赝火花脉冲电子束束流传输特性分析
- 格式:pdf
- 大小:1.01 MB
- 文档页数:4


第15卷 第11期强激光与粒子束Vol.15,No.11 2003年11月HIGH POWER LASER AND PAR TICL E B EAMS Nov.,2003 文章编号: 100124322(2003)1121141204赝火花放电产生的异常加速高能粒子Ξ文雄伟1,2, 江兴流1, 雷锦志3(1.北京航空航天大学理学院,北京100083;2.清华大学机械学院,北京100084;3.清华大学数学科学系,北京100084) 摘 要: 在赝火花放电过程中观察到异常加速的高能粒子,利用分析磁铁证实了这一物理现象。
对照超快激光打靶产生的数百MeV 量级的脉冲离子束,以及类星体涡旋结构产生超高能准直宇宙射线等现象,作者提出用涡旋动力学产生的挠场轴向加速来解释这些发生在不同物质运动层次的异常加速现象。
阐述了集体场或尾场加速理论在解释这种理论时的不足之处。
关键词: 赝火花; 电子束; 涡旋结构 中图分类号: TB872 文献标识码: A 在赝火花放电实验装置中,我们观察到异常加速的高能粒子。
这种粒子沿赝火花电子束前向约40°角分布,利用分析磁铁证实了这一物理现象。
对于超快激光(持续时间为fs 量级)打靶产生的数百MeV 的离子脉冲[1],及类星体涡旋结构产生超高能宇宙射线等异常加速现象[2~3],有共同的涡旋动力学起因,而宏观涡旋动力学与微观粒子的自旋产生的效应,可用挠场理论加以解释[4]。
文中也讨论了现存的集体场或尾场加速理论在解释这些现象时的不足之处[5]。
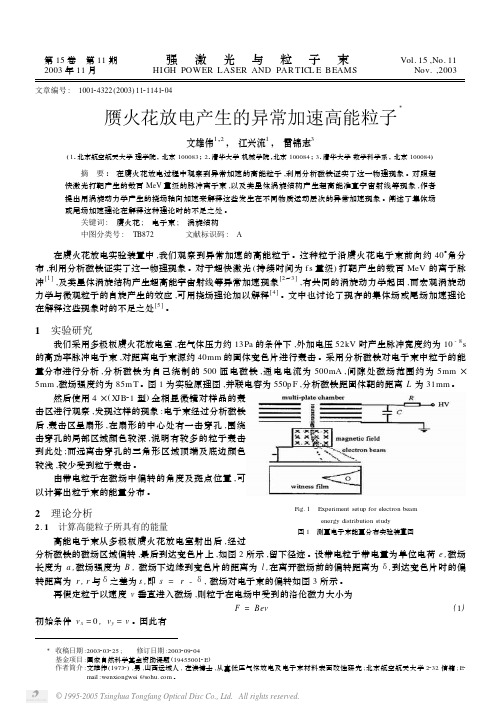
1 实验研究 我们采用多极板赝火花放电室,在气体压力约13Pa 的条件下,外加电压52kV 时产生脉冲宽度约为10-8s 的高功率脉冲电子束,对距离电子束源约40mm 的固体变色片进行轰击。
采用分析磁铁对电子束中粒子的能量分布进行分析,分析磁铁为自己绕制的500匝电磁铁,通电电流为500mA ,间隙处磁场范围约为5mm ×5mm ,磁场强度约为85m T 。
第27卷 第9期 核 技 术 V ol. 27, No.9 2004年9月 NUCLEAR TECHNIQUES September 2004——————————————第一作者:邹建新,男,1978年出生,2003年于大连理工大学获硕士学位,现为该校材料系在读博士研究生,主要从事强流脉冲电子束表面改性方面的研究,E_mail: zoujx@ 收稿日期:2003-03-24,修回日期:2003-06-17强流脉冲电子束轰击作用下的扩散模型及其数值计算邹建新 吴爱民 秦 颖 郝胜智 宋丽丽 王晓钢 董 闯(大连理工大学三束材料表面改性国家重点实验室 大连 116024)摘要 在温度场和应力场计算的基础上建立了强流脉冲电子束轰击作用下的扩散模型,并给出了数值方法及其数值解。
该模型与方法同样适用于其它高能束流作用下的扩散过程。
计算表明,浓度扩散流仍然是影响扩散的主要因素;而轰击超过一定次数后,扩散的作用将减弱;当边界条件为表面扩散时,扩散进行较快,这是表面涂覆加脉冲电子束后处理快速表面合金化工艺的理论基础。
对实验结果和理论结果的对比分析表明,在脉冲轰击下,扩散激活能随空位浓度的增加而下降,从而加速扩散过程;在表面有熔化的情况下,则液态时的对流混合作用是主导因素。
关键词 强流脉冲电子束,扩散,数值模拟 中图分类号 O343.6,O482.2在过去的十多年中,脉冲的高能束流如离子束、电子束、激光束等对材料表面的改性作用得到了广泛的研究[1—11]。
