲电沉积Ni-TiN纳米镀层腐蚀行为预测研究因版权原因,仅展示原文概要,查看原文内容请购买。
综述·专稿部分,是一种有掩腆ln化。
#微细加:L【.1GA技术可加工很大深宽比的微细结构,其厚度可达到儿盯微米,并儿侧壁陡峭,表面光滑,还能制作结构可活动的三维金属微器件:I。
l。
GA工艺所加ii"的尺、l+精度可达20[/111,能加T愈属、合金、陶瓷、聚合物等多种材料。
光刻、电铸和注塑巧妙结合可实现大批最复制生产。
J|JLIGA工艺一般是二维结构加工,进行三维加工需要一系列二维加工步骤,最后形成三维结构。
因LIGA技术需昂贵的同步辐射x光源和制作复杂的x光掩膜,所以其推广应用并不易。
后来又出现利用紫外线光刻设备和掩膜制作较高深宽比微金属机构的准LIGA技术,使I,IGA技术得到快速发展.并有了广泛的应用,如制造微型传感器、微电机、微型泵、微型医疗器件、纳米技术元件和系统等。
图l是用L1GA工艺加工的零件样图。
(1))图t用LIGA技术加工的零件样图2用电化学隧道显微镜探针尖进行的微细电化学加工近年来,电子和机械设备不断地向小型化发展,物体表面的纳米级结构的构造,已越来越引起人们的关注。
扫描探针技术的发明,尤其是扫描隧道显微镜(s,IM)的出现,用探针针尖构造纳术级的结构和原子的搬迁已变为现实。
一般直径为纳米级的STM和AFM针尖也是通过很小的电流和很低浓度的电解液电化学刻蚀得到的。
Penner等人第一一2一次川电化学扫捕隧道娃微镜(electrochf.,iilicalS7FM)的针尖在碳表面预定的位置上沉积出纳米级金属簇。
S1’M在电化学方而的使用引发了一种在电极上加工纳米结构新方法的研究。
图2是德国绋里茨·哈尔贝尔研究所的RolfSchuster等人利用SrI、M针尖进行电化学纳米加工的示意图。
脉器图2用电化学sIM在铜上加工的纳米簇示意图在STM的探针尖上加超短脉冲电压,使探针尖附近发生电化学反应,成功地在金(Au)表面加工出直径为5nm、深度为0.3~1ntll的纳米坑和在CuS04和H:s04的混合溶液中沉积出高为lnm、直径为8nm的Cu簇。

基于FPGA的纳秒级微细电解加工脉冲电源的研制梁劲斐;于兆勤;郭钟宁【摘要】To the demand of micro electrochemical machining accuracy, a nanosecond power supply was developed which suitable for micro electrochemical machining. To utilize FPGA inside high-frequency clock to generate high-frequency pulse signal, acquire nanosecond pulse through amplify and chopping. The pulse frequency has wide range to regulate. For short-circuit protection, programming in FPGA to deal with sampling signal and output the feedback signal. When employed this power supply to carry out some experiments,verified the feasibility of the power supply.%针对微细电解加工的精度要求,研制出适合于微细电解加工的纳秒级脉冲电源。
利用FPGA内部的高频时钟产生出高频的脉冲信号,经放大和斩波后得到纳秒级脉冲,脉冲频率调节范围较宽。
采样信号经FPGA内部编程处理后输出反馈信号实现短路保护。
使用该电源进行相关的工艺试验,验证了电源的可行性。
【期刊名称】《机电工程技术》【年(卷),期】2013(000)009【总页数】4页(P87-90)【关键词】微细电解加工;FPGA;纳秒电源【作者】梁劲斐;于兆勤;郭钟宁【作者单位】广东工业大学,广东广州 510006;广东工业大学,广东广州 510006;广东工业大学,广东广州 510006【正文语种】中文【中图分类】TP230 前言随着微机电系统(Micro-Electro-Mechanical Systems,MEMS)的发展,微型复杂结构金属器件的应用范围越来越广,如生物医学和航空领域,因此微细加工技术成为现代工业的一个热点问题。
纳秒级脉冲电源研制及微细电解工艺试验的开题报告一、选题的背景和意义随着微电子技术的快速发展,纳秒级脉冲电源的需求逐渐增加。
纳秒级脉冲电源可以应用于高速数据传输、雷达系统、太赫兹光学、微波通信等领域,对于提高系统性能和通讯速度具有重要的作用。
但是,由于纳秒级脉冲电源的特殊性,传统的电源技术难以满足其要求,因此需要进行研究和开发。
此外,微细电解工艺是制备微电子器件不可或缺的一环。
尤其是在微细加工和微纳加工中,该技术得到广泛应用。
但由于微细电解过程具有极高的要求,精度和稳定性是该技术研究的重点。
因此,进行微细电解工艺的试验,可以推进该技术的发展和应用。
二、研究内容和方法本文的主要研究内容包括纳秒级脉冲电源的研制和微细电解工艺的试验。
针对纳秒级脉冲电源的研制,我们将采用以下方法:1. 设计和制备高参数合金电容器和薄膜电阻器,保证电路的高频响应和精度。
2. 设计和制造特殊的电路板,满足电源的高速充放电要求。
3. 利用数字信号处理器,实现纳秒级脉冲控制,保证纳秒级脉冲的精度和幅度控制。
针对微细电解工艺试验,我们将采用以下方法:1. 制备微米级别的电极,保证电解效率。
2. 设计特殊的电解槽,控制电解反应的速度和方向。
3. 通过实验研究,优化电解参数,提高微细电解工艺的精度和稳定性。
三、预期成果和意义通过对纳秒级脉冲电源和微细电解工艺的研究,我们预期获得以下成果:1. 成功研制出纳秒级脉冲电源,并达到较高的精度和控制。
2. 优化微细电解工艺参数,提高精度和稳定性。
3. 介绍纳秒级脉冲电源和微细电解工艺的应用场景,推动电子器件和通讯技术的发展。
本研究的意义在于为纳秒级脉冲电源和微细电解工艺的应用提供了支持,可以为电子器件和通讯技术的发展提供技术基础。
