FISCHER小角度裁断机培训教材2
- 格式:doc
- 大小:6.87 MB
- 文档页数:62
FISCHER小角度裁断作业指导书1目的为小角度裁断工艺过程控制而制订。
2适用范围本作业指导书适用于全钢小角度裁断工艺过程控制。
3参考文件无4名词和定义无5权责6 内容及要求6.1 工艺及质量要求6.1.1工艺流程(见附件1)6.1.2带束层裁断工艺及质量要求:6.1.2.1测量方法:换帘布卷、换规格或交接班开始时用钢直尺测量宽度和斜边长度。
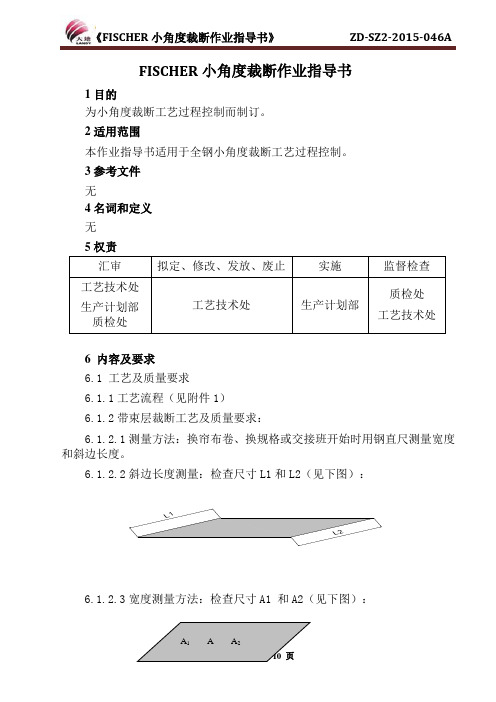
6.1.2.2斜边长度测量:检查尺寸L1和L2(见下图):6.1.2.3宽度测量方法:检查尺寸A1 和A2(见下图):6.1.2.4 裁断接头修边示意图:6.1.2.5裁断胶片贴合示意图:注1:胶片表面无杂物、无自硫胶、无喷霜质量缺陷。
注2:帘布表面无喷霜、露白、杂物、自硫胶、稀线、并线、跳线、多胶等质量缺陷。
注3:胶片贴合时不允许出现漏贴,搭接宽度≤30mm。
注4:胶片贴合时若出现打褶、气泡等现象,立即停机处理。
6.1.2.6接头重叠:不允许6.1.2.7接头开口:<1根6.1.2.8接头稀线:<1根6.1.2.9接头帘线凸起:<1mm6.1.2.10裁断处帘线露头:<1mm6.1.2.11裁断接头错边:<2mm6.1.2.12根据施工标准将胶片贴合到正确的位置。
6.1.2.13带束层相对于工字轮中心线的偏差:<20mm。
6.1.2.14裁断后的小卷存放环境要求:见《全钢生产环境作业指导书》。
6.1.2.15大小卷垫布、钢丝帘布要保持清洁,不得落地,垫布不得有脱层、破损。
6.1.3子口3号带裁断工艺及质量要求:6.1.3.1每裁100次左右或更换裁断宽度时用米尺测量中间宽度(见下图尺寸A)值,以防宽度发生波动。
胶片厚度公差: ±0.2mm(M)尺寸A公差: ±1mm(C)尺寸B公差: ±3mm(M)尺寸C公差: ±1mm(N)尺寸D公差: ±2 mm (M)注1:胶片表面无杂物、无自硫胶、无喷霜质量缺陷。
注2:双倍宽子口补强层、1#/3#带束层表面无喷霜、杂物、接头稀线、打褶、露白、自硫胶等外观缺陷。

小角度裁断机安全操作规程范本一、总则为了保证小角度裁断机的安全运行,确保操作人员的人身安全,提高工作效率,制定本安全操作规程。
二、操作人员的责任和义务1. 操作人员必须熟悉小角度裁断机的结构、原理、性能以及各个部位的功能和操作方法,具备使用小角度裁断机所必需的训练和技能;2. 操作人员必须服从公司的安全管理制度和规章制度,严格按照本安全操作规程进行操作;3. 操作人员必须定期参加安全培训和操作技能培训,及时更新知识和技能;4. 操作人员必须穿戴符合安全要求的个人防护设备,保证自身的安全;5. 操作人员必须经常对小角度裁断机进行检查和维护,确保其正常运行和安全性。
三、安全操作规程1. 在操作小角度裁断机之前,必须检查其开关、按钮、刀具等部位是否正常,确保没有故障和损坏;2. 操作人员必须将小角度裁断机放置在平稳的地面上,在操作过程中不得移动或搬动;3. 操作人员必须保持机器周围的工作场地整洁,避免杂物、油污等物品妨碍操作;4. 在操作小角度裁断机之前,操作人员必须戴好个人防护设备,包括安全帽、防护眼镜、防护手套等;5. 操作人员必须确保裁断机的电源开关处于关闭状态,插头必须插入可靠接地的插座;6. 操作人员在操作小角度裁断机时,必须站稳并保持警觉,不得将手部或其他身体部位靠近刀具,以免发生危险;7. 在切削过程中,操作人员不得用力过猛,以免导致危险的反冲;8. 在替换刀具时,操作人员必须先关闭电源开关,等待刀具完全停止运动后才能进行操作;9. 在操作过程中发现小角度裁断机有异常声音或其他异常情况时,操作人员应立即停止操作并报告上级或维修人员处理;10. 操作人员在完成小角度裁断机操作后,必须关闭电源开关,将机器清洁干净并存放在安全的位置,以免他人误操作。
