无损检测超声波二级培训教材演示教学
- 格式:ppt
- 大小:3.87 MB
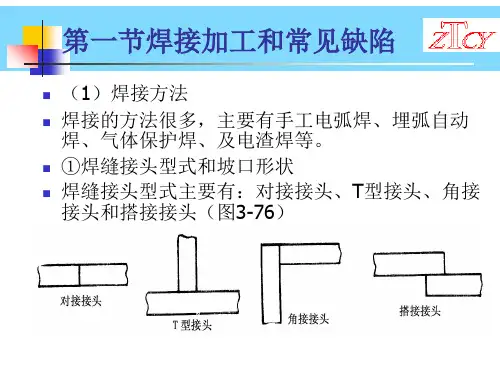
- 文档页数:143
ASNT UT-Ⅱ级通用知识培训教程厚板厂质检站2010年8月目录第一课概述 (1)超声波基本应用 (1)培训与资格鉴定 (1)第二课超声波检测简介 (3)超声波的特点 (3)超声波检测 (3)可闻声波和超声波的频率 (3)超声波的特点 (4)超声原理 (6)第三课超声检测设备 (14)专业术语 (14)术语 (15)设备电路 (15)设备控制钮(键) (17)两种基本的超声波检测系统 (22)第四课超声波的产生 (29)专用术语 (29)超声波的产生 (33)耦合剂 (35)第五课超声波的特性 (40)专业术语 (40)超声波的特性 (43)第六课时间/距离关系仪器校正/压缩波 (49)专业术语 (49)第七课无损检测基础 (57)无损检测简介 (57)第一课概述超声波基本应用超声是一种多用途的检测技术,它既可以用来检测各种金属产品,也可以用来检测非金属产品,例如焊缝、锻件、铸件、板材、管材、塑料和陶瓷制品等。
超声具有的一个优点是,在工件的一侧表面即可检测内部或皮下的不连续缺陷。
超声波检测的目的是利用下述手段来确保产品的可靠性:(1)获取有关缺陷的信息。
(2)在不破坏工件使用的情况下,揭示缺陷的特性。
(3)根据有关标准,区分合格品和不合格品。
培训与资格鉴定在使用本技术并对检测结果进行评价之前,技术人员和管理人员获得超声波检测资格是非常重要的。
美国无损检测学会推荐使用它们的文件“推荐实践SNT-TC-1A”。
这个文件为使用者提供了各种无损检测技术资格的必要指导。
按照这一文件,雇主制定一套“书面规定”,详细叙述技术人员如何进行培训、考核和资格鉴定。
建议学员学习SNT-TC-1A的最新版本,以了解文件推荐的,作为一名超声检测技术人员用于资格鉴定所必须的课堂教学时间和从业经历时间。
无损检测人员的资格鉴定由雇主负责,它一般分为三个等级:I级根据书面说明执行专门的标准、专门的检测和专门的评估。
Ⅱ级调校设备,并根据规定、规范和标准解释和评价检测结果。
超声波检测(UT)_II级人员培训教材第一篇:超声波检测(UT)_II级人员培训教材打“X“号表示“错误”,画“○“表示正确)(共20题,每题1.5分,共30分)1.质点完成五次全振动所需要的时间,可以使超声波在介质中传播五个波长的距离(0)2.超声波检测时要求声束方向与缺陷取向垂直为宜(0)3.表面波、兰姆波是不能在液体内传播的(0)4.纵波从第一介质倾斜入射到第二介质中产生的折射横波其折射角达到90°时的纵波入射角称为第一临界角(X)5.吸收衰减和散射衰减是材料对超声能量衰减的主要原因(0)6.我国商品化斜探头标称的角度是表示声轴线在任何材料中的折射角(X)7.超声波探头的近场长度近似与晶片直径成正比,与波长成反比(0)8.根据公式:C=λ·f 可知声速C与频率f成正比,同一波型的超声波在同一材料中传播时高频的声波传播速度比低频大(X)9.一台垂直线性理想的超声波检测仪,在线性范围内其回波高度与探头接收到的声压成正比例(0)10.在人工反射体平底孔、矩形槽、横孔、V形槽中,回波声压只与声程有关而与探头折射角度无关的是横孔(0)11.用sinθ=1.22λ/D公式计算的指向角是声束边缘声压P1与声束中心声压P0之比等于0%时的指向角(0)12.水平线性、垂直线性、动态范围属于超声波探头的性能指标(X)13.入射点、近场长度、扩散角属于超声波检测仪的性能指标(X)14.在超声波检测中,如果使用的探测频率过低,在探测粗晶材料时会出现林状回波(X)15.钢板探伤中,当同时存在底波和伤波时,说明钢板中存在小于声场直径的缺陷(0)16.探测工件侧壁附近的缺陷时,探伤灵敏度往往会明显偏低,这是因为有侧壁干扰所致(0)17.