微细槽的电化学铣削加工陈辉;王玉魁;王振龙;赵万生【摘要】In order to study the electrochemical milling technique for stainless micro slot, short pulse voltage electrochemical machining technology similar to milling was applied, and a micro rotated cylindrical electrode was used as the cathode in electrochemical machining of the micro slot. The effect of the pulse on time on the electrode and the side gap of micro slot was investigated, and the electrical and flow fields in milling of the micro slot were analyzed. Experimental results show that,with the same pulse amplitude and mean voltage, the larger the pulse on time, the larger the side gap. Analysis of electrical and flow fields indicates that the side gap and slope of the micro slot decreased with the decreaseof pulse on time and the increase of feed speed. When the pulse on time was less than the charge time constant of work piece double capacitance layer and passivation electrolyte was used, the electrochemical stray corrosion and micro slot side slope could be decreased. With the pulse on time of 0.4 μs and feed speed of 24 μm/min, the micro slot side slope is very small, and the side gap could reach 10 μm. Experimental results indicate that the machining accuracy of micro slot can be raised when ultra short pulse electrochemical milling and the suitable electrolyte are applied.%为了研究不锈钢微细槽的电化学铣削加工技术,使用微细的、旋转的圆柱电极作为电化学加工的阴极,采用脉冲电压电化学加工技术用类似铣削加工的方法加工微细槽.研究了脉冲宽度对电极和微细槽侧面加工间隙的影响,并对微细槽铣削加工过程中的电场和流场进行了分析.在相同的电压幅值和平均电压条件下,脉冲宽度越大,侧面加工间隙越大.电场和流场分析表明,微细槽的侧面加工间隙和侧面倾斜度随着脉冲宽度的减小以及进给速度的增加而减小.当脉冲宽度小于工件表面双电层充电时间常数时,采用钝化电解液能够减小电化学杂散腐蚀和微细槽的侧面倾斜度.当脉冲宽度为0.4 μs、进给速度为24 μm/min时,微细槽的侧面倾斜度很小,侧面加工间隙达到10 μm.实验结果表明,采用超短脉冲电化学铣削加工方法和合适的电解液,能够提高微细槽的加工精度.【期刊名称】《纳米技术与精密工程》【年(卷),期】2011(009)001【总页数】6页(P83-88)【关键词】电化学铣削;微细槽;微小型腔;超短脉冲电压【作者】陈辉;王玉魁;王振龙;赵万生【作者单位】哈尔滨工业大学微系统与微结构教育部重点实验室,哈尔滨,150001;哈尔滨工业大学机电工程学院,哈尔滨,150001;哈尔滨工业大学机电工程学院,哈尔滨,150001;上海交通大学机械系统与振动国家重点实验室,上海,200240;哈尔滨工业大学微系统与微结构教育部重点实验室,哈尔滨,150001;哈尔滨工业大学机电工程学院,哈尔滨,150001;上海交通大学机械系统与振动国家重点实验室,上海,200240【正文语种】中文【中图分类】TG662机械零件的小型化是当前制造领域的研究热点,在生物医药、精密仪器和传感器制造等领域有着广阔的应用前景和重要的研究意义.各种材料,如半导体、金属、聚合物的微细加工技术随之得到发展[1].电化学加工的特点是金属以离子形式去除或生成,对材料的破坏小,几乎没有切削力,很适合金属材料的微细加工.但是由于电化学加工存在杂散腐蚀,因此加工精度较差.传统的电解加工一般采用直流电源,后来发展出脉冲电源加工.为了减小杂散腐蚀,电解加工一般采用掩膜的方法或者电极绝缘的方法[2-3].Schuster等[4]和Kirchiner等[5]采用纳秒超短脉冲电源,可以把工件上的电化学反应限制在几微米的范围内,为电化学微细加工金属材料奠定了基础.但是加工不锈钢时需要采用盐酸和氢氟酸溶液,Kim等[6]采用稀硫酸溶液也取得了比较好的效果.目前电化学微细加工一般采用硫酸、盐酸、高氯酸等酸性溶液.在加工不锈钢时,有的还需要添加氢氟酸这类有毒物质.这些酸和有毒物质对实验设备防腐要求高,操作人员也需要更加小心.本文探索采用添加络合物的常规电解液作为微细加工的电解液,它是一种没有腐蚀性和毒性的添加剂,可减少对设备的损坏和对人员造成的伤害.1 电化学微细铣削实验原理与设备1.1 电化学铣削原理传统的电化学加工由于杂散腐蚀的影响,不能采用铣削的方法进行加工.德国的Schuster等[4]提出了利用超短脉冲电压加工技术,可以把工件上的电化学反应限制在亚微米级的范围内.通过这种技术,工具电极的形状能够以很高的精度复制到工件上,这种技术为电化学铣削加工技术奠定了基础[7-8].纳秒脉冲电化学加工使电化学的加工精度得到很大提高,同时也有它的局限性.例如,对于不同的材料,需要不同的电解液.以不锈钢中的主要成分铁为例,电化学加工的阳极反应可以用式(1)和式(2)表示,阴极反应可以用式(3)表示.工件阳极被加工后生成的产物是Fe(OH)2,同时在阴极即工具电极的表面生成氢气.Fe(OH)2不溶于水,并附着在工件和电极表面,它会阻碍电化学反应的进行.因此,目前不锈钢的微细电化学加工主要选择酸类电解液,如盐酸、硫酸等,用于溶解阳极生成的氢氧化物.这些腐蚀性电解液给加工设备和人员带来了一定危害.因此,本实验中采用没有腐蚀性的NaClO3和EDTA水溶液作为电解液.NaClO3水溶液是一种常用的电解加工铁基合金的电解液.它是一种钝化电解液,电解的效率随电流密度的减小而降低,能够减小加工间隙.EDTA是一种金属离子络合剂,能和碱金属、稀土元素和过渡金属等形成稳定的水溶性络合物.实验中选择了304不锈钢(0Cr18Ni9)作为工件,它被广泛地用于制作具有良好综合性能(耐腐蚀和成型性)的设备和机件.选择这种不锈钢是因为它的应用范围广,碳、硫、磷等不溶解物质含量少,适用于微细加工.(1)(2)(3)1.2 实验设备及条件实验中所采用的加工系统建立在一套微细电火花三维加工机床之上.微细电化学加工装置由微细三轴加工平台、电解池、脉冲电源、示波器、工控机及驱动器构成.电解加工的工具电极即阴极安装在z轴上,工件安装在x-y平面上.微细三轴加工平台的运动精度为0.1 μm.脉冲电源能够输出3~15 V、最小脉宽200 ns的矩形方波脉冲电压.