牛头刨床工作原理分析
- 格式:ppt
- 大小:1.19 MB
- 文档页数:25
牛头刨床的工作原理
牛头刨床,又名斜口刨床,是一种能进行斜面加工的机床,主要用来加工具有平面度要求的直缝钢筋、钢轨和型钢等工件。
其工作原理是,由刀架、滑枕和工作台组成的工作机构带动工作台沿斜面向前运动,工件在导轨上做横向进给运动。
刀架上装有各种不同形状的刨刀,滑枕内装有钢珠和砂轮,当工件作横向进给运动时,砂轮通过滑动接触与刀架接触并高速转动,使砂轮表面磨粒磨去切削刃口部分的金属,达到精加工的目的。
牛头刨床的主要特点是具有刨削平面和端面形的两种主要形式。
当工作台沿斜向移动时,可同时进行平面和端面形加工。
由于采用了高速进给装置、具有较大的进给速度和较高的生产率,牛头刨床已成为现代化机械制造业中一种重要的金属切削机床。
牛头刨床主要适用于各种型钢、钢筋、钢筋混凝土柱和梁以及钢轨等材料的刨削加工。
牛头刨床一般由刀架、滑枕、滑块、工作台、进给箱(或拖板)等部分组成。
—— 1 —1 —。


牛头刨床原理
牛头刨床是一种用于木材加工的机械设备,它主要用于对木材进行刨削和修整,使得木材表面更加光滑平整。
牛头刨床的工作原理主要包括送料系统、刨削系统和送料系统。
下面将详细介绍牛头刨床的工作原理。
1.送料系统。
牛头刨床的送料系统主要由送料辊和送料链条组成。
当木材被送入牛头刨床时,送料辊会将木材固定在机器的工作台上,防止木材在刨削过程中移动。
同时,送料链条会将木材沿着工作台送入刨削系统,确保木材能够顺利进行刨削操作。
2.刨削系统。
刨削系统是牛头刨床的核心部件,它主要由刨刀和刨床主轴组成。
当木材被送
入刨削系统后,刨床主轴会带动刨刀旋转,刨刀与木材表面接触,对木材进行刨削。
刨刀的旋转速度和刨床主轴的进给速度会影响刨削的效果,通常需要根据木材的硬度和刨削的要求进行调节。
3.送料系统。
刨削后的木材会被送料链条送出牛头刨床,完成整个刨削过程。
在刨削过程中,送料系统需要确保木材能够顺利送出,同时也需要对木材进行支撑,防止出现倾斜和晃动的情况,保证刨削后的木材表面平整。
总结。
牛头刨床通过送料系统将木材固定和送入刨削系统,刨削系统对木材进行刨削
操作,最后通过送料系统将刨削后的木材送出。
这就是牛头刨床的工作原理。
牛头刨床在木材加工中起着重要作用,能够有效提高木材的加工效率和加工质量,广泛应用于家具制造、建筑装饰等行业。
希望本文对牛头刨床的工作原理有所帮助,感谢阅读!。
牛头刨床原理
牛头刨床是一种用于木材加工的机械设备,其主要原理是通过旋转刨刀切削木
材表面,从而实现木材的修整和光滑加工。
牛头刨床在木工行业中被广泛应用,其原理和操作方法对于木材加工工作者来说至关重要。
首先,牛头刨床的工作原理是基于旋转刨刀的切削作用。
当木材被送入牛头刨
床的工作台上时,刨刀开始旋转并接触木材表面。
随着刨刀的旋转,木材表面开始被切削,去除不平整的部分,从而使木材表面变得平整和光滑。
其次,牛头刨床的原理还包括送料和刨削深度的控制。
在牛头刨床的操作过程中,木材需要被精确地送入刨床的工作台上,以确保刨刀能够均匀地切削木材表面。
同时,操作人员还需要根据需要调整刨削深度,以达到所需的加工效果。
另外,牛头刨床的原理还涉及刨床的结构和传动系统。