耦合剂的用途是消除探头与工件之间的空气以利于超声波的透射(0)18.按照经典理论,超声波检测方法所能检测的最小缺陷尺寸大约是(λ/2)(0)19.按JB/T4730-2005.3标准检验钢板时,相邻间距为70mm的两个缺陷,第一缺陷指示面积为20cm2,指示长度为50mm,第二缺陷指示面积为25cm2,指示长度为75mm,则此张钢板(1x1m)为II级(0)20.外径400mm,内径300mm压力容器用低合金钢筒形锻件,可按JB/T4730-2005.3标准检验(X)1.工业超声波检测中,产生和接收超声波的方法,最经常利用的是某些晶体的(c)a.电磁效应b.磁致伸缩效应c.压电效应d.磁敏效应2.对于无损检测技术资格等级人员,有权独立判定检测结果并签发检测报告的是(d)a.高级人员b.中级人员c.初级人员d.a和be.以上都可以3.焊缝中常见的缺陷是下面哪一组?(b)a.裂纹,气孔,夹渣,白点和疏松b.未熔合,气孔,未焊透,夹渣和裂纹c.气孔,夹渣,未焊透,折叠和缩孔d.裂纹,未焊透,未熔合,分层和咬边4.GB/T 9445-1999无损检测人员资格鉴定与认证规定的证书一次有效期最长为(b)a.3年b.5年c.10年d.15年5.下列材料中声速最低的是(a):a.空气 b.水 c.铝 d.不锈钢6.一般来说,在频率一定的情况下,在给定的材料中,横波探测缺陷要比纵波灵敏,这是因为(a)a.横波比纵波的波长短b.在材料中横波不易扩散c.横波质点振动的方向比缺陷更为灵敏d.横波比纵波的波长长7.超过人耳听觉范围的声波称为超声波,它属于(c)a.电磁波b.光波c.机械波d.微波8.波长λ、声速C、频率f之间的关系是(a):a.λ=c/f b.λ=f/cc.c=f/λ9.如果超声波频率增加,则一定直径晶片的声束扩散角将(a)a.减少b.保持不变c.增大d.随波长均匀变化10.有一个5P20x10 45°的探头,有机玻璃楔块内声速为2730m/s,被检材料(碳钢)中的声速为3230m/s,求入射角α的公式为(b)a.sinα=(3230/2730)•sin45° b.α=sin-1(3230/2730)•sin 45°c.tgα=(3230/2730)•Sin45°11.为减小超声波通过介质时的衰减和避免林状回波,宜采用(d)进行探伤 a.高频率、横波 b.较低频率、横波 c.高频率、纵波 d.较低频率、纵波12.缺陷反射能量的大小取决于(d)a.缺陷尺寸b.缺陷方位c.缺陷类型d.以上都是13.靠近探头的缺陷不一定都能探测到,因为有(c)a.声束扩散b.材质衰减c.仪器阻塞效应d.折射14.超声波在介质中的传播速度主要取决于(d)a.脉冲宽度b.频率c.探头直径d.超声波通过的材质和波型15.声束在何处开始超过晶片直径?(b):a.1.67倍近场 b.三倍近场c.从晶片位置开始16.超声波检测中对探伤仪的定标(校准时基线)操作是为了(c)a.评定缺陷大小 b.判断缺陷性质 c.确定缺陷位置 d.测量缺陷长度17.用对比试块对缺陷作定量评定,已知工件中缺陷埋藏深度为22mm,验收标准为Φ1.2mm平底孔当量,则应选用同材料对比试块中的(c)进行比较:a.Φ3-20mmb.Φ2-25mmc.Φ1.2-25mmd.Φ1.2-20mm18.锻件探伤中,如果材料的晶粒粗大,通常会引起(d)a.底波降低或消失 b.有较高的”噪声“显示 c.使声波穿透力降低 d.以上全部19.采用试块对比法探伤时,由于工件表面粗糙,会造成声波传播的损耗,其表面补偿应为(c):a.2dB b.4dB c.用实验方法测定的补偿dB值 d.对第一种材料任意规定的补偿dB值20.检验钢材用的商品化60°斜探头,探测铝材时,其折射角(a)a.大于60°b.等于60°c.小于60°d.以上都可能21.为使经折射透入第二介质的超声波只有横波,纵波在第一介质的入射角应(c)a.大于第二临界角 b.小于第一临界角c.