焊材烘干温度及保温时间(ASME)
- 格式:doc
- 大小:23.32 KB
- 文档页数:1


焊条:J522 4.0 J422 4.0 (酸性)焊丝:埋弧焊丝H08Mn¢4.0 H08A¢4.0 分条H08Mn¢3.2 H08A¢3.2 二保焊丝H08A¢1.2 焊剂:HJ431 (酸性)SJ101(烧结焊剂,碱性)焊条烘焙温度,回烘温度参考标准JB/T3223-96 《焊接材料质量管理规程》) 一、焊条烘干(以下为常用参数,对于不同厂家,有不同要求) 1、酸性低碳钢电焊条烘至150-200℃,保温0.5-1小时(如大西洋为150℃,0.5-1小时); 2、碱性低氢电焊条,烘至350℃-400℃,保温1-2小时(有的为350℃,1小时,有的380℃,1-2小时); 二、焊条保存 保存温度严格说应按照用途进行分级,对于钢结构焊条,要求较低,保存温度应不低于5℃,空气相对湿度不高于60%,存放时间通常为3年(超过三年不得在压力容器中使用),保证时间为2年,对于低氢焊条,即超过2年的要进行焊条的复验,严格是要求进行氢含量测定(有条件时参考本单位焊材质保等级要求)。
三、焊条回烘 一般可以重复烘焙2次,回烘温度和时间不变,超过2次须征求厂家意见再做决定(原则上不得超过2次)。
四、焊条报废 结构钢焊条,尤其低氢焊条,当出现药皮严重受潮,表面“白花”严重,发生药皮粘结结饼,或发现焊条药皮剥落时,可认为该焊条不具备使用功能,即报废。
五、焊条受潮后的影响 焊条受潮后,对焊接工艺的影响主要有: 1、电弧强烈,燃烧不稳定; 2、飞溅多、颗粒大; 3、熔深大,容易产生咬边; 4、熔渣的覆盖不均匀,焊缝形状粗糙,凸起、压坑出现; 5、熔渣清理困难,表面气孔增多; 6、致使焊缝表面出现裂纹。
焊条烘焙温度规范word格式序号型号烘焙温度(℃) 烘焙时间(小时) 保温温度(℃) 备注1 E5015 4002 100-150 结(J)5072 E4315 350 2 100-150 结(J)4273 E4303 200 1 100-150 结(J)4224 E5016 400 2 100-150 结(J)5065 E5515-B1 350 2 100-150 热(R)2076 E5515-B2 350 2 100-150 热(R)3077 E6015-B3 350 2 100-150 热(R)4078 E1-5MoV-15 350 2 100-150 热(R)5079 E0-19-10-16 200 1 100-150 奥(A)10210 E0-19-10Nb-16 200 1 100-150 奥(A)13211 E0-18-12Mo2-16 200 1 100-150 奥(A)20212 E1-23-13-16 200 1 100-150 奥(A)302 i813 E2-26-21-16 200 1 100-150 奥(A)402 Z14 E0-19-10-15 250 1 100-150 奥(A)10715 E0-19-10Nb-15 250 1 100-150 奥(A)13716 E0-18-12Mo2-15 250 1 100-150 奥(A)20717 E0-18-12Mo2V-15 250 1 100-150 奥(A)23718 E2-26-21-15 250 1 100-150 奥(A)40719 HJ401-H08A 250-300 2 100-150 焊剂(HJ)43120 HJ502-H10Mn2 250-300 2 100-150 焊剂(HJ)35021 烧结焊剂250-300 2 100-150 SJ10122 烧结焊剂250-300 2 100-150 SJ301J422,中“J”表示结构钢焊条,按用途分第一、二位数字“42”表示焊缝金属的抗拉强度等级(用MPa值的1/10表示),末位数字“2”表示药皮类型及焊接电源的种类A132中“A”表示奥氏体不锈钢焊条;第一、第二位数字表示焊缝金属主要化学成分组成末位数字表示药皮类型和焊接电源种类E4315中“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示焊条焊接位置,“0”及“1”表示用于全位置焊接(平、立、仰、横),“2”表示适用于平焊及平角焊,“4”适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。