四、事故处理与应急措施1. 如果在使用小角度裁断机的过程中发生事故,操作人员必须立即停止操作,切断电源,并立即向上级报告;2. 在事故处理过程中,操作人员必须按照公司的应急措施进行处理,并配合相关人员的工作;3. 在事故发生后,操作人员必须参与事故调查和分析,以便改进安全管理工作。
鞋业培训教材裁断技术培训教材目录第一章:裁断机的基本原理 (1)第一节:裁断机的组成部件 (2)第二节:紧急按钮的使用 (3)第三节:设定按钮的使用 (4)第四节:机手的基本操作技巧 (5)第二章:材料的基本知识 (6)第一节:常用的鞋帮材料 (7)第二节:常用的底材料 (8)第三章: 刀模 (9)第一节:刀模的识别 (10)第二节:刀模的使用 (11)第三节:刀模的护理 (12)第四章:裁断工艺技术 (13)第一节:面料的裁断 (14)第二节:里料的裁断 (15)第三节:底料的裁断 (16)第一章裁断机的基本原理鞋业培训教材当今世界日新月异,而制鞋生产同在蓬勃发展,随着鞋用材料品种越来越多,工作效率和品质要求越来越高,制鞋设备也越来越先进,种类也越来越多,其中之一就有裁断机器。
第一节裁断机的组成部件裁断机按传动原理分为机械传动和液压传动两大类。
其组成部件大同小异,一般主要由压板机构、传动机构、离合与制动机构以及操纵机构等部分组成。
1.机械传动裁断机机械传动裁断机是用机械传动的方法带动压板作上下运动,通过刀模完成对材料的冲裁。
机器压板的上下运动是由电动通过飞轮带动曲柄连杆机构得到的,使用时,先接通电源开关,将待裁的皮料置于工作台砧板上,并把刀模放在压板下方待冲裁的皮料上,按下操纵杆接通离合器、飞轮,即通过曲柄连杆机构使得压板实行一次下压运动,压向置于皮料上的刀模实行对材料的冲裁。
冲裁完成后,压板回至上部起始位置。
2.液压传动裁断机液压传动裁断机是以液压油为工作介质,以油缸为执行机构,带动压板作上下运动来完成对材料的冲裁。
我们华坚公司所使用的“颖晖”裁断机就是其中之一。
这种裁断机有一个框形的机架及一个上横梁压板可以在左右两侧的导轨槽内上下滑动。
工作时,该机与大多数油压传动裁断机一样,都是采用三位四通电磁换向阀来控制驱动压板上下运动的工作油缸,即通过电磁换向阀改变液压油流向油缸两腔的方向,就可以达到控制油缸活塞上下运动的目的,从而实现和其相连的上横梁压板上下运动的。

小角度裁断机安全操作规程范本一、总则1. 本规程旨在加强对小角度裁断机的安全管理,确保操作人员的人身安全和设备的正常运行。
2. 所有使用和操作小角度裁断机的人员必须严格遵守本规程,不得擅自违反或疏忽操作。
3. 如果有任何安全问题或紧急情况发生,在确保人身安全的前提下,操作人员应立即报告上级主管。
二、操作前的准备工作1. 操作人员必须穿戴符合要求的劳动防护用品,包括安全帽、防护眼镜、防护手套、防护鞋等。
2. 小角度裁断机必须经过定期检修和维护,确保各部件功能正常,不得存在任何故障或缺陷。
3. 使用电动小角度裁断机时,应确保电源线和插头完好无损,接地良好。
4. 使用机器前,应检查操作台面、地面及周围是否干净整洁,无杂物和障碍物。