在第一和第二临界角之间d.在第二和第三临界角之间22.用纵波直探头探伤,找到缺陷最大回波後,缺陷的中心位置(d)a.在任何情况下都位于探头中心正下方 b.位于探头中心左下方c.位于探头中心右下方d.未必位于探头中心正下方23.超声波检测条件的主要考虑因素是(f)a.工作频率b.探头和仪器参数 c.耦合条件与状态 d.探测面 e.材质衰减 f.以上都是24.锻件探伤中,荧光屏上出现”林状(丛状)波“时,是由于(d)a.工件中有小而密集缺陷 b.工件中有局部晶粒粗大区域c.工件中有疏松缺陷d.以上都有可能25.铸钢件超声波探伤的主要困难是(d)a.材料晶粒粗大b.声速不均匀c.声阻抗变化大d.以上全部26.当用双晶直探头在管材上测厚时,应使探头隔声层的方向与管材轴向(c)a.平行b.成45°角c.垂直d.成60°角27.按JB/T4730-2005.3标准规定,在一张钢板上有一指示长度为55mm的缺陷,其指示面积为20cm2,则该张钢板为(d)a.I级b.II级c.不合格d.其级别评定要视位置而定28.按JB/T4730-2005.3标准规定,缺陷指示长度小于10毫米时,其长度应记为(d)a.8毫米 b.6毫米 c.3毫米 d.5毫米29.按JB/T4730-2005.3标准规定,焊缝超声波探伤时,扫查灵敏度应不低于(b)a.定量线b.最大声程处的评定线c.判废线d.Φ2线30.JB/T4730-2005.3标准中对钢锻件进行质量等级分类的依据是(d)a.单个缺陷当量直径 b.缺陷引起的底波降低量c.密集区缺陷占检测总面积百分比d.以上都作为独立的等级分别使用三问答题(共5题,每题2分,共10分)1.什么叫“无损检测”?无损检测的目的是什么?常用的无损检测方法有哪些?答:在不破坏产品的形状、结构和性能的情况下,为了了解产品及各种结构物材料的质量、状态、性能及内部结构所进行的各种检测叫做无损检测;无损检测的目的是:改进制造工艺、降低制造成本、提高产品的可靠性、保证设备的安全运行。
全国无损检测学会人员资格认证培训超声检测技术(1、2级)屠耀元上海斯耐特无损检测技术培训中心2002.5--2007.12第一章概论1.1 无损检测概论一、无损检测的定义:不破坏材料的外形和性能的情况下,检测该材料的内部结构(组织与不连续)和性能,该技术称为无损检测。
英文全称:Non Destructive Testing (NDT)二、常用无损检测方法(1)射线检测:Radiographic Testing (RT)检测对象类型:金属;非金属。
焊缝;铸件。
检测缺陷类型:裂纹;气孔;未焊透;未融合;夹渣;疏松;冷隔等。
(2)超声检测:Ultrasonic Testing (UT)超声波的本质:机械波,它是由于机械振动在弹性介质中引起的波动过程,例如水波、声波、超声波等超声波的类型:纵波和横波表面波(瑞利波)、板波超声波的产生:仪器、探头超声波与工件的接触:耦合剂超声检测:原理超声波检测原理:探头发射的超声波通过耦合剂在工件中传播,遇到缺陷时反射回来被探头接收。
根据反射回波在荧屏上的位置和波辐高低判断缺陷的大小和位置。
检测对象类型:金属;非金属。
焊缝;板件;管件;锻件;铸件。
检测缺陷类型:面缺陷;体缺陷。
定性困难。
射线检测与超声检测比较:A. 射线检测优点是缺陷显示直观;定量、定位准确;可以定性;检测结果可以长期保留。
缺点是检测周期长;成本高;大厚度工件检测比较困难。
B. 超声检测优点是检测周期短;成本低;大厚度工件检测方便;缺点是不能显示缺陷形状;不能精确定量,不能定性。
(3)磁粉检测: Magnetic Testing (MT)漏磁场:铁磁材料磁化时磁力线由于折射而迤出到材料表面所形成的磁场称为漏磁场剩磁:铁磁材料磁化时所具有的磁性在磁化电流取消后继续存在的性质称为剩磁铁磁材料在磁场中被磁化后,缺陷处产生的漏磁场吸附磁粉而形成磁痕。