刨床通常由床身、工作台、送料系统、刨刀和传动系统等部分组成。
这些部分共同协作,使得牛头刨床能够有效地完成木材加工任务。
此外,牛头刨床的原理还包括刨床的安全性和维护。
在操作牛头刨床时,操作
人员需要严格遵守安全操作规程,确保自身和他人的安全。
同时,定期对刨床进行维护保养,可以延长其使用寿命,保证其正常工作。
总的来说,牛头刨床的原理是基于刨刀的切削作用,通过送料和刨削深度的控制,以及刨床的结构和传动系统的协作,实现木材的修整和光滑加工。
同时,牛头刨床的安全性和维护也是其原理的重要组成部分。
掌握牛头刨床的工作原理,对于提高木材加工效率和质量具有重要意义。

牛头刨床的设计原理牛头刨床是一种专门用于加工木材的机械设备,其原理和传统的手工刨木材有些相似,但是利用了电动机等现代技术,使得操作更加便捷和高效。
下面我们来详细介绍牛头刨床的设计原理,以及其构造、工作原理、优缺点等方面的内容。
1. 构造和工作原理牛头刨床主要由刨床主体、传动机构、进给机构、切削机构、电气控制系统和外壳等主要组成部分。
其中,刨床主体是整个刨床的核心部件,其主要承载工作台、工作台滑板、升降手柄等组件。
传动机构则用于传递电动机的动力,将其转换为旋转运动,然后通过皮带和带动轮等装置传递到主轴上,使得主轴产生旋转运动。
进给机构则负责调整木材的进给速度和进给方向,从而得到理想的刨削效果。
切削机构则是牛头刨床的核心部件,用于具体实现木材的刨削过程。
切削机构主要由刨刀和定位器等组件构成,将木材拉到刨床上,然后通过下刀功能实现刨削过程。
在整个过程中,牛头刨床的电气控制系统可以实现对其各个部件的控制和调节,从而得到更加理想的刨削效果。
2. 工作原理与刨床的运行牛头刨床的工作原理和普通的刨木头是有所区别的。
它的主要区别在于,牛头刨床采用了电动机等现代技术手段,将人工刨木头的全部工序自动完成,从而提高了生产效率和工作效率。
在牛头刨床中,木头通常是由进给机构自动送进刨床内的,然后经过切削机构的带动下,进行加工切削过程。
在整个加工切削过程中,主轴的转速、进给速度、切削深度、出屑量等参数都可以通过电气控制系统进行调节和控制,从而尽可能满足各种不同的加工需求。
3. 优缺点牛头刨床作为加工木材的一种高效机械设备,具有许多优点和缺点。
其优点主要包括:(1)高效快速:采用了电机带动,运行速度较快,可对木材进行快速加工和刨削,从而节省了大量的人力和时间成本。
(2)自动化程度高:整个工作过程基本可以实现自动化操作,减轻了人工劳动强度,从而提高了生产效率和工作效率。
(3)精度和质量稳定:牛头刨床采用先进的数控技术,能够实现对加工过程的各个环节进行准确控制,从而保证加工的精度和质量的稳定性。
牛头刨床机械原理课程设计总结牛头刨床是一种常见的木工机械设备,它可以用于对木材进行刨平和修整。
在牛头刨床的课程设计中,我们对其机械原理进行了研究和总结,以便更好地理解和应用该设备。
牛头刨床的机械原理主要包括传动原理、刨削原理和控制原理三个方面。
传动原理是牛头刨床正常工作的基础。
牛头刨床的传动系统主要由电动机、皮带和刀盘组成。
电动机通过皮带传动将动力传递给刀盘,使其高速旋转。
在传动过程中,皮带起到了缓冲和传递动力的作用,使得刀盘能够稳定地工作。