三、操作时的注意事项1. 操作人员不得擅自调节小角度裁断机的设定参数,如刀具压力、速度等。
2. 进行操作前,必须熟悉小角度裁断机的使用说明书,了解其结构、原理和安全注意事项。
3. 每次操作前,应进行试运行,确保机器无异常噪音和震动,各部件运转平稳。
4. 在操作过程中,不得随意触摸机器运行中的部件,尤其是刀具、传动装置等。
5. 操作人员应保持专注,不得在操作时讲话、打电话、吸烟等,以免分散注意力造成事故。
6. 操作人员在操作时应保持正确的动作和姿势,不得过度劳累或姿势不当。
7. 遇到设备异常情况时,如发生异常噪音、震动、异味等,操作人员应立即停止使用并报告上级。
四、安全操作流程1. 打开小角度裁断机前,确保刀具已装配好且牢固固定,切割台面上无残留杂物。
2. 要保证工件与切割工具之间有足够的距离,以免发生切割时的意外伤害。
3. 在开始切割之前,应先将工件靠近刀具,然后轻轻地将其滑入刀具所在的切割区域。
4. 在进行切割操作时,要用力均匀、稳定地推动工件,以保持切割过程的平稳和准确。
5. 切割结束后,应立即停止小角度裁断机,待切割块完全停止运动后,方可进行下一步的操作。
五、紧急处理措施1. 如发生突发事故或设备故障,操作人员应立即停机,并按机器上标注的应急按钮进行处理。

一、裁断机的检查裁断机的检查主要是日常检查。
主要内容是有关设备的振动、异音、松动、温升、压力、流量等。
一般可以从设备运转运转状态中的外表现象靠感官、简单仪器、加工产品的状态等方面判断机器的性能和工作状态的优劣。
如机械裁断机轴承的温度、压力和速度、冲裁精度、噪声、液压裁断机的油质和泄漏,等等。
总之,要根据裁断机的复杂程度、性能的特点、对产品质量的重要性等方面确定检查的部位、周期等内容,以制订修理部位、时间和技术准备。
检查工作一般由操作工、维护工共同负责。
二、裁断机的润滑裁断机润滑是减少零件在运转中的磨损,避免故障的重要措施。
机械裁断机轴承润滑不良导致发热咬死等事故。
所以,润滑工作是裁断机维护的重要内容之一。
实行润滑“五定”的方法,它把日常润滑工作规范化、制度化、内容精炼、简单易记。
具体内容是:1、定点:确定设备的润滑部位,润滑点和检查点。
2、定质:按照机器说明书中规定的油脂牌号用油。
3、定量:确定设备润滑部位的加油量,防止浪费、治理设备漏油。
4、定期:按机器说明书中规定的时间加油、添油和清洗油,保证及时润滑。
5、定人:确定润滑工作的操作工或维修工,责任到人。
三、机器的维护和保养的要求裁断机的日常维护,由操作工负责。
操作工必须熟悉设备结构、遵守操作维护规程。
1、工作开始前(换班或中断工作)应对机器的主要部分进行检查,加注润滑油。
2、班中严格按设备操作规程使用设备,注意观察设备运行状况,发现问题及时处理或报告。
3、在每班工作结束前,应进行一次清洁工作,并对各摩擦面及光亮表面涂以润滑油。
4、机器在正常两班制的工作情况下,每隔二星期对机器进行全面清理和检查一次。
5、如机器欲较长时间搁置不用时,须将所有光亮面擦拭干净并涂以防锈油,用塑料罩将整机遮盖。
6、拆装机器时不得使用不合适的工具和不合理的敲打方法。
7、液压裁断机应定期换液压油(每年一次),检查滤网是否堵塞以及破裂,各油缸部件是否有渗油现象。
四、技术安全注意事项:1、在开启裁断机之前,必须检查工作台面,不允许有非生产的物体(如工具、木棒、铁杆等),避免造成成人体伤害。