示波器用来观察和记录加工过程中电流和电压的变化情况.2 电化学加工实验2.1 微细槽的加工微细槽的加工在MEMS器件上有广泛的应用,例如微流控芯片.微流控芯片主要应用在分析化学和分析生物化学方面.其中的微管道网络即微细槽是芯片的主要结构.金属材料的微流控芯片上的微细槽一般采用掩膜的微区电化学加工方法.这种加工方法能加工出复杂的平面结构,但是加工过程中需要涂胶、光刻、显影等工序,并且随着加工深度的增加,侧面倾斜度增加.传统的电化学铣削加工需要对电极侧面做绝缘处理,用电极的端面加工.实验采用未绝缘的圆柱电极,在工件上加工微细槽结构.加工槽结构时可以采用两种加工方法,分层铣削和侧面直接铣削加工的方法.在加工较深的槽时,分层铣削是常用的做法.但是由于电化学加工时杂散腐蚀的存在,槽的横截面会形成上宽下窄的梯形结构.为了加工出侧壁垂直的槽,减小电化学加工杂散腐蚀的影响,选择侧面直接铣削加工的方法.加工过程如图1所示.图1 微细槽电化学铣削示意工具电极采用的是50 μm的钨电极,初始加工间隙为20 μm,加工电压为7 V,脉冲宽度400 ns,频率1 MHz.分两步加工:①采用类似钻削的方法向下加工80 μm深,加工速度为0.2 μm/s;②用电极的侧面采用侧面铣削的方法加工出300 μm长的微小槽,加工速度为0.4 μm/s.加工出的微细槽如图2所示.加工起始点在图的上部,即钻削加工的部位,槽的宽度为80 μm.加工一段距离后,槽的宽度逐渐减小.在加工110 μm后,最终槽的宽度稳定在70 μm.图2 电化学铣削微细槽的SEM照片2.2 脉冲宽度对微细槽加工间隙的影响微细槽的形状精度主要包括底面加工间隙、侧面加工间隙以及侧面的垂直度,其中侧面加工间隙比较重要.图3是在不同的脉冲宽度下加工的一组微细槽的照片.实验所用的电极直径为60 μm,电源电压6 V,脉冲的占空比均为1∶2,电解液为3%NaClO3和1%EDTA 水溶液,电极进给速度为18 μm/min,加工的长度为0.3 mm.实验所用的脉冲宽度从左到右分别为6.4 μs、1.6 μs、0.4 μs,加工的槽的宽度分别为170 μm、120 μm、88 μm.从图3可以看出,在平均电压相同的情况下,即相同的能量下,脉冲宽度越小,微细槽的侧面加工间隙越小.随着脉冲宽度的增大,微细槽的侧面加工间隙越大.图3 不同脉冲宽度下加工的微细槽的照片2.3 微小型腔的加工通过电化学铣削的加工方法还能加工出微小的型腔结构.工具电极采用的是100 μm的圆柱电极.加工起始点在工件的边缘,初始加工间隙为20 μm,加工深度为200 μm.用侧面铣削的方法,电极沿着边长为200 μm的四边形轨迹运动.加工出的微小型腔结构如图4所示.型腔的槽宽为120 μm,中间的长方体边长为80 μm.图4 电化学铣削加工的微小型腔SEM照片3 实验分析3.1 电场分析电化学铣削加工的轮廓可以用图5表示,图5(a)和图5(b)分别描述了加工过程中槽的顶部轮廓和截面轮廓.b0为底面加工间隙,s0和s1为侧面加工间隙,为初始侧面加工间隙,β为氢气体积含量,x为加工深度.侧壁的倾斜度可以用公式(s0-s1)/x表示.由法拉第定律可知,电化学加工时,工件溶解的量与通过的电量成比例,而溶解速度由电流密度决定.电流密度与溶液的电导率、加工电压和加工间隙有关.电流密度的表达式为(4)式中:κ为溶液的电导率;U为加工电压;Upol为极化电压;s为加工间隙.极化电压是加工产生的额外电压,它会降低电化学加工速度[9-10].在不考虑极化电压和加工产物(即认为加工区的电导率是一致的)的情况下,电化学加工区的电流密度分布如图6所示.图5 电化学铣削加工轮廓图6 加工区的电流密度分布从图6可以看出,电流密度在加工区分布是不均匀的.槽的顶部E和F指示的区域是加工区电流密度最大的区域,溶解速度最快.槽的底部G和H指示的区域是加工区电流密度最小的区域,溶解速度最慢,使侧壁的倾斜度增大.因此,随着加工进入到稳定状态,槽的截面轮廓会变成顶部宽、底部窄的形状.图6中的AB和CD两条直线连接的是槽的顶部和侧壁中某一个电流密度相等的区域,可以认为这是加工达到稳态时的侧壁截面形状.因此,电化学铣削在稳态下的电流会使加工区上部加工间隙比下部加工间隙大.同时,槽的底部电流密度分布也不均匀.在底部中心区的电流密度大,侧壁与底部的连接处电流密度最小.连接槽底部某一个电流密度相等的区域会形成一个凹形的曲面,如图6中的曲线BC所示,此即底部的加工轮廓. 以上是稳态时的电场分布,当电源脉冲宽度较小时,双电层电容对电场的影响不能忽略.图7是计算双电层影响时,槽的侧面加工间隙等效电路.图中Cd为电极表面的双电层电容,R1和R2为电流路径上的等效电阻,Uc1和Uc2为工件表面双电层的电压.图7 电化学铣削加工间隙等效电路由于电流路径上有电容和电阻,它的充电时间常数是其电容和电阻的乘积.电阻与侧面间隙的大小成正比,所以R1大于R2,R1电路的充电时间常数大于R2电路的充电时间常数.因此,R2电路的电容比R1电路的电容能够在较短的时间内上升到稳态电压.工件表面双电层电压可以表示为(5)式中:ρ为溶液的电阻率; Cd为电极表面的双电层电容.假设U=5 V,ρ=30 Ω·cm,Cd=15 μF/cm2,R1电路的加工间隙为5 μm,R2电路的加工间隙为2 μm.通过式(5)可以得到电极表面双电层电压Uc1、Uc2与脉冲时间的关系如图8所示,可以看出Uc1的增长速度大于Uc2的增长速度.从式(4)可知,电化学电流与电压成正比,而电压与充电时间常数之间为指数关系.因此,当脉冲宽度足够小时,电化学电流与加工间隙为指数关系.此外,由于使用的是钝化电解液,电流密度小的区域电解效率更低.由此可知,在电源电压和占空比相同的情况下,脉冲宽度越小,槽的侧面加工间隙越小.图8 双电层电压Uc1、Uc2与脉冲时间的关系曲线普通电化学加工为了减小加工间隙,一般采用较高的加工速度,即电极进给速度.图9给出了不同的脉冲宽度和加工速度对侧面加工间隙的影响.实验选择了3组加工速度,电源电压6 V,脉冲的占空比均为1∶2,电解液为3%NaClO3和1%EDTA水溶液.结果表明,随着加工速度的提高,侧面加工间隙不断减小.但是加工速度不能太快,例如当脉冲宽度为0.4 μs时,加工速度为24 μm/min,这时电化学去除的速度比加工速度小,加工过程中频繁发生短路现象,结果加工出来的微细槽宽度不一致,这时候需要降低加工速度.因此,采用较小的脉冲宽度和较快的加工速度能减小侧面加工间隙.图9 加工速度和脉冲宽度对侧面加工间隙的影响从上面的分析可以知道,超短脉冲电压不但使侧面加工间隙减小,还能减小侧面的倾斜度.图10是在不同的脉冲宽度下加工的微细槽的截面轮廓图.电极的直径为80 μm,加工深度为0.2 mm.图10(a)中槽的脉冲宽度为3.2 μs,图10(b)中槽的脉冲宽度为0.4 μs,其余加工参数相同.可以看出,脉冲宽度对槽的侧面垂直度有很大影响.脉冲宽度为3.2 μs时,槽的侧面倾斜度很大,槽的表面宽度为170 μm,底部宽度为120 μm,侧面的倾斜度为0.25.图10(b)中槽的表面宽度和底部宽度几乎相等,倾斜度很小.