焊材烘干温度一览表TD-577、TD-656、TD-707铸铁低氢系T-CAST 0.5% 300~350℃30~60分钟石墨系T-CAST50、T-CAST70、T-CAST100 1.5% 70~100℃30~60分钟镍基低氢系TNC-70A、TNC-70B、TNC-70C、TNM-10、TNM-9、TN-110、TNM-17、TNC-60 0.15% 350~400℃30~60分钟埋弧焊剂烧结型TF-385,565(碳钢用)350℃60分钟烧结型TFS-300(不锈钢用)200~300℃60分钟缺陷产生原因及防止措施一、缺陷名称:气孔(Blow Hole)焊接方式发生原因防止措施手工电弧焊(1)焊条不良或潮湿。
(2)焊件有水分、油污或锈。
(3)焊接速度太快。
(4)电流太强。
(5)电弧长度不适合。
(6)焊件厚度大,金属冷却过速。
(1)选用适当的焊条并注意烘干。
(2)焊接前清洁被焊部份。
(3)降低焊接速度,使内部气体容易逸出。
(4)使用厂商建议适当电流。
(5)调整适当电弧长度。
(6)施行适当的预热工作。
CO2气体保护焊(1)母材不洁。
(2)焊丝有锈或焊药潮湿。
(3)点焊不良,焊丝选择不当。
(4)干伸长度太长,CO2气体保护不周密。
(1)焊接前注意清洁被焊部位。
(2)选用适当的焊丝并注意保持干燥。
(3)点焊焊道不得有缺陷,同时要清洁干净,且使用焊丝尺寸要适当。
二、缺陷名称咬边(Undercut)焊接方式发生原因防止措施手工电弧焊(1)电流太强。
(2)焊条不适合。
(3)电弧过长。
(4)操作方法不当。
(5)母材不洁。
(6)母材过热。
(1)使用较低电流。
(2)选用适当种类及大小之焊条。
(3)保持适当的弧长。
(4)采用正确的角度,较慢的速度,较短的电弧及较窄的运行法。
(5)清除母材油渍或锈。
(6)使用直径较小之焊条。
CO2气体保护焊(1)电弧过长,焊接速度太快。
(2)角焊时,焊条对准部位不正确。
(3)立焊摆动或操作不良,使焊道二边填补不足产生咬边。
焊材的烘焙管理制度范文
1、焊条的烘焙
焊条烘焙温度应按使用说明书的要求执行。
在焊条烘焙过程中,箱内初始温度不得大于100℃,应缓慢加热,保温,缓慢冷却,严禁突然放入高温炉中或突然冷却,以免药皮开裂,经烘干的焊材应放入另一个100℃的低温箱内存放并随取随用。
对于焊条烘焙原始温度、升温速度、保温时间应认真记录,并有交接班签字手续,不同规格的焊条在同一烘箱内必须有明显标记,不得混淆。
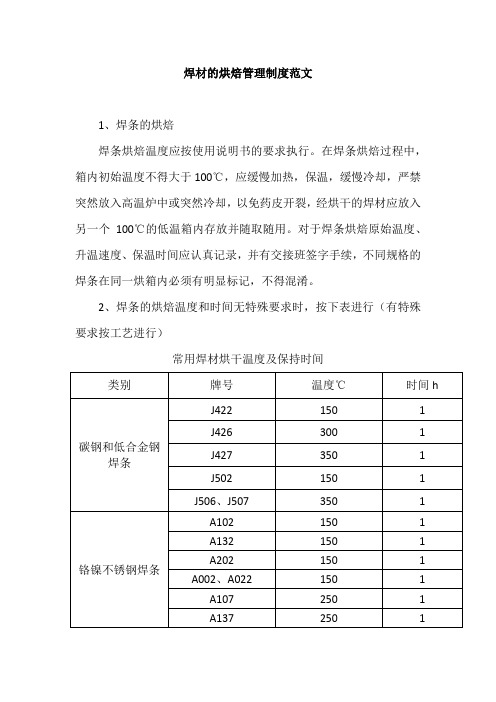
2、焊条的烘焙温度和时间无特殊要求时,按下表进行(有特殊要求按工艺进行)
常用焊材烘干温度及保持时间
3、焊剂的烘焙
焊剂在使用前必须进行烘焙,烘焙前按要求将焊剂清理干净。
焊剂的烘焙温度和保温时间按上表进行(有特殊要求的按工艺进行)。
4、烘烤焊条取出保温箱4小时内未使用完的焊条应重新按上表工艺要求烘培。
焊条烘焙一般不得超过两次,二次烘焙的焊材应做标记,避免三次烘焙,并不得发生药皮脱落现象。
5、焊剂烘焙后,生产中连续使用时间不得超过24小时,否则重新烘焙,但高温烘焙不得超过三次,下班前应将焊剂送交焊材二级库放入箱内保温。
6、焊材的烘焙过程必须做好记录,并保证车间领用的烘焙材不超过规定时间。

焊接材料烘焙规范及操作规程一、引言焊接材料的烘焙是一种重要的工艺操作,其目的是去除材料中的水分和其它挥发性物质。
本文将介绍焊接材料烘焙的规范及操作规程。
二、焊接材料烘焙规范1. 烘焙温度根据不同的焊接材料,应严格按照相关标准或制造商的建议,控制烘焙温度。
一般而言,焊接丝的烘焙温度一般在100°C 到300°C之间;焊剂的烘焙温度一般在100°C到150°C之间。
在烘焙过程中,应持续保持稳定的烘焙温度。
2. 烘焙时间焊接材料的烘焙时间一般根据具体材料而定,但通常不会超过4小时。
在确定烘焙时间时,应考虑焊接材料的含水率及挥发性物质含量。
烘焙时间过短可能导致未能完全去除水分和挥发性物质,从而影响焊接质量;烘焙时间过长可能会造成材料的质量损失。
3. 烘焙环境焊接材料的烘焙应在干燥、通风良好的环境下进行。
烘焙室的相对湿度应控制在40%以下,以确保焊接材料的质量。
在烘焙室内还应设置温湿度计,实时监测环境的温度和湿度。
4. 烘焙容器焊接材料烘焙时,应选择与材料相适应的烘焙容器。
一般情况下,不锈钢或铝制烘焙容器是比较常用的选择。