刨削原理是牛头刨床能够对木材进行刨削的关键。
牛头刨床的刨削机构主要由刀盘、刀具和刨床床身组成。
刀盘上装有多把刀具,当刀盘旋转时,刀具与木材接触,将木材表面的凸起部分刨平,从而实现刨削的效果。
刨床床身的作用是支撑木材,使其在刨削过程中保持平稳。
控制原理是牛头刨床能够实现工作过程的自动化控制。
牛头刨床的控制系统主要由电气控制部分和操作控制部分组成。
电气控制部分通过电路连接电动机和开关,实现对电动机的启动和停止控制。
操作控制部分则通过按钮和手柄等操作元件,使操作人员能够方便地控制牛头刨床的工作状态和刨削参数。
通过对牛头刨床的机械原理进行研究和总结,我们对其工作原理有了更深入的了解。
传动原理使得牛头刨床能够正常运转,刨削原理使得牛头刨床能够对木材进行刨削,控制原理使得牛头刨床能够实现自动化控制。
这些原理的相互配合和作用,使得牛头刨床成为一种高效、精确的木工机械设备。
在牛头刨床的课程设计中,我们还对其进行了相关参数的计算和优化。
通过合理的设计和调整,我们使牛头刨床在刨削过程中能够达到更好的刨削效果和工作效率。
同时,我们还对牛头刨床的安全性和可靠性进行了考虑,确保其在工作过程中不会产生意外事故和故障。
牛头刨床的机械原理是理解和应用该设备的重要基础。
通过对传动原理、刨削原理和控制原理的研究和总结,我们能够更好地理解牛头刨床的工作原理和工作过程。
同时,我们还可以通过优化设计和参数调整,提高牛头刨床的工作效率和刨削质量,使其更好地为木工加工提供支持和帮助。
牛头刨床课程设计牛头刨床是一种常见的木工机械,用于加工木材表面,使其平整光滑。
在木工行业中,牛头刨床是必不可少的工具之一。
本文将介绍牛头刨床的基本原理、结构和使用方法,并提供一些课程设计的思路。
一、牛头刨床的基本原理牛头刨床的基本原理是利用刨刀在木材表面切削,使其表面平整光滑。
刨刀是由刨刀架和刨刀组成的,刨刀架固定在刨床上,刨刀则通过刨刀架与刨床相连。
当刨床启动时,刨刀开始旋转,同时向前推进,切削木材表面,使其平整光滑。
二、牛头刨床的结构牛头刨床的结构主要由以下几个部分组成:1.床身:床身是牛头刨床的主体部分,通常由铸铁或钢板制成。
床身上有一条长槽,用于固定刨刀架。
2.刨刀架:刨刀架是用于固定刨刀的部件,通常由铸铁或钢板制成。
刨刀架上有一个或多个刨刀槽,用于固定刨刀。
3.刨刀:刨刀是用于切削木材表面的部件,通常由高速钢制成。
刨刀有不同的形状和尺寸,可根据不同的加工需求进行选择。
4.进给机构:进给机构是用于控制刨刀前进速度的部件,通常由电机、减速器和传动装置组成。
进给机构的速度可根据加工需求进行调整。
5.调整机构:调整机构是用于调整刨刀高度和角度的部件,通常由手轮、螺杆和导轨组成。
调整机构的精度和稳定性对加工质量有重要影响。
三、牛头刨床的使用方法使用牛头刨床时,需要注意以下几点:1.选择合适的刨刀:根据加工需求选择合适的刨刀,刨刀的形状和尺寸应与木材的形状和尺寸相匹配。
2.调整刨刀高度和角度:根据加工需求调整刨刀高度和角度,确保刨刀与木材表面接触的角度和深度正确。
3.调整进给速度:根据加工需求调整进给速度,确保刨刀前进速度适当,不过快或过慢都会影响加工质量。
4.保持刨床清洁:定期清理刨床上的木屑和灰尘,保持刨床清洁,以免影响加工质量。