受控状态:受控(√)/非受控()受控部门:文控中心裁切技能培训教材目录第一节工位简介... ... ... ... ...... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... (3)第二节工位规范与操作要求... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... (4)第三节辅料控制...... ... ... ... ...... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... (9)第四节裁切... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ...... ... ... ... (9)第五节包装... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... (11)备注:以下内容随实际生产情况改变,非最终版本;内容如与最新下发的WI不符,则以WI为准。
第一节工位简介1. 环境要求:裁切温控区:温度15℃~25℃;湿度:20%~70%原材料升温区:温度15℃~20℃;湿度:20%~70%2. 物料介绍包装作业中会使用的物料,垫板(Back-up board),盖板(Entry board)等.以下逐一介绍:下图为包装作业中几种物料的示意图.盖板的材料:以下简述其种类及优缺点盖板待包材料下垫板2.1复合材料- 是用木浆纤维或纸材,配合酚醛树脂当成黏合剂热压而成的。
其材质与单面板之基材相似。
此种材料最便宜.2.2 铝箔压合材料─是用薄的铝箔压合在上下两层,中间填去脂及去化学品的纯木屑。
裁断工艺基础知识培训裁断工艺是纺织行业中非常关键的一个环节,它涉及到纺织品的成品制作和质量控制。
在裁剪过程中,面料要按照制定好的尺寸和形状进行裁剪,并且进行必要的加工,以保证成品的质量和外观。
以下是关于裁断工艺的一些基础知识培训内容:1. 面料准备:在进行裁剪之前,首先要确保面料是完好无损的,并且经过洗涤和熨烫等工序后没有缩水,以免影响裁剪精度和成品尺寸。
2. 布料的放样:根据衣物的设计图纸和尺寸要求,将面料进行放样。
放样的过程中需要注意面料的纹理方向和图案的对称性,以保证成品的外观效果。
3. 裁剪工具的选择:裁断工艺中使用的主要工具是裁剪剪刀或者裁断机。
在选择工具时,需要考虑面料的类型和厚度,以及裁剪剪刀或者裁断机的切割能力和操作性能。
4. 尺寸测量与标记:在进行裁剪之前,需要使用尺子或者裁剪尺来测量和标记面料的尺寸。
尺寸的测量和标记应该准确无误,以避免成品尺寸的偏差。
5. 细节处理:在裁剪过程中,需要对衣物的细节部分进行适当的处理。
比如,对纽扣孔、口袋和袖口等部分进行剪裁和加工,以确保成品的完整性和良好的外观。
6. 裁剪精度的控制:在裁剪过程中,要注意控制裁剪的精度,尽量减少误差。
对于一些要求较高的面料和款式,可以使用裁断机来提高裁剪的精度和效率。
7. 裁断后的加工:在裁断完成后,需要对成品进行一些必要的加工,比如整理边缘、缝边、处理纽扣孔等。
这些加工可以提高成品的质量和外观,使其更符合设计要求。
通过以上基础知识培训,希望能够让学员了解裁断工艺的基本原理和操作技巧,提高他们的裁断技能和工艺水平,从而提高纺织品的成品质量和生产效率。
8. 面料的选择和理解:裁断工艺的成功与否,很大程度上取决于对不同类型的面料的选择和理解。
不同的面料有不同的特性和特点,例如弹力布料、厚重布料、薄纱布料等,它们的裁剪方式和处理方法都不尽相同。