所以脉冲宽度越小,槽的侧面倾斜度越小.图10 不同脉冲宽度下加工的微细槽的截面轮廓3.2 流场分析普通的电化学加工是通过冲液把加工产物从加工间隙中排出.而微细槽的加工间隙只有10 μm,所以电解液的流动对加工区的影响很小,加工区的产物主要靠络合剂的络合作用和产物浓度的扩散作用从加工区排出.如果没有络合剂,只依靠扩散作用产物无法排出,加工中会频繁地短路,甚至无法加工.因此,微细槽加工过程中可以认为加工区的电解液是静止的.在没有电解液流动的情况下,阴极产物氢气在加工区的分布可以近似表示为β(x)=αx(6)式中:α为一个假定的比例常数;x为加工深度.由于氢气的分布不均匀,加工区电解液的电导率不是一个常数,而是沿深度方向变化的.其电导率是深度x的函数,可以近似表示为κ(x)=κ0[1-β(x)](7)式中κ0为电解液原来的电导率.将式(7)代入式(4),可以得到(8)由式(8)可以看出,氢气含量的增加会导致电导率和电流密度的减小.氢气体积含量随着加工深度的增加而减小,电极底部氢气含量最少,所以对电导率和电流密度的影响最小.加工间隙出口处的氢气体积含量最高,对电导率和电流密度的影响最大.因此,氢气含量的这种分布特征减小了加工区侧壁的倾斜度,这也是实际加工出的槽侧壁倾斜度很小的一个原因.4 结语本文采用电化学铣削的方法加工微细槽和微小型腔结构.通过对电化学加工过程中的电场和流场分析,可以看出在稳态电场的作用下,槽侧壁倾斜度增加,槽的底部电流密度不均匀,中心电流密度高,两边电流密度小,因此形成凹形的曲面.超短脉冲电压和钝化电解液则使得侧面加工间隙和倾斜度减小.微细槽的加工间隙很小,冲液对流场的影响较小,而络合剂的使用避免了加工产物造成的短路.实验表明,电化学铣削的侧壁倾斜度小,选择合适的加工参数可以使侧面加工间隙控制在10 μm左右.【相关文献】[1] Forster R, Schoth A, Menz W. Micro-ECM for production of microsystems with a high aspect ratio[J]. Microsystem Technologies, 2005, 11(4/5):246-249.[2] Liu Zhuang, Liu Yan, Qiu Zhongjun, et al. Effect of tool electrode insulation on electrochemical micro drilling accuracy[J]. Nanotechnology and Precision Engineering, 2009,7(4):355-360.[3] 叶梅, 叶虎年. 金属微流控芯片的微区电化学加工[J]. 实验室研究与探索, 2008, 27(10):6-9.Ye Mei, Ye Hunian. A metal microfluidic chip fabrication with micro zone electrochemical machining[J]. Research and Exploration in Laboratory, 2008, 27(10):6-9 (in Chinese).[4] Schuster R, Kirchiner V, Allongue P, et al. Electrochemical micromachining[J]. Science, 2000, 289(5476): 98-101.[5] Kirchiner V,Cagnon L, Schuster R, et al. Electrochemical machining of stainless steel microelements with ultrashort voltage pulses[J]. Applied Physics Letters,2001,79(11):1721-1723.[6] Kim B H , Ryu S H, Choi D K, et al. Micro electrochemical milling[J]. Journal of Micromechanics and Microengineering, 2005, 15(1):124-129.[7] Li Xiaohai, Zhao Wansheng, Wang Zhenlong, et al. Electrochemical micromachiningbased on multifunction machine tool[J]. Nanotechnology and Precision Engineering, 2005,3(1):29-35.[8] Kock M, Kirchner V, Schuster R. Electrochemical micromachining with ultra short voltage pulses—A versatile method with lithographical precision[J]. Electrochimica Acta, 2003, 48(20/21/22):3213-3219.[9] Kenney J A, Hwanga G S, Shin W. Two-dimensional computational model for electrochemical micromachining with ultrashort voltage pulses[J]. Applied Physics Letters, 2004, 84(19):3774-3776.[10] Kozak J, Gulbinowicz D, Gulbinowicz Z. The mathematical modeling and computer simulation of electrochemical micromachining using ultrashort pulses[J]. Transactions on Engineering Technologies (Volume II): Special Edition of the World Congress on Engineering and Computer Science, 2009, 1127:174-185.。