它已经成为表面改性技术中非常重要的手段。
脉冲束流具有很高的能量密度,可以在很短时间内在材料表面沉积很高的能量,形成熔化、汽化、应力波、冲击波等物理现象,从而对材料表面造成特殊的改性作用,获得用常规方法难以实现的物理化学性能,例如硬度的提高,抗摩擦、抗疲劳、耐腐蚀性能的提高等。
目前,高能束已广泛应用于材料的表面强化、合金化、清洗及表面熔覆、快速淬火等方面,应用前景十分广阔。

压电自适应脉冲式电火花加工放电通道粒子流场模拟张春幸;张勤河;付秀琢;张亚【摘要】Self-activated EDM is a new machining method. The mechanism of discharge channel forming is analyzed in this paper. Particle-in-cell plus Monte-Carlo Collision method is used to simulate the particle flow in discharge channel of self-activated EDM and the distribution of particles with electric charge is clarified. From the simulation, movement phase diagram of electronic and positive ions is gotten and the density distribution being similar to shape of gaussian distribution is proved. Simulation of discharge channel has important meaning to mechanism study of EDM.%压电自适应脉冲式电火花加工是一种新型电火花加工方法.通过分析放电通道的形成过程,采用PIC/MCC相结合的方法,对压电自适应脉冲式电火花加工放电通道进行了微观粒子模拟,得到带电粒子(电子和正离子)在放电通道内的分布规律.仿真结果显示放电通道位形呈腰鼓状,通道中任意横截面带电粒子的空间分布符合高斯分布,为电火花加工温度场仿真中放电通道内高斯热源模型的建立提供了理论依据.放电通道模拟对电火花加工机理的研究具有重要意义.【期刊名称】《电加工与模具》【年(卷),期】2011(000)005【总页数】4页(P1-4)【关键词】电火花加工;放电通道;蒙特卡罗碰撞;表面热流【作者】张春幸;张勤河;付秀琢;张亚【作者单位】山东大学机械工程学院,山东济南250061;山东大学机械工程学院,山东济南250061;山东大学机械工程学院,山东济南250061;山东大学机械工程学院,山东济南250061【正文语种】中文【中图分类】TG661电火花加工是不同于传统机械切削加工的一种非接触式加工,在机械制造业中占有重要的地位。
脉冲束流电子束焊接技术综述齐铂金;范霁康;刘方军【期刊名称】《航空制造技术》【年(卷),期】2015(000)011【总页数】5页(P34-38)【作者】齐铂金;范霁康;刘方军【作者单位】北京航空航天大学;北京航空航天大学;北京航空航天大学【正文语种】中文电子束焊是高能束焊的一种,利用加速和聚焦的电子束流轰击工件,从而产生热量,使金属熔合。
焊接时经加速的电子束运动速度能够达到0.3~0.7倍光速,焊接能量密度高达107W/cm2,这使得电子束在撞击金属工件时能够产生深而窄的孔腔,被称为“匙孔”。
电子束焊因“匙孔”效应能够使焊接热量传送到工件内部,能够形成深宽比大、变形小、缺陷少的焊缝,因此在航空、航天、汽车、电子等工业得到了广泛的应用。