因此,学员在裁断工艺培训过程中,需要学会区分各种面料的特点,了解它们的强度、伸缩性和耐磨性等属性,以便在裁剪过程中进行正确的操作。
120万套1# 、3#小角度裁断机培训教材一、设备介绍:本设备由以下几部分组成1)帘布导开单元2)送料定长单元3)帘布输送单元4)帘布接头单元5)储料单元6)贴胶片单元7)卷取单元二、设备操作:中英文对照:不准处请参照原文一、键块在控制台上有三种不同颜色的键盘和按钮:灰色计算机键盘:这种键盘控制上位机和安装模式下设定参数之用;蓝色按钮:通过按蓝色按钮可以在不同模式下界面之间的切换;绿色按钮:绿色按钮(标记有“Px”)用于不同模式下的启动或设备各部分的移动。
二、按键时的确认当操作按钮被按下时,界面上其相对应的区域有高亮度闪烁显示的现象,这说明该操作已被确认。
三、错误信息在该图片上的底部有一行会为显示错误信息而设定的词组出现,它们是:导开(LET OFF)、定长送料(ADV ANCE)、切刀(CUTTER)、接头(SPLICER)、过渡储料(SLITTER)、胶片贴合(FUM EDGE)、卷取(WIND UP)、小车橱柜(CABINET)。
这些信息能告诉你生产线上的哪一部分有错误存在,错误存在部分的该词组会点亮成红色显示,其它无故障部分将显示为绿色。
在故障诊断信息显示界面里将进一步详细的介绍该错误部分哪一个元件(包括其编号和描述)出现故障。
闭合控制柜上的主电源开关上位机上的监视器会自动启动FISCHER用户软件,显示“错误诊断(ERROR DIAGNISTIC)”图片或“费舍尔(FISCHER)”图片。
“费舍尔”图片中显示费舍尔公司的英文名字、软件设计日期和当前时间,并且在其英文名字下面提示有“Please turn Control V oltage on(请打开控制电压)!”字样。
操作台上的“操作/维修(OPERATION/MAINTENANCE)”钥匙开关应打到“操作挡”位置。
如果“费舍尔”图片出现在监视器上,按“控制电压开(CONTROL VOLTAGE ON)”,就会显示“启动主电机(START MAINMOTOR)”界面。
启动主电机界面上显示“If you want to work with me , please P1”和保持启动时间(Remaining Start up time)为40秒。
当按下P1按钮后,主电机(切刀电机)就会被启动。
30秒之后,主电机界面会自动转换到手动模式(MANUAL MODE)下的界面。
在这种模式下,帘布修边装置和定长送料装置可以单个操作而不受其它影响。
所有安全网门必须关闭复位。
另外,该界面最下部分也显示设备各部分故障状态监视等。
一、1号输送带P1键:1号输送带上移,P2键:1号输送带下移;P3键:1号输送带前移,P4键:1号输送带后移,P5键:1号输送带左移,P7键:定长磁性吸附棒上移;P8键:定长磁性吸附棒下移P9键:定长磁性吸附棒前移,P10键;定长磁性吸附棒后移P11键:按一下P11键,切刀便向下裁断一次,帘布导开P12键:帘布导开辊正转(forward),帘布向前导开;P13键:帘布导开辊反转(reverse),帘布后退卷取;P14键:是否使用导开纠偏;P16键:调试时使用,测试指示灯是否输出;回原点复位操作在手动状态下,按操作台上的蓝色“GO HOME”键,界面就会转换到GO HOME MODE下。
该界面下复位的装置有两项:定长送料后退(P1键)和裁断角度(P3键)。
然后,按P1和P3键,其相对应的部分就会动作:定长磁性棒后退到原点;裁断角度装置移动,其上的报警喇叭鸣笛,报警灯闪亮,直到到达设定角度为止。