磁痕的长度、位置、形状反映了缺陷的状态。
磁粉检测技术的特点:检测表面和近表面缺陷;铁磁材料;常用检测方法:剩磁法;连续法。


超声波检测(UT) II级人员培训教材一是非判断题(在每题后面括号内打“X"号表示“错误",画“○"表示正确)(共20题,每题1.5分,共30分)1.质点完成五次全振动所需要的时间,可以使超声波在介质中传播五个波长的距离(0)2.超声波检测时要求声束方向与缺陷取向垂直为宜(0)3.表面波、兰姆波是不能在液体内传播的(0)4.纵波从第一介质倾斜入射到第二介质中产生的折射横波其折射角达到90°时的纵波入射角称为第一临界角(X)5.吸收衰减和散射衰减是材料对超声能量衰减的主要原因(0)6.我国商品化斜探头标称的角度是表示声轴线在任何材料中的折射角(X)7.超声波探头的近场长度近似与晶片直径成正比,与波长成反比(0)8.根据公式:C=λ·f 可知声速C与频率f成正比,同一波型的超声波在同一材料中传播时高频的声波传播速度比低频大(X)9.一台垂直线性理想的超声波检测仪,在线性范围内其回波高度与探头接收到的声压成正比例(0)10.在人工反射体平底孔、矩形槽、横孔、V形槽中,回波声压只与声程有关而与探头折射角度无关的是横孔(0)11.用sinθ=1.22λ/D公式计算的指向角是声束边缘声压P1与声束中心声压P0之比等于0%时的指向角(0)12.水平线性、垂直线性、动态范围属于超声波探头的性能指标(X)13.入射点、近场长度、扩散角属于超声波检测仪的性能指标(X)14.在超声波检测中,如果使用的探测频率过低,在探测粗晶材料时会出现林状回波(X)15.钢板探伤中,当同时存在底波和伤波时,说明钢板中存在小于声场直径的缺陷(0)16.探测工件侧壁附近的缺陷时,探伤灵敏度往往会明显偏低,这是因为有侧壁干扰所致(0)17.耦合剂的用途是消除探头与工件之间的空气以利于超声波的透射(0)18.按照经典理论,超声波检测方法所能检测的最小缺陷尺寸大约是(λ/2)(0)19.按JB/T4730-2005.3标准检验钢板时,相邻间距为70mm的两个缺陷,第一缺陷指示面积为20cm2,指示长度为50mm,第二缺陷指示面积为25cm2,指示长度为75mm,则此张钢板(1x1m)为II级(0)20.外径400mm,内径300mm压力容器用低合金钢筒形锻件,可按JB/T4730-2005.3标准检验(X)二选择题(将认为正确的序号字母填入题后面的括号内,只能选择一个答案)(共30题,每题1.5分,共45分)1.工业超声波检测中,产生和接收超声波的方法,最经常利用的是某些晶体的(c)a.电磁效应b.磁致伸缩效应c.压电效应d.磁敏效应2.对于无损检测技术资格等级人员,有权独立判定检测结果并签发检测报告的是(d)a.高级人员b.中级人员c.初级人员d.a和be.以上都可以3.焊缝中常见的缺陷是下面哪一组?(b)a.裂纹,气孔,夹渣,白点和疏松b.未熔合,气孔,未焊透,夹渣和裂纹c.气孔,夹渣,未焊透,折叠和缩孔d.裂纹,未焊透,未熔合,分层和咬边4. GB/T 9445-1999无损检测人员资格鉴定与认证规定的证书一次有效期最长为(b)a.3年b.5年c.10年d.15年5.下列材料中声速最低的是(a):a.空气 b.水 c.铝 d.不锈钢6.一般来说,在频率一定的情况下,在给定的材料中,横波探测缺陷要比纵波灵敏,这是因为(a)a.横波比纵波的波长短b.在材料中横波不易扩散c.横波质点振动的方向比缺陷更为灵敏d.横波比纵波的波长长7.超过人耳听觉范围的声波称为超声波,它属于(c)a.电磁波b.光波c.机械波d.微波8.波长λ、声速C、频率f之间的关系是(a):a.λ=c/f b.λ=f/c c.c=f/λ9.如果超声波频率增加,则一定直径晶片的声束扩散角将(a)a.减少b.保持不变c.增大d.随波长均匀变化10.