微细电化学加工纳秒脉冲电源的研制张建华;葛红宇;李宏胜;方力【摘要】According the processing character of electrochemical micro-machining, a nanosecond pulse power supply is developed with a CPLD device EPM7160, and a 8 bit microcontroller STC12C5A60S2. Special keyboard and RS232 communication circuit used for parameter setting is built, and display circuit with 12864 LCD module is also realized so that friendly man-machine interface of the power supply is achieved. At the same time, the parameters of the power supply can be adjusted on line by the host computer of the electrochemical micro-machining system. The system tests indicate that parameters such as pulse duration and pulse interval are opt to be adjusted. The pulse duration or pulse interval can be adjusted to less than 20 ns, which is suitable for electrochemical micro-machining.%根据微细电化学加工的工艺特点,采用CPLD器件EPM7160与8位单片机STC12C5A60S2,设计了微细电化学加工纳秒脉冲电源.脉冲参数设置通过专用键盘或RS232实现,参数显示采用国显电子的12864液晶模块实现,人机界面友好.通过RS232,电源可以接受主控计算机的实时参数调整.测试表明,脉宽、脉间等脉冲参数可调,且调节方便,通用性强.输出脉宽、脉间可以调至20 ns以下,适于微细电化学加工.【期刊名称】《制造技术与机床》【年(卷),期】2011(000)010【总页数】4页(P37-40)【关键词】微细电化学加工;电源;纳秒;脉冲参数【作者】张建华;葛红宇;李宏胜;方力【作者单位】南京工程学院自动化学院,江苏南京211167;南京工程学院自动化学院,江苏南京211167;南京工程学院自动化学院,江苏南京211167;南京工程学院自动化学院,江苏南京211167【正文语种】中文【中图分类】TG662利用纳秒及以下级持续时间的超短脉冲电流去除材料时,电化学加工能够将电化学蚀除局限在电极顶尖部位的微-纳尺寸范围,极大限制蚀除中的杂散腐蚀,成功实现微米级尺寸的微细工件的加工,精度可达几百纳米[1]。
第3卷第2期2005年6月纳 米 技 术 与 精 密 工 程Nanotechnology and Prec isi on Eng i n eer i n g Vol .3 No .2Jun .2005微细电化学加工技术3朱 荻,王明环,明平美,张朝阳(南京航空航天大学机电学院,南京210016)摘 要:开展了微细电化学加工技术的试验研究工作,内容包括微细电铸和微细电解加工.讨论了微细电化学加工的工艺特点和主要技术步骤.针对若干典型微结构,提出了相应的微细电化学加工方法和技术方案,采取了纳秒脉宽脉冲电流、电化学微铣削等手段,结合若干实例进行了加工试验,例如:微缝电解加工、微轴电解加工、微针尖电解加工及微齿轮模具模芯电铸成型等,获得了很好的试验结果.提出的加工方法在金属零件微制造方面有着重要的应用前景.关键词:微细加工;电化学制造;脉冲电流中图分类号:TG661 文献标识码:A 文章编号:167226030(2005)022*******M i cro Electrochem i ca l Fabr i ca ti onZ HU D i,WANG M ing 2huan,M I N G Ping 2mei,Z HANG Zhao 2yang(College of Mechanical and Electrical Engineering,Nanjing University of Aer onauticsand A str onautics,Nanjing 210016,China )Abstract :This paper is focused on develop ing m icr o electr ochem ical fabrication p rocesses,including m icr o e 2lectrofor m ing and m icro electrochem ical machining .The p rincip le,advantage and so me i m portant issues of m i 2cro electrochem ical fabricati on p rocesses are discussed .For s ome ty p ical m icr ostructures,methods and techni 2cal r outes were suggested in m icr o electrochem ical fabrication by emp loying nanosecond 2width pulse current,and electrochem ical m icr omachining,etc .Several examp les of m icro electr ochem ical fabrication are intr oduced,such as m icro beaning,m icr o p ins and tip s,m icr o gear mould,etc .The p resented method has a potential ap 2p licati on in the m icr o part fabricati on .Keywords :m icro machining;electr ochem ical fabrication;pulse current 微细加工在许多工业领域中有着重要而广阔的应用前景,是当今最为活跃的研究领域之一.微细加工技术源于半导体集成电路制造工艺,但发展至今其内涵已经大大拓宽,不局限于I C 工艺中的硅片刻蚀技术,L I G A 、L I G A 2L I KE 、微细电加工、微细束流加工及微细切削等多种加工技术已经成为微细加工技术中的重要组成部分.微细加工任务不是由某一项技术独自完成的,而是由许多方法和技术所共同承担.这些方法各有所长,相辅相成,构成了微细加工技术群,承担着丰富多样的微细加工任务.就微型飞行器而言,在传感、控制和采集等单元部件上较多地采用微硅技术;而在推进、动力及执行等单元系统方面,涉及到微齿轮、传动轴、臂、机翼、尾舵、桨和减速器等的制造,则更多地依靠其它微细加工手段.微细加工目前主要涉及微米级的精度及结构,这是由已有的微细加工技术所具有的能力和工业需求所决定的.从发展的角度看,微细加工包括微米级加工和纳米级加工,或者说,微细加工技术正在向纳米尺度领域发展和延拓. 电化学制造技术是一种特种加工技术,目前在微细加工中已占有重要的位置.电化学制造技术按原理分为两类,一类是基于阴极沉积的增材制造技术———电铸(electr ofor m ing ),另一类是基于阳极溶解的减材3收稿日期:2005203224. 