烘焙容器应具备耐高温、耐腐蚀的特性,以确保焊接材料不受污染。
三、焊接材料烘焙操作规程1. 准备工作在进行焊接材料烘焙操作前,应确认材料的品种、规格和数量是否正确,并检查烘焙设备的工作状态和温度控制系统的灵敏度。
2. 烘焙设备准备将烘焙设备清理干净,确保设备内部无灰尘、油污等杂物。
检查烘焙设备的加热器、温度控制系统等是否正常工作。
3. 材料烘焙将待烘焙的焊接材料放入烘焙容器内,放置均匀,不得重叠。
将烘焙容器放入预热好的烘焙设备内,并设置好烘焙温度和时间。
4. 烘焙过程监控在烘焙过程中,应定期检查烘焙设备的温度和湿度,并记录下来。
如果发现温度偏高或偏低,应及时调整设备的温度控制系统。
5. 材料冷却烘焙完成后,应将烘焙材料取出,并放置在室温下自然冷却。
冷却后的焊接材料应尽快使用,以避免再次吸湿。

焊材烘箱操作规程
1.焊条的烘干规范烘干温度各保温时间,严格按焊条生产厂推荐的烘干
规范或有关技术规范要求进行。
国外焊材的烘干规范,按提供的焊材质保书上要求进行烘干。
下表为国产焊材的烘干规范:
1.焊条类别酸性焊条碱性低氢型焊条碱性不锈钢焊条
2.保温时间1h
3.烘干温度150℃±10℃350℃-400℃250℃±10℃
2.焊条烘干时应徐徐升温、保温、缓慢冷却,严禁将冷的焊条放入已升
至高温的烘箱中,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷骤热而产生开裂或脱落现象。
3.同一烘干箱每次只能装入同种烘干规范的焊条进行烘干。
对烘干规范
相同,但批号、牌号、规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高,保证焊材烘干均匀。
4.烘干后的焊材,应贮放在温度为120-150度的恒温保温箱中,随用随
取。
5.当焊条在施工现场放置超过4小时后,应对焊条重新烘干处理,但焊
条反复烘干次数不得超过3次。
焊接材料烘焙规范及操作规程范文焊接材料烘焙是一项重要的工序,它对焊接质量和工件性能具有直接影响。
为了确保焊接材料的质量和稳定性,下面将介绍焊接材料烘焙的规范及操作规程。
1. 烘焙规范1.1 温度控制规范烘焙温度应根据焊接材料的种类和规格进行调整。
常用焊接材料的烘焙温度范围一般在80℃~150℃之间。
在整个烘焙过程中,应保持温度的稳定性,避免温度波动过大。
1.2 烘焙时间规范烘焙时间应根据焊接材料的吸湿性和规格进行确定。
一般情况下,焊接材料的烘焙时间在1小时左右。
但对于特殊材料,烘焙时间可能会有所不同,需要根据厂家提供的要求进行操作。
1.3 烘焙条件规范烘焙过程应在密封的设备或容器中进行,以防止外界空气对焊接材料的影响。
同时,烘焙设备或容器应具备良好的通风条件,以排除焊接材料中的潮气和有害气体。
2. 操作规程2.1 准备工作2.1.1 清洁工作台及烘焙设备:使用清洁布将工作台和烘焙设备表面进行擦拭,确保无灰尘和杂质。
2.1.2 准备焊接材料:按照具体焊接工艺要求准备焊接材料,确保材料的种类和规格与焊接工艺一致。
2.2 烘焙操作2.2.1 开启烘焙设备:根据烘焙要求,将烘焙设备预热至指定温度,开启设备排除潮气和有害气体。
2.2.2 焊接材料放置:将焊接材料按照要求放置在烘焙设备的托盘或容器中,确保材料间的间隔适当,以保证烘焙的均匀性。
2.2.3 烘焙时间控制:根据焊接材料的吸湿性和规格,设定烘焙时间,开始烘焙过程。
2.2.4 确认烘焙结束:烘焙时间到达后,关闭烘焙设备,取出焊接材料。
用温度计测量焊接材料的温度,确认是否达到烘焙要求。
2.3 封存操作2.3.1 封存包装:将烘焙结束的焊接材料迅速放入密封包装袋中,并将包装袋封闭,以防止外界湿气的侵入。
2.3.2 标签记录:在包装袋上标注焊接材料的种类、规格、烘焙时间和日期,并进行记录。
2.3.3 存放要求:封存好的焊接材料应存放在干燥、通风、无腐蚀性气体的库房中,避免阳光直射和与湿气接触。
焊接材料保管、烘干发放回收管理规定(A版)1.目的:保证焊接质量,降低施工成本,符合质量程序要求。
2.项目对所有工程(含分包工程)的焊接材料实行统一管理,焊接材料是指用于工程的电焊条,焊丝、焊剂、鸨极等。
焊材由项目物资部组织统一烘干和发放。
从入库、出库、烘干、发放至回收应设专人管理。
3.焊材保管D焊材必须具有合格证及质量证明书,否则禁止入库。
