线圈绕制订制加工种类
- 格式:pdf
- 大小:292.00 KB
- 文档页数:2
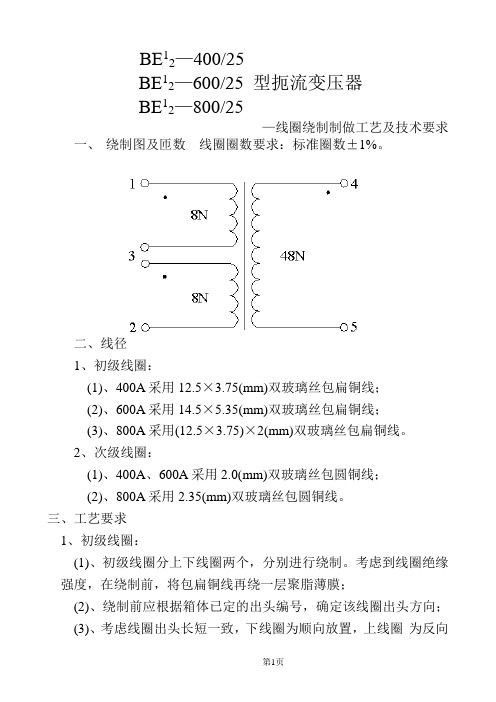
BE12—400/25BE12—600/25 型扼流变压器BE12—800/25—线圈绕制制做工艺及技术要求一、绕制图及匝数线圈圈数要求:标准圈数±1%。
二、线径1、初级线圈:(1)、400A采用12.5×3.75(mm)双玻璃丝包扁铜线;(2)、600A采用14.5×5.35(mm)双玻璃丝包扁铜线;(3)、800A采用(12.5×3.75)×2(mm)双玻璃丝包扁铜线。
2、次级线圈:(1)、400A、600A采用2.0(mm)双玻璃丝包圆铜线;(2)、800A采用2.35(mm)双玻璃丝包圆铜线。
三、工艺要求1、初级线圈:(1)、初级线圈分上下线圈两个,分别进行绕制。
考虑到线圈绝缘强度,在绕制前,将包扁铜线再绕一层聚脂薄膜;(2)、绕制前应根据箱体已定的出头编号,确定该线圈出头方向;(3)、考虑线圈出头长短一致,下线圈为顺向放置,上线圈为反向放置;(4)、初级线圈为排绕,每层绕制4匝,层间垫青壳纸,出头尺寸根据箱体另定。
2、次级线圈:(1)、根据初级线圈确定次级线圈的出头方向,绕向应与初级线圈一致;(2)、该线圈为本线圈出头,套玻璃丝套管,线圈为排绕,共一层,出头用白布带固定。
出头长度为280mm,绕制完后垫一层青壳纸,最外层绕一层白布带。
3、线圈浸漆(1)、初级线圈浸漆前须先焊完铜接头,两面加焊,对出头进行绝缘处理(用黄腊绸),调正后绕一层白布带,要求缠紧,密度以压每圈一半为宜。
(2)、浸漆两遍。
步骤为:去潮浸漆1遍烘干浸漆2遍烘干(3)、出头打磨,去掉氧化层,次级线圈出头处理,本线做环为φ6mm(预留长度)。
(4)、线圈出头调正备用。
四、铁芯采用气隙及要求(1)、400A、600A C型铁芯:32×64×160(mm) 2付;(2)、800A C型铁芯:32×64×190(mm) 2付;(3)、气隙均为0.5mm,实际垫聚脂薄膜(0.5mm厚)一层。

绕线有哪些不同的技术方法?一、手工绕线技术手工绕线是一种传统的绕线方法,通过人工将线圈缠绕在绕线机上。
这种方法适用于小规模生产和特殊材料的绕线,但其缺点是速度较慢、效率低下。
二、自动绕线机技术自动绕线机是一种使用机械设备进行绕线的技术方法,其具有高效率、高精度等优点。
自动绕线机能够实现快速而准确地将线圈绕制在绕线机上,极大地提升了生产效率和产品品质。
三、焊接绕线技术焊接绕线是一种将线圈焊接到特定位置的绕线方法,通常用于电子元器件和电机的绕线。
这种方法可以确保线圈的牢固性和安全性,保证产品的可靠性。
四、激光焊接绕线技术激光焊接绕线是一种新型的绕线方法,通过激光束将线圈进行焊接。
这种方法具有焊接速度快、焊接质量高、焊接效率高的优点,可以应用于高端电子元器件和精密仪器的绕线。
五、注浆绕线技术注浆绕线是一种将绝缘材料注入到线圈中的绕线方法,可以提高线圈的绝缘性能和耐压能力。
注浆绕线技术适用于高压绝缘线圈的制造,可以有效提升产品的可靠性和安全性。
通过上述不同的绕线技术方法,可以根据产品的特性和要求选择最适合的绕线方式。
手工绕线适用于小规模和特殊材料的绕线,自动绕线机技术可以提高生产效率和产品品质。
