4单元综合复习(八)第四章 机械制造质量分析与控制
- 格式:doc
- 大小:186.50 KB
- 文档页数:12
第4章 机械加工质量分析与控制1 工件加工精度包括哪几个方面?2 什么是工艺系统,工艺系统误差来源包括哪些?3 系统误差和随机误差的概念,举例说明什么是常值系统误差和变值系统误差,加工方法的原理误差是一种什么误差。
4 获得加工精度的方法有哪几种?5 什么是工艺系统的刚度,它包括哪些方面,写出其表达式。
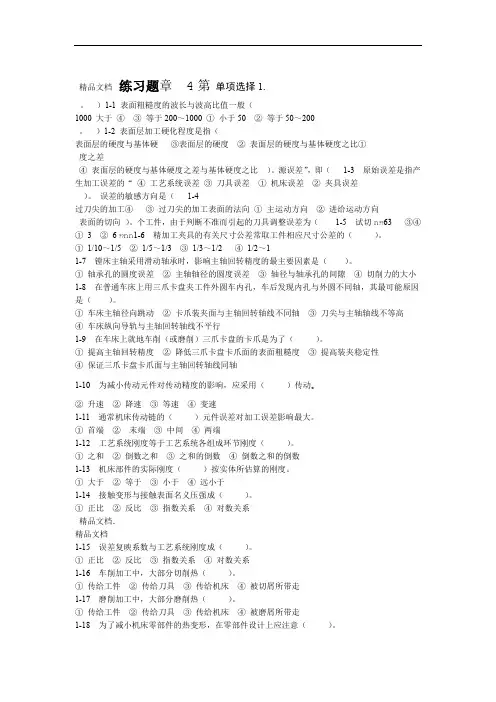
6 什么是复映误差,什么是误差复映系数,采用什么措施减少复映误差?7 什么是工艺能力系数,它的意义是什么,如何根据工艺能力系数调整加工工艺方法及设备?8 在车床上用两顶尖装夹车削一批零件的外圆,工件直径为mm 60φ,长度120mm ,毛坯直径偏差±1mm ,切削用量:切深mm a p 3=,切削速度v = 100m/min ,进给量f =1mm/r ,横向切削力84.084.01640f a f a C F p p Fp p ==,机床系统刚度为12000 N/mm ,问一次走刀后,零件圆度误差有多大?如分成两次走刀将如何?9 车削图6-1所示零件的外圆后,发现有锥度误差,试指出产生此误差的可能原因。
10 在车床上加工端面时,有时会出现圆锥面或者端面凸轮似的形状误差(放大示意如图6-2),试分析产生误差的原因。
图6-1 图6-211 图6-3中可能产生的加工误差的主要形式和原因是什么?a) 在车床上粗车长轴; b) 在车床上粗镗套筒内孔(设原内孔为φ35±1,表面很粗糙); c) 在车床上镗套筒内孔; d) 在平面磨床上磨平面。
12 了解工艺系统热变形的原理和减少热变形对精度影响的措施。
13在两台相同的自动车床上加工一批小轴外圆,要求保证直径φ11±0.02mm ,第一台加工1000件,其直径尺寸按照正态分布,平均值mm x 005.111=,均方差mm 004.01=σ。
第二台加工500件,其直径尺寸也按正态分布,且mm x 015.112=,mm 0025.02=σ。
第4章机械制造质量分析与控制典型案例生产任一种机械产品都要求做到优质、高产、低消耗,这其中保证产品质量是第一位的。
机械产品质量是指用户对产品的满意程度。
它有三层含意:产品设计质量、产品制造质量和服务。
以往企业质量管理中,往往只强调制造质量,即产品的制造与设计的符合程度。
而现代的质量观,则是站在用户的立场上衡量。
设计质量主要反映所设计的产品,与用户(顾客)的期望之间的符合程度。
制造质量主要与零件的制造质量、产品的装配质量有关,零件的制造质量是保证产品质量的基础。
服务主要包括产品售前的服务,售后的培训、维修、安装等。
零件的制造质量一般包括机械加工精度和加工表面质量两个指标。
4.1 机械加工精度一、概述1.加工精度与加工误差加工精度是指零件加工后的实际几何参数(尺寸、几何形状和各表面间的相互位置)与理想几何参数的符合程度。
符合程度愈高,加工精度就愈高,符合程度愈低,则加工精度愈低。
零件的加工精度包括尺寸精度、形状精度和相互位置精度。
加工误差是指零件加工后的实际几何参数(尺寸、几何形状和各表面间的相互位置)与理想几何参数的偏离程度。
加工误差愈小,则加工精度愈高,反之亦然。
所以说,加工误差的大小反映了加工精度的高低,而生产中加工精度的高低,是用加工误差的大小表示的。
实际加工中采用任何加工方法所得到的实际几何参数都不会与理想几何参数完全相同。
生产实践中,在保证机器工作性能的前提下,零件存在一定的加工误差是允许的,而且只要这些误差在规定的范围内,就认为是保证了加工精度。
加工精度和加工误差是从两个不同的角度来评定加工零件的几何参数的,加工精度的低和高就是通过加工误差的大和小来表示的。