2)焊条堆放时应按种类、牌号、批号、规格、入库时间分类堆放,并进行挂牌标识,库房应保持干燥、清洁,焊接材料必须放置在距地300mm、距墙30Omm的拖板或货架上。
3)焊接材料库房应保持适宜的温度和湿度(保证室内温度在5℃以上,相对湿度不超过60%)。
必要时,应配置暖风机、除湿机等设施。
保管员应每天两次定时观测并填写“库房温度、湿度记录表”。
4,焊材烘干1)设专人负责焊材的烘干、发放与回收,并做好详细记录,达到焊接材料使用的可追溯性。
2)焊条启封后确认外观检查,无脱皮、锈蚀、偏芯、开裂后按规定程序进行烘干。
3)焊接材料的烘干及保持温度应严格按有关技术标准或产品说明书的要求进行。
常用电焊条的烘焙温度及保持时间见(附录A),烘干的焊条应放在100~150C保温箱内,随用随取,使用时注意保持干燥。
低氢型碳钢、不锈钢焊条一般在常温下超过4小时应重新烘干,重复烘干次数不宜超过两次。
4)焊条烘干时应作记录,记录上应有牌号、批号、烘干温度及恒温时间等项内容。
5)焊条烘干时,焊条不应成堆或成捆的堆放,应铺放成层状,复层焊条堆放不能太厚(一般1~3层),避免焊条烘干时受热不均和潮气不易排除。
不同类焊材烘干前、后要予以分层放置。
6)当班所剩焊条和焊条头应退回烘干室,按规定作好标识重新烘干。
焊条领出后4小时内退回,可不进行重新烘干。
7)经二次烘干仍未用完的焊条不得用于正式工程,并作好标识。
5.焊材发放回收1)各个工程队根据需要由电焊工持本人“焊工操作证”和技术员签字的“焊材领用卡”领取焊条,烘干员按根数发放。
表1 焊接材料烘干温度(国内)Table1 baking temperature for weld consumables (China)1.焊条在常温下放置超过4小时以上时要重新进行烘干,重新烘干的焊接材料要标记清除、整洁、无污染。
Low hydrogen electrodes exposed in room temperature for more than 4h shall be redried. The weld consumables redried shall be marked clean, tidy, and no pollution.2.焊条的重复烘干次数不能超过3次,焊剂在重复使用时要与新焊剂混合使用,同时要清除掉焊剂中的熔渣、粉尘及杂质,旧焊剂的混合比例一般为30%,最高不能超过50%。
Electrodes shall not be redried more than 3 times. Flux recycled shall be used with new flux, if slag, dust, and impuritiesin that have been removed. Generally, the rate of recycled flux shall be 30% and never more than 50%.3.在焊材库内存放期超过1年(含1年)的焊材,应报质量控制部进行复验,复验合格后方能继续使用;若复验不合格,则不允许使用,隔离存放。
复验的项目包括:表面质量。
如有必要,则继续进行熔敷金属的化学成分分析,熔敷金属的力学成分分析。
For storage period of welding material more than 1 years (including 1 years), it shal l be reported to quality control department to re-test. Only retest qualified,it can be used again; if the re-test is not qualified, it is not allowed to use and shall be isolated. Retest c ontent includes: surface quality. If it is necessary, it shall continue the test of the chemica l and mechanical composition of deposited metal.编制:审核:批准:表2 焊接材料烘干温度(国外)Table2 baking temperature for weld consumables (foreign)保温4小时用,焊条重新烘干的次数不超过1次。