作者简介:朱 荻(1954— ),男,博士,教授.E 2mail:dzhu@nuaa .edu .cn .制造技术———电解加工(electr oche m ical machining ).电解加工和电铸的基本原理过程如图1所示.电解加工过程中,在工具阴极和工件阳极之间保持较小间隙,电解液在间隙中流过.在间隙上施加低压直流电,按照法拉第定律,工件阳极开始溶解.溶解产物被流动的电解液排出加工区.工具阴极向工件恒速进给,以保持加工间隙的恒定.随着加工过程的延续,工件阳极的形状将近似复制工具阴极的形状.电铸是电解加工的逆过程.它是利用金属离子在阴极上沉积来制造金属制品.在电铸过程中,电解液中的金属离子不断向阴极迁移,并沉积在阴极母模上,直到达到所需要的厚度.然后,沉积的金属层被机械剥离,经过必要的后续加工,获得所需的金属制品.电铸制品能够极其精确地复制母模的形状.(a )电解加工(b )电 铸图1 电化学制造技术原理 电铸和电解加工这两种技术有一个共同点:无论是材料的减少还是增加,制造过程都是以离子的形式进行的.由于金属离子的尺寸非常微小,因此这种微去除方式使得电化学制造技术在微细制造领域具有重要的应用前景. 近些年来,德国、美国及韩国等工业发达国家对于微细电化学加工技术给予高度重视,进行了大量的研究,并取得了长足的进展.利用微细电化学加工技术,日本制造出了直径为数微米、高表面质量的轴;英国在高速转子上加工出了数十微米线宽、数微米深的储油槽;荷兰菲利浦公司实现了薄板上微孔、微缝的高效电解加工;美国I B M 公司对电子工业中微小零件进行微细电化学蚀刻加工[1~5].美国一研究机构通过可移动的微细电极(阳极)在空间缓慢移动,诱导金属离子按指定的方向电沉积生长,形成某种特殊的空间三维微细结构(例如微型金属螺旋线圈).德国K AR I SRUHE 研究所将微细电铸与光刻技术集成,发明了L I G A 技术,实现了高深宽比的金属微结构的制造.2000年,德国MPG 采用纳秒级超短脉宽脉冲电流技术,使得电化学溶解定域性突变性提高,从而实现了数十微米尺度的金属三维复杂型腔的微细加工[6].MPG 经过进一步研究,取得了新的进展,已经加工出100n m 宽的沟槽[7]. 本文主要针对目前工业生产和新品研发中存在的Mes o 2Scale (尺寸从几微米至几百微米)的微细结构,介绍笔者开展的研究工作,讨论采用电化学加工方法进行经济、高效的微细加工.1 微细电铸 从原理上讲,如果不考虑芯模表面处理层、内应力变形及脱模变形等影响因素,电铸的复制精度可以达到纳米量级.目前,电铸已经在微细制造领域中得到了重要的应用.电铸是L I G A 技术中一个重要的不可替代的组成部分.在L I G A 过程中,电铸具有的微细复制能力得到了充分发挥. 笔者采取与L I G A 技术类似的过程,进行了微小金属零件制造的研究.主要工艺步骤包括光刻和电铸(如图2(a )所示).采用不锈钢片作为基底材料,在其上均匀涂覆感光胶,然后进行曝光和蚀刻等工艺步骤,在金属基底上形成带有特定图案的感光胶层.将带有图案胶层的金属模版放入电铸槽内进行电沉积,金属离子在模版上衬底材料裸露处沉积,直至将其填满;然后将金属沉积物和感光胶层分离,得到的金属结构就是所需的微细零件.采用该方法制备的微型铜齿轮如图2(b )所示. 在微细电铸过程中,同时采用了高频脉冲电流和高速冲液的方法,使电沉积在电化学极化度较高的情况下进行,从而细化了晶粒,获得了致密的金属沉积层.另外,还试验了压力正负交变等措施,利用较强的压力扰动,及时排除阴极上的吸附气泡,消除了阴极吸附气泡造成的针孔和麻点等问题.采取了低应力工作液,并对过程参数进行优化,控制了沉积应力,避免了变形. 采取类似的工艺过程制造了某型航空发动机微型过滤网(孔径为100μm ,厚度为200μm )和系列微型小模数齿轮注塑模具型芯,齿轮模数在0.2~0.4(如图3所示).・251・纳 米 技 术 与 精 密 工 程 第3卷 第2期 (a )工艺流程(b )制备的微型齿轮图2 准L I GA工艺流程和制备的微型齿轮图3 制造的微型齿轮注塑模具型芯和生产出的齿轮2 微细电解加工 理论和试验研究表明,脉冲电解加工可以显著地改进电解加工过程,是实现微细电解加工的重要措施.在脉冲电解加工中,电解液的间断及周期性的更新,使得间隙中的电解产物(溶解的金属、析出的氢气及产生的焦耳热)得到及时排除,因而可以在比传统直流更高的电流密度和更小的加工间隙下进行加工.高的电流密度使表面加工质量亦随之提高,而小间隙可以显著改善加工精度.脉冲电解加工系统的基本构成如图4所示.图4 脉冲电解加工系统示意 本文在脉冲电解加工的基础上,采取了工具往复运动方式,具体过程如图5所示.在每一个加工周期中,先施加一个对刀电压(1V 左右的低电压),工具电极进给至工件阳极,进行零位对刀(短路对刀);然后工具电极回退,使间隙至所需要的数值,施加相对较高的加工电压(5~20V )进行加工;加工后切断加工电压,工具电极回退到较大间隙,进行充分的电解液冲刷以排出加工产物.这种周期往复运动的方式改善了加工的稳定性且保证了加工过程的重复性,这对于处于小加工间隙情况下的微细电解加工是非常重要的.图5 带有工具周期往复运动的脉冲电流电解加工 以上措施为实现微细加工提供了保障.加工出的电动剃须刀网罩样件如图6所示,其材料为1Cr18N i9Ti,90个宽0.28mm 深0.8mm 的窄缝同时加工,加工时间为100s .虽然0.28mm 的尺度并不算很微小,但是相比其它加工工艺,所达到的加工效率、表面加工质量及窄缝侧壁的垂直性则具有明显的优势,而且没有工具损耗,因此非常适合于电动剃须刀网罩这一类大批量生产的产品.实际上,这项技术在缩小槽宽方面仍有很大的潜力. 采用超短脉宽脉冲电流,可以显著提高加工的定域性,有利于微细加工.将超短(纳秒)脉冲电流、低浓・351・ 2005年6月 朱 荻等:微细电化学加工技术度电解液及加工间隙的实时检测和调整等技术结合,可以实现微米级精度的加工.图7为镍板上加工出的复杂几何轮廓的SE M 照片.采用微棒状电极仿造数控铣削方式进行电解加工.钨材料棒状电极直径为15μm;脉冲参数中,脉宽为50ns,周期为500ns,电压为4V.加工出边长为80μm 、中部有25μm ×35μm 矩形凸起的型腔.由图中可以看出,型腔有清晰的轮廓,边缘部位无明显杂散腐蚀,侧壁垂直度较好.图6 微细电解加工样件图7 微小孔的SE M 照片 合理利用电解产物引起的电场分布情况变化,可以制造出扫描探针显微镜(AF M )针尖和微细电火花及微细冲压加工所需的微细棒状工具.电解加工微细轴的试验系统和局部示意如图8所示.试验初始阶段,工件尖端电荷高度集中,故尖端溶解速度相比其它部位要快,形状有趋于“尖锥”状的趋势.随着反应的进行,钨丝周围聚集着溶解的WO 42-离子,WO 42-离子在重力作用下会沿着工件向下移动,在工件周围形成上小下大的包裹状结构,导致上部的溶解速度大于下部的溶解速度,这样工件就有被溶解成上小下大的“纺锤”状结构的趋势.对试验参数进行合理控制,利用工件在溶解过程中趋于“尖锥”状和趋于“纺锤”状的作用,可以根据需求制备出微针尖或直径均匀的微细轴.