从束流调制形式上分,电子束焊可分为连续束流电子束焊和脉冲束流电子束焊。
目前工业生产中应用广泛的电子束焊一般为连续束流电子束焊,而脉冲束流电子束焊是在连续束流电子束焊的基础上发展而来的,是指将电子束流调制成脉冲方波形式进行焊接的一种技术。
已有研究表明,脉冲电子束焊由于其脉冲效应显现出了良好的焊接品质,具有广阔的应用前景。
本文将从其技术特点和研究现状两方面来讨论脉冲电子束焊接技术。
脉冲束流电子束焊接技术特点脉冲束流实际上是一种基值束流、峰值束流、占空比和脉冲频率分别独立可调的方波束流,束流波形为方波或接近方波的形式,理想的脉冲束流波形如图1所示,其中I p为脉冲峰值束流;I b为脉冲基值束流;I a为脉冲平均束流;t p为脉冲峰值束流持续时间;t b为脉冲基值束流持续时间;t c是脉冲方波束流的周期,并且满足t c=t p+t b。
所以,与连续束流电子束焊接相比,脉冲束流电子束焊具有的特征工艺参数,分别为束流基值、峰值、频率、占空比等,合理地匹配脉冲参数将能够获得良好的焊接效果。
图1 脉冲电子束焊束流波形图在同样的焊接平均功率下,脉冲电子束能产生较高的金属蒸发率,从而能够提高焊接效率、改善焊缝质量、增加焊缝深宽比。
束流强度达几十万以至上百万安培的束流。
它比通常加速器的束流密度高几万倍以至几十万倍。
20世纪60年代初期,由于模拟核爆炸条件下γ射线辐照效应和X 射线照相的需要,强流脉冲电子束加速器得到了迅速发展,70年代后,由于粒子束惯性约束聚变、电子束抽运气体激光器、电子束产生高功率微波等研究工作的要求,研制了低电压大电流的电子束加速器,并在这些技术的基础上获得了强流脉冲离子束。
1984年已能产生1MeV、1MA的轻离子束,强流脉冲电子束也达到了如下的技术水平:电子能量0.3MeV~12MeV电子束流10kA~5MA脉冲宽度10ns~100ns总束能1kJ~5MJ功率1011W~3×1013W这些束流之特点是束流能量大、功率高、电流大、时间宽度窄。
这种基于物理学和电工学相结合的高功率脉冲技术是一门新的前沿科学技术,近年来发展极为迅速,已成为研究高温高压等离子体物理的重要工具,它在经济和军事应用方面有着广阔的前景。
强流脉冲电子束的产生强流脉冲电子束加速器主要由三个部分组成,即冲击电压发生器、脉冲成形线与脉冲传输线和场致发射二极管。
从冲击电压发生器输出的微秒级上升时间的高压脉冲经脉冲成形线成形为几十纳(10-9)秒上升时间的高压脉冲,并由传输线输运至场致发射二极管,二极管起着将电磁能转变为电子束的能量的作用。
冲击电压发生器见脉冲倍压发生器之图2。
冲击电压发生器的工作原理是对电容器组并联充电串联放电,获得脉冲高压输出,减小冲击电压发生器电感,可缩短输出高压脉冲的上升时间。
电容器的排列有Z型、S型和混合型等,采取正、负充电线路,可使火花球隙数目减少一倍。
LC反转冲击电压发生器的电感小,输出脉冲上升时间短,但当所有球隙不能在同一时间内击穿时,过电压会把电容器击穿。
脉冲成形线和脉冲传输线如图1所示。
冲击电压发生器输出的电压脉冲,对脉冲成形线充电,当电压充至一定值时主开关接通,成形线中开始了波过程,经过时间在成形线末端产生时间宽度为的高压脉冲加在场致发射二极管上。
10kV架空绝缘线路局部放电脉冲电流传输特性研究摘要:10kV配电网的架空绝缘线路在污染条件下可能发生局部放电。
脉冲电流特性的使用可以为设备状态评估提供参考。
为了掌握局部放电脉冲电流沿配电架空绝缘线路的传输特性,本文主要建立了单回路架空绝缘线路仿真模型,研究了线路高度、导线截面积和相间距对局部放电脉冲流传输特性的影响。