而焊接绕线技术和激光焊接绕线技术可以保证线圈的牢固性和焊接质量。
注浆绕线技术则可以提升产品的绝缘性能和耐压能力。
不同的绕线技术方法各有优劣,需要根据具体产品的需求来选择最合适的方法。
随着科技的发展和进步,绕线技术也在不断创新和改进,为电子元器件和电机的制造提供了更多的选择和可能性。
在今后的发展中,我们可以期待更加高效、精准和可靠的绕线技术的出现,为各行各业的电子设备和电机注入更强大的动力和创新。

线圈制造工艺流程及工艺要求绕线——包梭型——拉型——整型——压导线——包绝缘——热压成型——外屏处理(防电晕)1、绕线:a) 根据图纸校对绕线模尺寸、测量线规;b) 匝数准确;c) 松紧一致;d) 绕线过程中出现导线外绝缘损伤要及时修复;2、包梭型:a) 梭型包扎紧凑、平直;b) 刮净引线头;3、拉型:a) 根据(图纸)制作角度板,校对拉型机的角度、节距符合图纸要求(直线部分长3-5mm,鼻高符合图纸少10-15mm);b) 拉型过程应用力一致,尽量保证线圈的几何尺寸(直线和端部长度、端部弧度、跨距等);c) 弯引线,引线距离近量符合图纸;4、整型:a) 对整型胎,直线部分短3-5mm;b) 敲打线圈,使线圈附和整型胎,不可敲打端部和换位处;c) 不允许打成死弯;5、压导线:a) 利用角度板调整压型机;b) 做鼻高标尺;c) 按热压工艺进行(附表1);d)扒除白布带,不允许用剪刀等利器;e) 检查线圈外表有无损伤,如存在问题,及时反映;6、包绝缘:a) 校直线圈引线;b)包引线绝缘从距离鼻端25mm起始至斜边1/2处止;c)包扎对地绝缘要求紧、均匀,压缩量控制在15-20%,注意包扎层数和绝缘厚度;d)包端部要求紧、均匀,不能用过大的力,以防云母带被拉松;7、热压成型:a)利用角度板调整压型机;b) 按热压工艺进行(附表1);c) 清除余胶及飞边;d) 调整升高;e) 检查线圈各尺寸,如出现异常需查清原因后方可投入批量生产;8、防晕处理:a)图纸有防电晕要求的,才进行此项工作;b)防电晕漆必须搅拌均匀后方可使用;c)防电晕漆使用时只能采用高阻压低阻;d) 按防电晕处理工艺要求进行生产。
表1表2:高压电机线圈匝间耐压试验规范(适用于3至13.8KV):表3:线圈电晕试验值(厂内试验):表4:整机定子线圈电晕试验值(厂内试验):表5:线圈各工艺过程交流耐压试验:。

线圈是如何制造的?线圈在我们的日常生活中尤其是科技领域中扮演着重要的角色,它们可以用于汽车集成电路、移动电话通信系统、卫星定位系统等应用。
那么,线圈是如何制造的呢?1. 熔化线圈制作:这是最传统的线圈制作方法,它偏重于大批量生产,比如它可以用来生产一个比较粗糙的电感元件。
这种方法通常需要首先用一种熔点较高的金属(如铝)制成特定形状的结构,然后将铜线反复穿越整个结构,直到取得所需的结构效果。
2. 印刷线圈制作:这种制作技术被越来越多的工厂所采用,其精确性和厚度相比熔化线圈更佳。
印刷线圈的制作过程分为两步,首先是使用一种可复制的基础模具,然后使用一种功能胶将其正确导线圈粘贴在绝缘胶基材上。
3. 箔片线圈制作:其实,箔片线圈并不是真正的线圈,而是由多层薄片子体组件组成的变压器。
箔片线圈常用于超高频器件的制作,比如它可以用于调整电流的电路,或者在高功率电磁场辐射应用中。