如果复位操作界面上的相对应的长条框被点亮,说明该装置已经成功完成复位,其左边就会有对号“し”显示。
压蓝色退出(EXIT)功能键,该界面即可退换到手动界面上。
另外,该界面最下部分也显示设备各部分故障状态监视等。
压功能键SETUP即可转换到安装模式下,前提条件是:定长送料和帘布导开装置上的所有安全门必须被关闭并复位,红外光对射型光电安全开关必须被复位,在安装操作时禁止打开。
配方界面:在此界面输入所需的工艺参数。
通过按蓝色功能键“AUTOMATIC”,你将能从手动界面转换到自动界面下。
在自动操作模式下,有许多功能键同时有效,因此操作人员有责任阻止他人踏入该运行区域。
在自动模式下,界面可动态显示时间、生产线自动的前提条件、裁断角度(90º)、裁断宽度、当班裁断计数、储料辊的最大储料长度、生产卷取长度和每分钟切刀裁断次数。
另外,也显示操作功能键P1、P2、STOP和P5,以及界面的最下段设备各部分的故障监视等。
一、前提条件在自动模式下,自动界面的偏上部分的方框中会动态显示在启动生产线之前所执行或完成的前提条件,可能显示前提条件的信息是:1、切刀不在裁断位置(Cutter not in upper death center)象第四部分第3项中描述那样,在手动模式下切刀单个完成裁断一刀,要求I号输送带处于前部和下部(裁断接料位置)。
2、定长送料不在后部位置(Advance not in rear position)压蓝色故障诊断功能键(DIAGNOSTIC),把界面切换到错误诊断栏中(看第九部分),查看定长轴错误并消除它们。
3、导开不处于自动模式(Let off not in automatic mode)导开装置的前提条件必须OK:处于自动位置,料完光电开关被遮盖(END OF CORD),钢丝帘布上无垫布(薄膜),等等。
4、在I号输送带上的制动器(Breaker on convey 1)如果在自动模式下显示1号输送带上的制动器信息(Breaker on conveyor I),并且生产线处于停止状态,则起动自动启动(AUTO START),该制动器即可运行;如果没有制动器信息,请转换到手动模式下按“P3”1号输送带前移,然后再次启动到自动模式下。
5、定长不能循环送料(Advance loop not filled)该信息可能的原因是帘布导开不能运动或运动速度太慢,另外,帘布也可能在导开输送带上因打滑而不前移。
二、自动信息读取(Automatic readiness)如果在裁刀、定长送料、帘布导开区域没有错误显示,则按P1键,自动信息将会被读取:帘布导开装置被启动,1号输送带上移,定长送料返回并且磁性吸附棒下移吸料等。
P1键长条框(自动复位)被点亮。
1、自动启动(Automatic start)如果在裁刀、定长送料、帘布导开区域没有错误显示,则按P2键,自动将会被启动,这时,如果1号输送带处于前移位置,则定长送料、帘布导开和切刀装置就被启动。
P2键长条框(自动启动,AUTO-START)被点亮为绿色启动色。
2、自动停止(Automatic stop)当生产线处于自动运行时,如果按下红色功能键(AUTO STOP),自动运行操作将停止,STOP功能键的长条框(自动停止,AUTO-STOP)被点亮为红色停止色。
3、复位当班裁断计数器(Reset shift cut counter)在自动运行模式下,该计数被显示在RESET SHIFT CUT COUNTER(当班裁断计数)后面。