研究加工精度的目的,就是要弄清各种原始误差对加工精度的影响规律,掌握控制加工误差的方法,从而找出减少加工误差、提高加工精度的途径。
2.加工经济精度由于在加工过程中有很多因素影响加工精度,所以同一种加工方法在不同的工作条件下所能达到的精度是不同的。
精品文档练习题章 4第单项选择1.。
)1-1 表面粗糙度的波长与波高比值一般(1000 大于④③等于200~1000 ①小于50 ②等于50~200。
)1-2 表面层加工硬化程度是指(表面层的硬度与基体硬③表面层的硬度②表面层的硬度与基体硬度之比①度之差④表面层的硬度与基体硬度之差与基体硬度之比)。
源误差”,即(1-3 原始误差是指产生加工误差的“④工艺系统误差③刀具误差①机床误差②夹具误差)。
误差的敏感方向是(1-4过刀尖的加工④③过刀尖的加工表面的法向①主运动方向②进给运动方向表面的切向)。
个工件,由于判断不准而引起的刀具调整误差为(1-5 试切n??63 ③④① 3 ② 6 ??nn1-6 精加工夹具的有关尺寸公差常取工件相应尺寸公差的()。
①1/10~1/5 ②1/5~1/3 ③1/3~1/2 ④1/2~11-7 镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是()。
①轴承孔的圆度误差②主轴轴径的圆度误差③轴径与轴承孔的间隙④切削力的大小1-8 在普通车床上用三爪卡盘夹工件外圆车内孔,车后发现内孔与外圆不同轴,其最可能原因是()。
①车床主轴径向跳动②卡爪装夹面与主轴回转轴线不同轴③刀尖与主轴轴线不等高④车床纵向导轨与主轴回转轴线不平行1-9 在车床上就地车削(或磨削)三爪卡盘的卡爪是为了()。
①提高主轴回转精度②降低三爪卡盘卡爪面的表面粗糙度③提高装夹稳定性④保证三爪卡盘卡爪面与主轴回转轴线同轴1-10 为减小传动元件对传动精度的影响,应采用()传动。
②升速②降速③等速④变速1-11 通常机床传动链的()元件误差对加工误差影响最大。
①首端②末端③中间④两端1-12 工艺系统刚度等于工艺系统各组成环节刚度()。
①之和②倒数之和③之和的倒数④倒数之和的倒数1-13 机床部件的实际刚度()按实体所估算的刚度。
①大于②等于③小于④远小于1-14 接触变形与接触表面名义压强成()。
①正比②反比③指数关系④对数关系精品文档.精品文档1-15 误差复映系数与工艺系统刚度成()。
机械加⼯质量分析与控制第四模块机械加⼯质量分析与控制⼀、填空题1.⼯件表⾯的加⼯质量指标分为:()和()。
2.()是指零件在加⼯后的⼏何参数的实际值与理想值相偏离的程度3.机械加⼯中,由机床、夹具、⼑具、⼯件组成的统⼀体,称为();4.加⼯原理误差是指采⽤了近似的()或()进⾏加⼯时产⽣的误差;5.加⼯细长轴时,通常后顶尖采⽤弹性顶尖,⽬的是为了消除()的影响。
6.加⼯经济精度是指在正常⽣产条件下,符合()、(),(),所能达到的加⼯精度等级。
7.在普通铣床上,采⽤成型法加⼯齿形时,存在由⼑具近似形状引起的()。
8.在普通外圆车床上车削外圆时,如果导轨在⽔平⾯内存在直线度误差(向前凸),则加⼯出来的零件会产⽣()。
9.原始误差所引起的切削刃与⼯件间的相对位移,如果产⽣在加⼯表⾯的法线⽅向,则对加⼯误差有直接的影响,所以把加⼯表⾯的法向称为()。
10.⼯艺系统受⼒变形的程度主要与系统的()有关。
11.由于部件是有许多零件组成,其中存在很多( ) ,所以在受⼒变形时不能和整体零件相⽐,部件的刚度要⽐我们想象的( )的多。
12.⼀般情况下,复映系数远( ),在2~3次⾛⼑之后,⽑坯误差下降很快,所以⼀般只有在( ) 时⽤误差复映规律估算加⼯误差才有实际意义。
13.⼤批量⽣产时,采⽤调整法加⼯,⼀批⽑坯余量都不⼀样,由于( )的结果,造成⼀批零件的“尺⼨分散”。