其制作过程中,首先需要将薄板子体组件层层固定在一起,然后将导线穿过多个层中,这样就能取得所需要的结构效果。
4. 热形成线圈制作:有些重要的线圈,比如低频射频变压器,它们的制作需要准备特殊材料,例如高温胶、电学耐压绝缘性胶等,其中高温胶起到保护线圈的重要作用,电学耐压绝缘胶可以防止射频变压器有损坏,热形成线圈制作就是将这些材料通过热塑性工艺放置在绝缘基材上,然后将金属片置于此,从而取得线圈的结构效果。
最后,不同的线圈制作技术各有优缺点,选择不同的制作方法要考虑到特定应用的要求。
比如,如果要较高精度,则应采用熔化制作;如果要较厚的线圈,则应采用印刷制作;如果要高温绝缘能力,则应采用热形成制作。
最终,要制作高质量的线圈,关键在于非常严谨的制作程序,以及高标准严格的检验。

电机线圈的绕制工艺电机线圈的绕制工艺主要包括以下步骤:1.准备材料:根据电机的型号和规格,选择合适的导线、绝缘材料、涨紧器等材料,并准备好所需的工具和设备,如匝数仪、绕线机、成型机等。
2.绕制线圈:将导线按照电机的规格和要求进行绕制,根据不同的电机类型和结构,可以采用不同的绕线方式和工艺,但一般都需要保证绕组的松紧度、均匀度和匝数等参数符合要求。
将线圈材料绕制在电机铁芯上,根据电机的要求和设计的线圈匝数,绕制成所需的形状和尺寸。
3.成型:绕制完成后,将绕组进行成型处理,使其成为电机所需的形状和结构。
4.检查线圈:使用匝数仪等工具检查线圈的匝数和绕制质量,确保线圈符合要求。
5.包扎绝缘:对绕制好的线圈进行包扎和绝缘处理,使用绝缘材料如黄蜡绸带等,对线圈进行包扎和固定,提高线圈的绝缘性能。
对成型后的绕组进行包扎,一般采用收缩带、黄蜡绸带等绝缘材料进行包扎,以增加绕组的绝缘性能和机械强度。
6.组装电机:将绕制好的线圈组装到电机铁芯上,按照电机的要求进行接线和固定,确保电机运行平稳。
7.检查验收:对组装好的电机进行全面检查和测试,确认电机符合要求,可以正常运行。
包扎完成后,使用匝数仪等工具进行检验,测量绕组的匝数、电阻等参数,判断绕组是否符合要求。
8.存放:绕组帮扎完成后,将电机整齐的放在存放线圈的工位器上,以备后续的加工和装配。
以上是电机线圈绕制工艺的一般流程,不同的电机类型和规格可能会略有差异,但总体上都需要保证绕组的松紧度、均匀度和匝数等参数符合要求,以提高电机的性能和寿命。
实际的绕制工艺可能会根据电机的不同规格和要求而有所不同。
需要在绕制过程中严格按照要求进行操作,确保电机的质量和性能符合要求。
多层圆筒式线圈绕制工艺YY/ZY-23F/0一、适用范围本工艺适用于电压等级 10kV,容量1600kVA 及以下油浸式配电变压器多层圆筒式高压线圈的绕制,产品结构类似可参照本工艺执行。
二、设备及工具2.1设备:绕线机,绕线模,电阻对焊机,放线架,张紧装置,测定匝数装置,起吊设备。
2.2工具:曲线器,断线钳,活扳手,木棰,剪刀,千分尺,卡尺,卷尺。
2.3材料:纸槽,皱纹纸,白布带。
三、工艺准备4.1导线的规格应符合产品图纸及有关标准的规定,存放要保持干燥清洁。
4.2对线圈图纸进行仔细研究,明确技术要求和操作方法。
4.3检查使用的工具和设备是否完好可用,若发现工装设备有故障或损坏时,要及时检修或换新。