1介绍根据实际运行经验,许多配电网故障是由于设备老化或过电压留下的隐患而逐渐形成的[1]-[4] 。
因此,如何有效地监测或检测物理特性[5]-[8]设备产生的放电等隐患,可用于故障报警。
然而,典型设备的绝缘退化机制尚未得到深入研究。
为了准确优化传感器布局,有效评估设备状态,本文主要建立了架空绝缘单回路配电线路的仿真模型,研究线路高度、导线截面积和相间距对局部放电脉冲电流传输特性的影响。
2仿真模型配电架空线路的等效回路(LCC模块)由EMTP构建,无分支单回路线路的基本仿真模型结构如下图所示。
每个LCC模型所代表的线路长度可以调整,也可以根据建模的要求增加支线。
在模拟中总共设置了11个电流测量点。
基于该模型,可以通过设置线路的导线截面积、地高、相间距离、导线阻抗、电阻等参数来生成等效分布参数。
在架空线路上,导线在绑扎导线覆盖区域的绝缘层状态以及不同污染和湿度产生的局部放电的脉冲电流频率带宽不同(15MHz~30MHz)。
由于架空线路分布参数的容抗和感抗与传输波形的频率有关,因此有必要分别研究这两种频率电流源的传输特性。
图1 基本仿真模型结构3不同线路参数下脉冲电流传输的仿真结果A.不同导线截面积下的仿真结果根据上图中基本仿真模型的结构,将每个LCC模块的长度设置为O.3km。
为了减少线路端反射对波形传输仿真结果的影响,在仿真模型的两端设置了长度为Skm的LCC模块。
以导线的横截面积为变量,导线与地之间的距离为6.Sm,相间的距离为0.7m,模拟线没有分支。
使用了六种不同规格的电线,包括SOmm2、70mm2、9Smm2、120mm2、IS0mm2和18Smm2。
电子束焊束斑异常的分析与研究摘要:本文以英国CVE电子束焊机XW150:15设备在焊接过程中出现的束斑异常情况为依据,图文并茂地描述了异常现象,深入细致地分析异常现象的成因,希望会对同类设备的技术改进和设备恢复提供一定参考,进而提升设备性能。
引言电子束焊的发现迄今已有100多年的历史,由于电子束焊接具有焊接深度大、焊缝性能好、焊接变形小、焊接精度高、并有较高的生产效率等特点。
因此在航空航天、汽车制造、机械工业、电力电子等工业领域中得到了广泛应用。
电子束焊是指在真空或非真空环境中,利用汇聚的高速电子流轰击焊件接缝,电子的动能迅速转换为热能,使被焊金属融化和蒸发,随着焊件的移动,新的熔融液体出现,旧熔融液体相对后移,并逐渐冷却、凝固形成焊缝。
一、电子束的产生焊缝的形状与电子束的能量、形状息息相关,因此电子束的产生是焊接技术的核心点。
电子束从电子枪中产生,电子枪的结构如图1所示。
电子枪分为两部分:静电部分和磁场部分。
静电部分由阴极、偏压杯、阳极组成:阴极即灯丝,通过灯丝电源加热灯丝,灯丝上的电子获得能量,挣脱原子束缚,在阴极与阳极的负高压(-30KV~-150KV)电场的作用下,电子高速向阳极移动,形成电子束。
偏压杯是控制束流大小的元件,通过给偏压杯加入比阴极更高的可调电压,来控制电子溢出的数量。
磁场部分由聚焦线圈和偏转线圈组成:当电子束经过聚焦线圈时,在磁场的作用下,电子束汇集到一起,形成束斑,通过调节聚焦线圈可以改变束斑的工作距离,经实验证明,将电子束焦点调节到焊件表面以下板厚1/3处,可以获得最大熔深,形成最佳焊缝。
在聚焦线圈的下面是两对偏转线圈,它们在水平位置90度方向互相作用,用来实现束斑在X或Y方向上的位置改变,进而形成不同的运动轨迹。
截获环位于电子枪阳极下端,它是设备的保护装置,当大量电子被截获环捕获,会产生报警,停止焊接。
图1:电子枪的结构1.电子束焊接的特点电子束焊接的优点:● 低热量输入和高速焊接减少了组件焊接区域的冶金破坏并有效地消除了变形。