14.磨削薄⽚零件时,在零件下⾯垫橡胶的⽬的是消除( )造成的⼯件变形。
15.不同加⼯⽅法,切削热传⼊⼯件的( )不同,有时相差很⼤,所以⼯件的热变形程度不同;16.⼯件受热⽐较均匀,主要影响⼯件的( )精度;⼯件受热不均,主要影响( ) 。
17.按误差在⼀批零件出现的规律,分两类:( )、()。
18.加⼯⼀批零件时,如果是在机床⼀次调整中完成的,则机床的调整误差引起( )误差;如果是经过若⼲次调整完成的,则调整误差就引起( )误差。
19.⼯艺系统热平衡之前的变形造成的雾差是( )误差;之后是( )误差。
机械制造质量分析与控制概述机械制造质量分析与控制是指研究和应用各种分析方法和控制技术,以确保机械制造过程中产品达到预期质量要求的一种管理方法。
它主要关注如何分析和评估机械制造中的质量问题,并采取相应措施进行控制,以提高产品的质量水平和制造效率。
机械制造质量分析与控制的目标是通过合理的质量管理,确保产品在设计、原材料采购、生产制造、装配等各个环节的过程中不出现质量问题,达到满足用户需求的高质量产品目的。
下面从质量分析和质量控制两个方面来详细介绍机械制造质量分析与控制。
一、机械制造质量分析机械制造质量分析是指通过各种分析方法对产品质量进行定性和定量的评估和分析。
其主要方法包括统计分析、质量成本分析、质量损失分析、品质功能展开(QFD)等。
通过质量分析,可以清晰地了解产品的质量状况和问题点,从而为质量控制提供有力的依据。
统计分析是机械制造质量分析的常用方法之一,它通过采集并处理大量的统计数据,分析产品质量的分布规律和特点。
统计分析可以用来判断产品是否符合标准要求,以及找出对产品质量影响最大的因素,为质量控制提供方向。
质量成本分析是对产品质量问题的经济影响进行评估和分析的方法。
通过对各种质量问题的成本进行定量衡量,可以明确质量问题对企业经济效益的影响程度,为制定质量改进计划提供依据。
质量损失分析是分析产品在生产、加工等过程中的质量损失情况,找出造成质量损失的原因和环节,并提出相应的改进措施。
质量损失分析是对产品质量问题进行深入剖析的工具,可以帮助企业发现和解决潜在的质量问题。
品质功能展开(QFD)是将顾客的需求与产品的设计、制造等各个环节进行转化的方法。
通过QFD,可以将顾客需求转化为设计和制造的具体要求,确保产品设计和制造的目标与用户需求保持一致,提高产品的质量和市场竞争力。
二、机械制造质量控制机械制造质量控制是指在机械制造过程中采取一系列措施,保证产品质量达到预期目标的管理方法。
其主要方法包括质量管理体系建设、过程管控、自动化控制等。
动误差:受热变形热源电器热摩擦热切削热环境机床热变形对加工精度的影响精密机床-----精度自动机床-----稳定性大型机床-----温差变形加工误差:40%----70%减小机床热变形影响精度措施1、结构措施:热对称结构避开敏感方向合理的支撑位置冷却:强制;均衡温升;隔离热源:将冷却液箱等移出。
2、工艺措施:保持环境恒温------恒温室(±1、±0.5、±0.01度)空运转度的影响传入刀具热量小;刀具热惯量小;度的影响切削热传入工件:车:10%钻:50%磨:84%镗:10%+50--86%精加工:3m丝杠,温升3度,伸长0.1mm。
(要求0.02mm );薄壁件;铜、铝件;大件:磨导轨;粗、精不分;措施:冷却液;提高切削速度;及时磨刀、修砂轮;精加工前,冷却;伸缩自由;内应力引起的变形内应力:无外力,工件内部的应力。
原因:热、冷加工。
*不稳定平衡---精度保持性。