4.4对进行绕线用的绝缘筒要检查其内径及长度是否符合图纸规定,并应有质量合格证。
4.5绕线工作位置应有良好的照明,并保持环境整洁,操作者要懂得安全技术规程。
四、工艺过程5.1把导线由线盘拉出,调整张紧装置.要注意调整的拉紧力一定不要造成导线的明显拉伸和拉断。
5.2把导线按图纸规定绕向,用曲线器折成 90 度,弯折出头,使出头长度达到图纸规定尺寸, 包扎出头绝缘的厚度要满足技术要求,其中先用 0.05mm 的皱纹纸缠若干层,然后用布带包到指定的厚度。
5.3绕制前在绝缘筒上先绕一层绝缘点胶纸,接缝处不粘合,用布带绑扎,使之不影响线圈辐向尺寸即可。
5.4将纸板和电话纸粘合的端绝缘端头弯折成圆弧状,开始绕线时用导线压住端绝缘的电话纸后再进行绕线,绕到最末几匝时,先放好端绝缘,用与起端相同的方法用导线压住电话纸, 每次放端绝缘的厚度要达到图纸的要求。
5.5绕制导线到升层时,按图纸要求放置层间绝缘(0.08 电缆纸或DMD),层数按图纸规定,宽度略大于线圈轴向尺寸而不超过端绝缘,其中层间绝缘各层电缆纸之间要互相错开,端头错开5-15mm,每张绝缘纸自身搭头不小于 10mm。
5.6当绕到层间有油隙撑条(或瓦楞纸板)时,按图纸规定的尺寸放置,并在外层围一层绝缘纸板,并在其中部用临时布带扎紧,当线绕到它附近时,拆去临时扎紧布带,在升层起头处,需加包直纹布带,约 50-100mm 长,以保护该处绝缘,然后继续绕导线.如有需要可在油道处放置临时撑条。
线圈制造技术第一节 概述在电机实现能量转换过程中,绕组起着极为重要的的作用。
当绕组在磁场中旋转时,绕组将产生感应电势;当绕组中有电流流过时将产生磁场;如果在磁场中,绕组中有电流流过将产生电磁转矩。
所以,电机绕组按其用途分,有电枢绕组和磁极绕组。
绕组是由按一定的规律连接起来的许多绕组元件组成的,能独立存在的绕组元件也称为线圈。
直流电机的电枢一个槽内是把几个相邻绕组元件用绝缘材料组合包扎起来就成为一个整体称为直流电枢线圈。
一般一个绕组元件有两个出头,直流电枢线圈的出头是由放在同一个电枢铁心槽内的相邻线圈元件数决定的。
根据电机的性能和使用范围的不同,线圈的结构和制造方法也各不相同。
按线圈的外形和制造方法分,有硬绕组(成型绕组)和软绕组(散嵌绕组)。
一般用扁电磁线、铜扁线制成的绕组为硬绕组,在大、中功率的直流和交流电机中广泛采用硬绕组;用圆电磁线绕制成的散嵌绕组为软绕组,主要用于中、小功率的异步电机和励磁电机。
线圈主要由导电材料和绝缘材料两大类材料制作成的。
在牵引电机线圈中所用导电材料全部采用铜导线,所用的绝缘材料的耐热等级大部分采用H 级,目前越来越多的电机采用200级。
线圈在制作过程中根据企业能力和水平的不同,采用的制造方式也不同。
线圈制造的方式有:机械制造、半机械制造或手工制造。
靠的是非标设备和专用工装、模具,用手工来完成的。
随着电机体积功率的不断加大,对线圈制造精度的要求也越来越高。
要严格控制线圈制造各工序质量,才能保证下工序电机装配要求。
为了提高线圈的规整性和一致性,机械制造是线圈的发展方向。
线圈在制造过程中要注意防止毛刺的产生,各生产环节尽可能避免对导线和绝缘的损伤。
否则,易造成线圈匝间短路和电机对地击穿。