为了方便把该计数器复位清零,我们压P5功能键,界面会出现“PUSH RESET(按复位键清零)”,然后根据提示按蓝色复位功能键RESET,当班裁断计数器即可清零。
各部分操作按钮分布图如下:帘布导开操作盒按钮分布图操作导开按钮前提条件:红外线对射型光电安全开关必须被复位。
一、导开装置正反转“CONVEYOR LETOFF←/→”二、导开滚筒正反转“CONVEYOR LETOFF←/→”三、复位光电安全开关“Reset safety optic如果红外线对射型光电安全开关被遮挡或覆盖,移开遮挡物,复位它的复位按钮。
在没有复位之前,其复位按钮灯是闪烁的。
四、帘布小车夹持/松开“Cartridge clamping/loosen”通过操作“CARTRIDGE CLAMPING”和“CARTRIDGE LOOSEN”两个按钮,帘布小车定位气缸和离合器即可被夹持和释放松开。
定长送料单元按钮分布图一、操作定长送料右边安全门上按钮1、关闭安全门,复位安全门带灯按钮,指示灯由闪烁变为熄灭。
当定长送料左边安全门打开该指示灯也被点亮闪烁。
2、点动送料(jog advance)按住点动送料按钮,送料装置便可后退到起始位置(原点)时,磁性吸附棒下移夹住帘布,送料装置随即带动帘布向前移动,到达前位(设定位置)后,磁性吸附棒上移松开帘布,送料装置便又向后移动进行送料。
二、操作定长送料右边安全门上按钮1.复位安全门(reset safety door)关闭安全门,复位安全门带灯按钮,指示灯由闪烁变为熄灭。
当定长送料左边安全门打开,该指示灯也被点亮闪烁。
在手动接头操作台上有不同功能的按钮开关:一、设备自动操作功能1、自动启动(AUTOMATIC START)(包括切刀、定长、导开)要求上位机处于自动模式,按P1键(读取自动)和P2键(自动停止),切刀会自动裁断一次停止,此时设备处于自动中断状态。
然后再在接头操作台上按自动按钮,同时自动按钮灯点亮,用脚踏开关(CALL NEW BRAKER,左边)控制进行手工接头,设备可连续工作。
2、自动停止(AUTOMATIC STOP)按下红色自动停止按钮,自动启动按钮灯熄灭,定长送料完成一个自动循环,设备处于自动中断状态。
当按下自动启动按钮后设备即可运行。
二、帘布接头手动操作输送带功能当自动停止后,用三位自锁定选择开关选择不同的输送带来进行输送带的点动。
三个位置为:1+4号输送带、4+5号输送带和5号输送带,然后用下面的脚踏开关(JOG CONVEYOR 1+4+5,右边)进行相应地点动运行;当上位机由自动转换到手动模式下,用该脚踏开关可对1、4、5号输送带同时进行点动操作。
三、接头的自动操作功能前提条件:1号输送带电机上的制动器得电;接头操作台上的自动灯点亮。
当接头操作台上的自动按钮启动后,设备处于自动状态,按钮灯点亮。
这时踩“CALL NEW BRAKER”脚踏开关使输送带自动循环,进行手工接头。
通过调整4号输送带上方的两个光电开关(RUN IN←,RUN OUT←)在其轨道上的位置可调整手工接头的位置。
一、胶片贴合和包边的选择(Mode selection)1、禁止胶片贴合和禁止包边自动操作关闭,扭动选择开关到“WITHOUT,中间位置”挡,包边钢刷关闭。
2、胶片贴合和禁止包边自动操作关闭,扭动选择开关到“WEDGING,左边位置”挡,包边钢刷关闭。
选择开关“WEDING TOP + BLOW/ WEDINGBLOW”可选择相应的胶片贴合方法,上、下压辊可响应动作。
3、贴合+ 包边自动操作关闭,扭动选择开关到“WEDGING + EDGING,右边位置”挡,两个包边钢刷启动。