1、铸造内应力*时效处理2、冷校直的内应力时效处理;热时效(650度):提高加工精度的途径:1、消除或减少工件的变形;例子一:细长轴车削-----大进给反向切削方法;(1)受力方向好;(2)大进给、大主偏角;(3)活顶尖;(4)缩颈(消除定位误差);(5)跟刀架;例子二:摩擦片磨削-----消除夹紧变形;2、抵消受力变形和传动误差的方法;例子一:龙门机床横梁反变形;例子二:配重磨削导轨;例子三:对刀切削;3、零件分组、控制定位误差;例子一:精锻零件V型铁定位;例子二:剃齿心轴;4、变形、误差转移;例子一:龙门横梁变形转移;例子二:刀架转位误差转移;5、就地加工例子一:转塔车床刀架内孔;例子二:6、误差平均;研磨;三平板刮研;7、补偿;。
4单元综合复习(八)第四章机械制造质量分析与控制一、单向选择题:1、原始误差是指产生加工误差的“源误差”,即(D)。
A、机床误差;B、夹具误差;C、刀具误差;D、工艺系统误差。
2、加工原理误差是指采用了近似的成形运动或近似刀刃轮廓进行加工而产生的误差,因此在生产中(C)。
A、不能采用;B、可以采用;C、误差允许,可广泛采用。
3、误差的敏感方向是(C)。
A、主运动方向;B、进给运动方向;C、过刀尖的加工表面的法向;D、过刀尖的加工表面的切向。
4、镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是(A)。
A、轴承孔的圆度误差;B、主轴轴颈的圆度误差;C、轴颈与轴承孔的间隙;D、切削力的大小。
5、在采用滚动轴承的主轴结构中,( B )不会影响主轴的回转精度。
A、滚动轴承外环滚道对其外圆的偏心;B、主轴轴颈的圆度;C、滚动轴承内环滚道对其内孔的偏心;D、轴承座孔的圆度。
6、机床主轴产生轴向窜动时,对( C )的加工精度影响最大。
A、外圆;B、内孔;C、端面。
7、在普通车床上用三爪卡盘夹工件外圆车内孔,车后发现内孔与外圆不同轴,其最可能的原因是(B)。
A、车床主轴径向跳动;B、卡爪装夹面与主轴回转轴线不同轴;C、刀尖与主轴轴线不等高;D、车床纵向导轨与主轴回转轴线不平行。
8、在车床上就地车削(或磨削)三爪卡盘的卡爪是为了(D)。
A、提高主轴回转精度;B、降低卡爪装夹面的表面粗糙度;C、提高装夹稳定性;D、保证卡爪装夹面与主轴回转轴线同轴。
9、外圆磨床上采用死顶尖是为了(C)。
A、消除顶尖孔不圆度对加工精度的影响;B、消除导轨不直度对加工精度的;C、消除工件主轴运动误差对加工精度的影响;D、提高工艺系统刚度。
10、车床上镗孔,若走刀方向在垂直平面内与主轴回转轴线不平行,则加工出的孔为( B )。
A、圆锥孔;B、双曲线孔; C.、圆柱孔。
11、对于卧式车床,影响加工精度最小的床身导轨误差是( B )误差。
A、水平面内的直线度;B、垂直面内的直线度;C、导轨间的平行度。
12、机床的传动链误差对于车( B )时的精度影响很大。
A、外圆;B、螺纹;C、内孔;D、端面。
13、为减小传动元件对传动精度的影响,应采用(B)传动。
A、升速;B、降速;C、等速;D、变速。
14、通常机床传动链的(C)元件误差对加工误差影响最大。
A、首端;B、中间;C、末端;D、两端。
15、工艺系统刚度等于工艺系统各组成环节刚度(D)。
A、之和;B、倒数之和;C、之和的倒数;D、倒数之和的倒数。
16、机床部件的实际刚度(D)按实体所估算的刚度。
A、大于;B、等于;C、小于;D、远小于。
17、工艺系统刚度表达式:K xt=F y/y,其中y是( D )作用下的变形量。
A、Fy;B、Fy和Fx;C、Fy和Fz;D、Fy、Fx和Fz。
18、在车床两顶尖间加工一根长径比很大的光轴,工件刚性很差。
此时,由工艺系统刚度的影响所造成的加工误差,使工件呈(C)。
A、中凹马鞍形;B、锥形;C、腰鼓形;D、双曲面形。
19、误差复映系数ε的最佳值是(C)。
A、ε=1;B、ε<1;C、ε<<1。
20、误差复映系数与工艺系统刚度成(B)。
A、正比;B、反比;C、指数关系;D、对数关系。
21、接触变形与接触表面名义压强成(A)。