电机在运行过程 中线圈将受到电磁作用、热作用、机械振动作用以及环境因素的影响,因此,不断采用先进的制造技术,进一步完善和提高线圈制造工艺水平,对提高线圈制造质量和牵引电机运行的可靠性有着重要的意义。
高频线圈制作方法1. 引言高频线圈是一种用于产生高频电磁场的元件,广泛应用于通信、电子设备、医疗器械等领域。
它由导线绕制而成,具有较高的电感和较低的电阻。
本文将介绍高频线圈的制作方法,包括材料选择、绕制工艺、测试方法等。
2. 材料选择2.1 导线高频线圈的导线一般选择电阻小、导电性能好的材料,如铜、银等。
铜导线具有良好的导电性能和耐腐蚀性,适用于大多数高频应用。
银导线导电性能更好,但成本较高,一般应用于对导电性能要求较高的场合。
2.2 绝缘材料绝缘材料用于包裹导线,以防止导线之间或导线与其他元件之间发生短路。
常用的绝缘材料有聚四氟乙烯(PTFE)、聚乙烯(PE)、聚氯乙烯(PVC)等。
选择绝缘材料时,需要考虑其耐高温、耐电压、耐腐蚀等性能。
3. 绕制工艺3.1 绕制方式高频线圈的绕制方式有多种,常见的有单层绕制和多层绕制。
单层绕制适用于电感较小的线圈,绕制简单、成本低,但电容较大。
多层绕制适用于电感较大的线圈,可以减小线圈的尺寸和电容。
3.2 绕制工具绕制高频线圈需要使用一些特殊的工具,如绕线机、线轴、导线夹等。
绕线机可以提高绕制效率和精度,线轴用于固定导线,导线夹用于固定导线的起始和结束位置。
3.3 绕制步骤绕制高频线圈的步骤如下:1.准备所需材料和工具;2.将导线固定在线轴上,用导线夹固定导线的起始位置;3.按照设计要求,将导线绕制成所需的圈数和形状;4.绕制完成后,用导线夹固定导线的结束位置。
4. 测试方法4.1 电感测试电感是衡量线圈性能的重要指标,可以通过电感测试仪进行测量。
测试时,将线圈连接到电感测试仪上,根据测试仪的指示进行操作,即可得到线圈的电感值。
4.2 电阻测试电阻是线圈中导线的电阻,可以通过万用表或电阻测试仪进行测量。
测试时,将测试仪的探针连接到线圈的两端,读取测试仪的数值,即可得到线圈的电阻值。
4.3 耐压测试耐压测试用于测试线圈在一定电压下是否能正常工作。
测试时,将线圈连接到耐压测试仪上,逐渐增加电压,观察线圈是否出现击穿、放电等异常情况。
线圈订制加工种类
电子电工上使用的线圈有很多种,由于绕制设备的多种多样,所以用户的普通结构和复杂结构的线圈,都可以得到加工订制,包括民品、工业品和军品线圈。
下面简单对BYHY线圈进行总结分类。
线圈种类
用途线圈实物图片
小型精密
电流互感器线圈隔离,交流电流测量,
多种电流变比输出可选
小型精密
电压互感器线圈隔离,交流电压测量,
多种匝比可选
隔离隔离,交流电流测量,多种开孔尺寸可选,母线电流
AC100A~AC5000A
额定输入电流AC1A
零序及剩余电流
互感器线圈磁芯电感线圈
用于
各种DC/DC电流变换,
滤波,抑制干扰,等。
形状多种多样,
立式卧式立式、卧式。
形状、线圈数、匝数、
匝比线径绝缘
订制磁芯特种线
圈
匝比、线径、绝缘、
密封、引线等,
各种参数可以定制加工。
其中包括空心线圈和
军工级别。
用途
绕线机种类
直排绕线机绕制一字形线圈
跑道型绕线机绕制矩形线圈
小型环形绕线机绕制环形线圈直径:Φ10mm~Φ100mm
中型环形绕线机绕制环形线圈直径:Φ50mm~Φ400mm。