有一个5P20x10 45°的探头,有机玻璃楔块内声速为2730m/s,被检材料(碳钢)中的声速为3230m/s,求入射角α的公式为(b)a.sinα=(3230/2730)•sin45°b.α=sin-1(3230/2730)•sin 45°c.tgα=(3230/2730)•Sin45°11.为减小超声波通过介质时的衰减和避免林状回波,宜采用(d)进行探伤a.高频率、横波b.较低频率、横波c.高频率、纵波d.较低频率、纵波12.缺陷反射能量的大小取决于(d)a.缺陷尺寸b.缺陷方位c.缺陷类型d.以上都是13.靠近探头的缺陷不一定都能探测到,因为有(c)a.声束扩散b.材质衰减c.仪器阻塞效应d.折射14.超声波在介质中的传播速度主要取决于(d)a.脉冲宽度b.频率c.探头直径d.超声波通过的材质和波型15.声束在何处开始超过晶片直径?(b):a.1.67倍近场b.三倍近场c.从晶片位置开始16.超声波检测中对探伤仪的定标(校准时基线)操作是为了(c)a.评定缺陷大小b.判断缺陷性质c.确定缺陷位置d.测量缺陷长度17.用对比试块对缺陷作定量评定,已知工件中缺陷埋藏深度为22mm,验收标准为Φ1.2mm平底孔当量,则应选用同材料对比试块中的(c)进行比较:a.Φ3-20mmb.Φ2-25mmc.Φ1.2-25mmd.Φ1.2-20mm18.锻件探伤中,如果材料的晶粒粗大,通常会引起(d)a.底波降低或消失b.有较高的"噪声"显示c.使声波穿透力降低d.以上全部19.采用试块对比法探伤时,由于工件表面粗糙,会造成声波传播的损耗,其表面补偿应为(c):a.2dB b.4dB c.用实验方法测定的补偿dB值d.对第一种材料任意规定的补偿dB值20.检验钢材用的商品化60°斜探头,探测铝材时,其折射角(a)a.大于60°b.等于60°c.小于60°d.以上都可能21.为使经折射透入第二介质的超声波只有横波,纵波在第一介质的入射角应(c)a.大于第二临界角b.小于第一临界角c.在第一和第二临界角之间d.在第二和第三临界角之间22.用纵波直探头探伤,找到缺陷最大回波後,缺陷的中心位置(d)a.在任何情况下都位于探头中心正下方b.位于探头中心左下方c.位于探头中心右下方d.未必位于探头中心正下方23.超声波检测条件的主要考虑因素是(f)a.工作频率b.探头和仪器参数c.耦合条件与状态d.探测面e.材质衰减f.以上都是24.锻件探伤中,荧光屏上出现"林状(丛状)波"时,是由于(d)a.工件中有小而密集缺陷b.工件中有局部晶粒粗大区域c.工件中有疏松缺陷d.以上都有可能25.铸钢件超声波探伤的主要困难是(d)a.材料晶粒粗大b.声速不均匀c.声阻抗变化大d.以上全部26.当用双晶直探头在管材上测厚时,应使探头隔声层的方向与管材轴向(c)a.平行b.成45°角c.垂直d.成60°角27.按JB/T4730-2005.3标准规定,在一张钢板上有一指示长度为55mm的缺陷,其指示面积为20cm2,则该张钢板为(d) a.I级 b.II级 c.不合格 d.其级别评定要视位置而定28.按JB/T4730-2005.3标准规定,缺陷指示长度小于10毫米时,其长度应记为(d)a.8毫米b.6毫米c.3毫米d.5毫米29.按JB/T4730-2005.3标准规定,焊缝超声波探伤时,扫查灵敏度应不低于(b)a.定量线b.最大声程处的评定线c.判废线d.Φ2线30.JB/T4730-2005.3标准中对钢锻件进行质量等级分类的依据是(d)a.单个缺陷当量直径b.缺陷引起的底波降低量c.密集区缺陷占检测总面积百分比d.以上都作为独立的等级分别使用三问答题(共5题,每题2分,共10分)1. 什么叫“无损检测"?无损检测的目的是什么?常用的无损检测方法有哪些?答:在不破坏产品的形状、结构和性能的情况下,为了了解产品及各种结构物材料的质量、状态、性能及内部结构所进行的各种检测叫做无损检测;无损检测的目的是:改进制造工艺、降低制造成本、提高产品的可靠性、保证设备的安全运行。