A、正比;B、反比;C、指数关系;D、对数关系。
22、为了减小机床零部件的热变形,在零部件设计上应注意(D)。
A、加大截面积;B、减小长径比;C、采用开式结构;D、采用热对称结构。
23、磨削床身导轨面时,由于切削热的影响,会使加工后床身导轨面呈(A)误差。
A、中凹;B、中凸;C、都有可能。
24、工艺能力系数与零件公差(A)。
A、成正比;B、成反比;C、无关;D、关系不大。
25、表面粗糙度的波长与波高比值一般(A)。
A、小于50;B、等于50~200;C、等于200~1000;D、大于1000。
26、表面层加工硬化程度是指(B)。
A、表面层的硬度;B、表面层的硬度与基体硬度之差与基体硬度之比;C、表面层的硬度与基体硬度之差;D、表面层的硬度与基体硬度之比。
*27、强迫振动的频率与外界干扰力的频率(D)。
A、无关;B、相近;C、相同;D、相同或成整倍数关系。
*28、削扁镗杆的减振原理是(D)。
A、镗杆横截面积加大;B、镗杆截面矩加大;C、基于再生自激振动原理;D、基于振型偶合自激振动原理。
*29、自激振动的频率( C )工艺系统的固有频率。
A、大于;B、小于;C、等于或接近于;D、等于。
*30、试切n个工件,由于判断不准而引起的刀具调整误差为(C)。
A、3;B、6;C、;D、。
二、多向选择题:1、主轴回转误差可以分解为(A、B、D)等几种基本形式。
A、径向跳动;B、轴向窜动;C、偏心运动;D、角度摆动。
2、如习图4X2-5所示,零件安装在车床三爪卡盘上车孔(内孔车刀安装在刀架上)。
加工后发现被加工孔出现外大里小的锥度误差。
产生该误差的可能原因有(B、D)。
A、主轴径向跳动;B、三爪装夹面与主轴回转轴线不同轴;C、刀杆刚性不足;D、车床纵向导轨与主轴回转轴线不平行。
3、影响零件接触表面接触变形的因素有(A、B、C)。
A、零件材料;B、表面粗糙度;C、名义压强;D、名义面积。
4、在车床上车削光轴(习图4X2-7),车后发现工件A处直径比B处直径大,其可能的原因有(B、C)。
A、刀架刚度不足;B、尾顶尖刚度不足;C、导轨扭曲;D、车床纵向导轨与主轴回转轴线不平行。
5、在车床上以两顶尖定位车削光轴,车后发现工件中部直径偏大,两头直径偏小,其可能的原因有(A、C)。
A、工件刚度不足;B、前后顶尖刚度不足;C、车床纵向导轨直线度误差;D、导轨扭曲。
6、如习图4X2-8所示,零件安装在车床三爪卡盘上钻孔(钻头安装在尾座上)。
加工后测量,发现孔径偏大。
造成孔径偏大的可能原因有(B、C、D)。
A、车床导轨与主轴回转轴线不平行;B、钻头刃磨不对称;C、尾座套筒轴线与主轴回转轴线不同轴;D、刀具热变形。
7、机械加工工艺系统的内部热源主要有(A、B)。
A、切削热;B、摩擦热;C、辐射热;D、对流热。
8、下列误差因素中属于常值系统误差的因素有(A、C)。
A、机床几何误差;B、工件定位误差;C、调整误差;D、刀具磨损。
9、下列误差因素中属于随机误差的因素有(B、C、D)。
A、机床热变形;B、工件定位误差;C、夹紧误差;D、毛坯余量不均引起的误差复映。
10、从分布图上可以(A、B、C)。
A、确定工序能力;B、估算不合格品率;C、判别常值误差大小;D、判别工艺过程是否稳定。
11、通常根据 X-R 图上点的分布情况可以判断 (B、D )。
A、有无不合格品;B、工艺过程是否稳定;C、是否存常值系统误差;D、是否存在变值系统误差。
12、零件加工表面粗糙度对零件的(A、B、C、D)有重要影响。
A、耐磨性;B、耐蚀性;C、抗疲劳强度;D、配合质量。
13、影响切削残留面积高度的因素主要包括(A、B、C)等。
A、切削速度;B、进给量;C、刀具主偏角;D、刀具刃倾角。
14、影响切削加工表面粗糙度的主要因素有(A、C、D)等。