(a )测试系统示意(b )局部示意图8 微细轴电化学加工原理 采用该方法加工出的微细轴和微针尖分别如图9和图10所示,材料为钨. (a )微阶梯轴(右端长为1180μm,直径为6μm,初始直径为300μm,加工时间为20m in )(b )微细轴(前端直径为3μm )图9 制备出的微棒・451・纳 米 技 术 与 精 密 工 程 第3卷 第2期 图10 制造出的微针尖3 结 语 本文概要介绍了笔者在微细电化学加工方面的一些研究结果. 微细加工是高度交叉的综合性学科,它涉及到许多新概念、新技术和新思维,交叉融合了多学科知识.微细制造科学技术领域目前还存在着许多未知,需要人们去探索、了解、掌握、发明和创造.微细制造的新概念、新技术及新工艺将不断出现,在航空、航天、电子、信息、微机械、生物及医疗等领域的应用会愈来愈深入和广泛.参考文献:[1] M cGeough J A,Leu M,Rajurkar K,et al.Electr of or m ingp r ocess and app licati on t o m icr o/macr o manufacturing[J].A nnals of the C I R P,2001,50(2):499—514.[2] Rajukar K P,Zhu D i,M cGeough J A,et al.Ne w devel op2ments of electr oche m ical machining[J].A nnals of theC IRP,48(2):567—569.[3] Datta M,Landolt D.Funda mental as pects and app licati onsof electr oche m ical m icr o2fabricati on[J].Electroche m ica A c2ta,2000,45:2535—2558.[4] L i m Y M,Ki m S H.An electr oche m ical fabricati on methodf or extre mely thin cylindrical m icr op in[J].InternationalJournal of M achine Tools&M anufacture,2001,41:2287—2296.[5] Ekvall I,W ahlstr om I,Claess on D,et al.Preparati on andcharacterizati on of electr oche m ically etched W ti p s f or ST M[J].M easure m ent Science and Technology,1999,10:11—18.[6] Schuster R,Kirchner V,A ll ongue P,et al.Electr oche m icalm icr omachining[J].Science,2000,289:98—101.[7] KockM,Kirchner V,Schuster R.Electr ochem icalm icr oma2chining with ultrashort voltage pulses2versatile method withlithographical p recisi on[J].Electrochi m ica A cta,2003,48:3213—3219.・551・ 2005年6月 朱 荻等:微细电化学加工技术。
纳秒脉冲电流提高微细电化学加工精度的研究张朝阳1 朱 荻21.江苏大学,镇江,2120132.南京航空航天大学,南京,210016摘要:分析了电极反应的暂态过程,探讨了超短脉冲电流提高电化学加工精度的机理,并根据法拉第定律和巴特勒伏尔摩方程建立了电化学暂态加工的数学模型。
在微细电化学加工系统中,采用纳秒级的超短脉冲电流,通过加工试验验证了理论分析,加工出了直径为20μm 的微小孔。
关键词:微细电化学加工;纳秒脉冲电流;理论模型;加工精度中图分类号:T G662 文章编号:1004—132X (2008)14—1716—04R esearch on Improving the Machining Accuracy of Micro -ECM by N anosecond Pulse CurrentZhang Zhaoyang 1 Zhu Di 21.Jiangsu U niversity ,Zhenjiang ,Jiangsu ,2120132.Nanjing University of Aeronautics and Ast ronautics ,Nanjing ,210016Abstract :According to t he t ransient p rocess of electrochemical reactions ,t he mechanism of t hat ult ra -short p ulse current can imp rove t he machining accuracy of ECM was investigated.And t he t heoretical model of ECM transient process was developed based on t he Faraday ’law and Butler -Volmer equatio n.The t heoretical analysis was verified wit h t he subsequent machining experiment s.U sing t he application of nano second p ulse current ,t he micro -hole wit h 20μm in diameter is machined in t he micro -ECM experimental system.K ey w ords :micro -ECM ;nanosecond p ulse current ;t heoretical model ;machining accuracy收稿日期:2007—07—02基金项目:国家自然科学基金资助重点项目(50635040)0 引言电化学去除加工技术———电解加工(elect ro 2chemical machining ,ECM )是利用电化学反应溶解去除工件材料,实现成形加工的制造技术。
由于工件被加工表面不会出现熔凝层、热影响区和残余应力等加工缺陷,而且工具电极不存在损耗等特点,使其具有一定的优势,尤其是对于毫米或微米级的微小零件的加工更是如此[1,2]。
然而,电化学加工过程中的杂散腐蚀现象会严重影响微细加工的精度。
最近国外的研究人员在电解加工系统中采用参比电极和辅助电极技术,精确控制电极电位,并利用纳秒脉冲电源,抑制杂散腐蚀作用,实现了微米级去除量的可控电化学反应[3]。
本文通过纳秒脉冲电解加工与一般电解加工的比较,分析了纳秒脉冲对电化学反应的影响作用。
根据电极反应的暂态过程,探讨纳秒脉冲微细电解加工的机理,建立加工过程的数学模型,并利用加工试验验证所作的理论分析。
1 纳秒脉冲电解加工的特点纳秒脉冲电解加工作为一项新技术与以往的电解加工有很大区别。
一般电解加工采用直流电源,对工具阴极和工件阳极连续供电,电解液流过两极之间的加工间隙构成导电通路。
阳极表面在电化学反应作用下不断溶解,实现工件材料的去除,加工效率高,但加工精度只有012~017mm 。
为提高加工精度,脉冲电源逐渐替代了直流电源。
脉冲电解加工时电源周期间歇供电,利用加工过程中压力波的脉冲效应产生去极化、散热的效果,提高加工间隙内流场、电场的均匀性以及加工过程的稳定性,强化电流效率η对电流密度i 的非线性特性。
早期的脉冲电解以低频(数十赫兹)宽脉冲(毫秒级)电流周期供电,使加工精度提高到了011~012mm 。
但加工效率较低,脉冲效应未能充分体现。
于是研究人员提出了高频(千赫兹)窄脉冲(数十微秒)电解加工,脉冲效应随着频率提高而相应加强,使电解加工的非线性特性被进一步强化。
同时脉宽变窄,使单个脉冲能量减小,导致间隙热平衡温度下降,稳定加工的最小间隙变小,加工精度可以达到50μm ,使其进入了微细加工领域。
随着加工精度的提高,加工间隙减小至数十微米,电解产物的及时排出变得越来越困难。
因为金属工件在NaNO 3等非线性电解液中的加工中国机械工程第19卷第14期2008年7月下半月产物会化合成氢氧化物沉淀,阻塞加工间隙,最终导致短路。
而以往排出电解产物通常采用冲液方法,但对于微细电解加工,冲液会造成微细工具电极的振动,严重影响加工精度。
这就需要利用酸性电解液或高速旋转电极,以解决电解产物问题。
由于工具电极直径只有数十微米,其旋转的线速度很低,为了使电解液对流、排出产物,其转速需达上万转,而且对微细电极的形状精度以及加工机床的旋转精度要求很高。
如果采用酸性电解液(如HCl、H2SO4等),电解产物呈溶解状态,不会产生沉淀,就可以使加工间隙减小至几微米[4],但加工中杂散腐蚀比较严重,为了增强定域蚀除能力,进一步提高加工精度,纳秒脉冲电源被应用于微细电解加工中。
纳秒脉冲微细电解加工使用纳秒脉冲电源对电极/溶液界面的双电层进行充电,引起电极极化。
由于电流持续时间非常短,电极极化还未达到稳定状态就进入了脉冲间歇,电化学反应条件不断变化,属于暂态加工过程。
因此应该利用电极过程的暂态分析法,研究通电前后电极/溶液界面上所发生的物理、化学变化和电极间的等效电路,探讨其加工机理。
而直流电解和脉宽在微秒级的脉冲电解都是利用电极过程进入稳定状态后的电化学反应实现工件材料的去除加工,常用极化曲线研究,属于稳态加工过程。
这正是纳秒脉冲电解加工与以往电解加工在加工机理上最重要的区别。
2 纳秒脉冲电解加工的数学模型电解加工是利用金属在电解液中发生电化学阳极溶解的原理,将工件加工成形的。
对于浸入电解液中的金属电极,在通电条件下所发生的变化称为电极反应过程。
该过程主要包括电极界面双电层的充放电过程、电化学反应过程、反应物的传质扩散过程和带电粒子的电迁移过程等几个基本步骤。
金属电极在电极反应过程中会发生电化学极化和浓差极化,使电极电位偏离平衡电位,产生过电位。
电化学极化和浓差极化都是影响电极反应速度的重要因素。
工件材料的蚀除是通过电化学反应实现的,因此需要抑制浓差极化,使电化学反应成为控制电极反应的决定性步骤。
电极表面液层中的带电粒子由于电极反应会造成浓度梯度,并向溶液内部扩散,扩散速度可用扩散电流密度i l反映。
对于纳秒脉冲条件下平面电极的电化学反应,由扩散传质引起的非稳态极限扩散电流密度为i l=nFC0Dπt(1)式中,n为电极反应中的电子数;F为法拉第常数;C0为溶液深处浓度;D为扩散系数;t为电极反应时间。
由式(1)可知,非稳态扩散电流随极化时间的延长而减小;反之极化时间越短,扩散电流越大,浓差极化越小。
对于0.1mol/L的HCl电解液,H+的初始浓度C0=10-4mol/cm3,D=10-5cm2/s,n=1,脉冲电流持续时间t=50ns,可得i l=79A/cm2。
其扩散电流如此之大,说明纳秒脉冲条件下电极暂态过程可以排除浓差极化的影响。
而一般电化学加工主要受浓差极化影响,高频脉冲电化学加工则受浓差极化和电化学极化混合影响,采用高速旋转电极也是为了减小浓差极化。
虽然电极反应过程的理论基础是法拉第定律,但对于浓差极化应根据Fick扩散定律研究其极化过程,而分析电化学极化主要根据Butler-Volmer方程[5]。
在纳秒脉冲的每个周期内,随着脉冲电流对电极/溶液界面双电层的充电,电极上过电位φ逐渐增大;脉冲结束时,φ还未达到稳态值。
工件加工区和非加工区双电层上的过电位随脉冲的变化如图1所示。
其中t on为脉冲宽度;t off为脉冲间隔;E0为阳极工件的分解电位。
图1 电极电位随时间的变化由图1可知,对于纳秒脉冲的电化学极化过程,双电层的充电时间非常短,电极上过电位φ随时间变化,总是处于暂态过程中。
φ的表达式为φ=φ∞[1-exp(-tτ)](2)式中,φ∞为稳态过电位;τ为双电层充放电的时间常数。
当极化时间t≥5τ时,电极电位才能够达到稳态过电位的99%,电极反应过程达到稳定状态。
直流电解和脉宽在微秒级的脉冲电解都是利用电极过程进入稳态后的电化学反应实现加工的。
将式(2)中的指数项用泰勒级数展开,并略去高次项后,可以得到简化式:φ=φ∞tτ(3)对于工具阴极、工件阳极和电解液构成的电纳秒脉冲电流提高微细电化学加工精度的研究———张朝阳 朱 荻化学反应系统,在纳秒脉冲条件下电极暂态过程的加工模型如图2所示。
C d 、R r 、R e 构成了电化学反应的极间等效电路。
根据电路原理,充放电时间常数为τ=RC(4)式中,R 为等效电路电阻,是R r 和R e (或R e )的并联电阻值;C 为双电层的等效电容。
1.电解液2.超短脉冲电源3.工具阴4.电化学反应电阻R r5.非加工区电解液电阻R e6.加工区电解液电阻R e7.双电层电容C d 8.工件阳极图2 电极暂态过程的加工模型等效电路电阻R 与电解液种类、浓度和电极间的加工间隙有关。
工件上的加工区域极间间隙最小,电解液电阻也最小,记为R 1,决定双电层充放电的时间常数τ1=R 1C;非加工区域离工具阴极较远,电阻较大,记为R 2,时间常数τ2=R 2C 。
正是由于τ1<τ2,非加工区时间常数大,电极双电层还未完全充电就进入脉冲间歇的断电阶段,又开始放电,不能达到峰值电压;而加工区的双电层能够完全充电,电极电位接近电压峰值。
于是,造成了加工区和非加工区施加相同的脉冲电压却产生不同的过电位[6]。
电极电位的变化会影响电极界面的电流密度,进而影响电极上进行的电化学反应速度。
根据电化学极化的Butler -Volmer 方程,电极上双电层的过电位φ与电化学反应的电流密度i 的关系为i =i 0exp (βn FR g T aφ)(5)式中,i 0为交换电流密度;β为电极反应的传递系数;R g 为气体常数;T a 为绝对温度。