A、切削速度;B、切削深度;C、进给量;D、工件材料性质。
15、影响外圆磨削表面粗糙度的磨削用量有(A、B、C、D)。
A、砂轮速度;B、工件速度;C、磨削深度;D、纵向进给量。
16、消除或减小加工硬化的措施有 (A、B、C )等。
A、加大刀具前角;B、改善工件的切削加工性;C、提高刀具刃磨质量;D、降低切削速度。
17、避免磨削烧伤、磨削裂纹的措施有 (A、C、D)等。
A、选择较软的砂轮;B、选用较小的工件速度;C、选用较小的磨削深度;D、改善冷却条件。
※18、消除或减弱铣削过程中自激振动的方法有 (A、B、D )。
A、提高工艺系统刚度;B、增大工艺系统阻尼;C、加大切削宽度;D、采用变速切削。
三、判断题:1、在机械加工中不允许有加工原理误差。
(F)2、主轴的径向跳动会引起工件的圆度误差。
(T)3、普通车床导轨在垂直面内的直线度误差对加工精度影响不大。
(T)4、采用预加载荷的方法可以提高接触刚度。
(T)5、磨削机床床身导轨,由于磨削热会使导轨最终产生中凸。
(F)6、工件的内应力不影响加工精度。
(F)7、切削过程中的热效应将使加工表面产生张应力。
(T)8、只要工序能力系数大于1,就可以保证不出废品。
(F)9、零件表面的位置精度可以通过一次装夹或多次装夹加工得到。
(F)10、零件表面粗糙度值越小,表面磨损越小。
(F)11、零件表面残余应力为压应力时,可提高零件的疲劳强度。
(T)12、粗糙表面易被腐蚀。
(T)※13、在中,只要没有点子越出控制限,就表明工艺过程稳定。
(F)*14、在车床上使用切断刀切断工件时的重叠系数等于0。
(F)*15、冲击式减振器特别适于低频振动的减振。
(F)四、填空题:1、加工精度是零件加工后的实际几何参数(尺寸,形状和位置)与理想几何参数的符合程度。
2、工艺系统中凡是能直接引起加工误差的因素都称为原始误差。
3、误差敏感方向是对加工误差影响最大的那个方向(即通过刀刃的加工表面的法线方向)。
4、工艺系统的几何误差主要是机床几何误差、刀具误差、夹具误差、测量误差和调整误差。
5、机床几何误差主要有主轴回转误差、导轨误差和传动链误差。
6、主轴回转误差可分为纯径向跳动、纯轴向窜动、纯角度摆动。
7、系统性误差分为常值系统性误差和变值系统性误差。
8、研究加工精度的方法一般有两种,即因素分析法和统计分析法。
9、加工误差的统计分析法主要有分布曲线法和点图法。
10、机械加工表面质量的内容是表面层的几何形状误差和表面层金属的物理力学性能的变化。
11、表面粗糙度的形成原因大致可归纳为几何因数和物理因数这两个因数。
12、产生表面层残余应力的原因有冷态塑性变形、热态塑性变形、金相组织变化。
13、机械加工中,振动的类型有自由振动、强迫振动和自激振动三种。
※14、机床主轴是工件或刀具的安装基准和运动基准。
五、问答题:1、原始误差可归纳为那几个方面?答:加工原理误差;工艺系统的几何误差;工艺系统受热变形引起的误差和工艺系统受热变形引起的误差等四个方面。
2、试举例说明加工原理误差对加工精度的影响。
3、镗床上镗孔时,工作台进给(下左图所示),即工件直线进给运动,镗杆旋转运动。
导轨在水平面、垂直面内的直线度误差对加工精度有何影响?答:孔径没有误差,有圆柱度误差。
轴线不直。
因为误差敏感方向不断变化。
4、若镗杆进给,即镗杆既旋转又移动(上右图所示),导轨误差对加工精度有无影响?答:不会产生孔的形状误差,但会产生孔的位置误差。
5、端铣时,若主轴回转轴线与工件进给方向不垂直,会产生何种加工误差?作示意图。
答:加工表面与定位底面不平行。
(图略)6、何谓工艺系统?何谓工艺系统的刚度?何谓接触刚度?答:机械加工中,由机床、夹具、刀具和工件构成的一个相互联系的统一系统就是工艺系统;工艺系统整体抵抗变形的能力就称为工艺系统的刚度;连接表面间的接触变形称为接触刚度。