四、课程设计思路针对牛头刨床的课程设计,可以从以下几个方面入手:1.设计一个简单的木工制品,如木制书架或木制餐桌,要求学生使用牛头刨床进行加工。
2.设计一个刨床加工实验,要求学生使用不同的刨刀和进给速度进行加工,比较不同加工参数对加工质量的影响。
牛头刨床工作原理
牛头刨床是一种常用的金属加工设备,其工作原理主要是通过刨床刀具对工件
进行切削,从而使工件表面得到精确加工。
牛头刨床工作原理的核心是刨床刀具的切削运动和工件的进给运动。
首先,刨床刀具的切削运动是牛头刨床工作原理的关键。
刨床刀具通常由刨刀
和主轴组成,主轴带动刨刀进行旋转运动,刨刀的切削刃与工件接触,切削出所需形状的表面。
刨刀的材料和刃口的锋利度对切削效果有着重要影响,通常刨刀材料选择高速钢或硬质合金,保持刃口的锋利度能够提高切削效率和加工质量。
其次,工件的进给运动也是牛头刨床工作原理的重要组成部分。
在刨床加工过
程中,工件夹持在工作台上,通过工作台的移动使工件在刨刀下方进行直线运动,从而实现对工件的切削加工。
工作台的进给速度和进给量的控制直接影响着加工表面的光洁度和精度,合理的进给速度和进给量能够保证加工表面的质量。
此外,牛头刨床工作原理还涉及刨床主轴的转速调节、刨床切削深度的控制、
切削润滑和冷却等方面。
刨床主轴的转速应根据工件材料和刨刀直径进行合理设置,以保证切削效率和加工质量。
刨床切削深度的控制通常通过刨床进给机构实现,对于不同形状和大小的工件,需要调整切削深度以满足加工要求。
切削润滑和冷却则可以减少刨刀和工件的磨损,提高加工效率和加工质量。
总的来说,牛头刨床工作原理是一个复杂的加工过程,需要刨床刀具、工件进给、主轴转速、切削深度等多个方面的配合和控制。
只有充分理解牛头刨床工作原理,并合理调整各项参数,才能够实现高效、精确的金属加工。
牛头刨床-机械原理牛头刨床是一种用于加工平面、棱角和凹凸的机床。
它通常用于生产车削刀架、锤头、铰链等工件。
牛头刨床的工作原理是利用主轴上的锯齿状铣刀对工件进行切削,而工件则在工作台上以线性方式移动。
下面将介绍牛头刨床的构造和工作原理。
一、构造牛头刨床由床身、工作台、主轴箱、进板装置、走刀箱等部分组成。
其中,床身是刨床的基础,由精密铸铁制成;工作台支撑工件,可前后和左右移动;主轴箱设在床身顶部,主轴由电机驱动,带有铣刀;进板装置用于将工件送入主轴下方,方便切削;走刀箱由传动装置和移动机构组成,它能够精确定位工艺和方便定位加工。
二、工作原理牛头刨床的切削原理是将铣刀在工件表面上来回移动,进而实现对工件的加工。
具体操作过程如下:1.调整切削深度:首先需要调整切削深度,即调整铣刀从工件表面切入的深度。
这可以通过在主轴箱上调整切削深度刻度来实现。
2.调整进给速度:调整进给速度与切削深度相似,它决定了铣刀每次进入和退出工件的速度。
这可以通过控制进板装置上的送料轮来实现。
3.安装铣刀:将铣刀安装在主轴上,然后尺寸确定,要么通过人工调整刀头,要么通过数控系统自动调整刀头。
4.调整工件位置:在工作台移动工件,使待加工的表面与铣刀平行和垂直。
5.启动刨床:刨床开始工作,铣刀开始沿着工件表面移动并切割。
6.重复步骤5,直到加工完成:将铣刀沿着整个工件表面移动,直到工件加工完成。
以上就是牛头刨床的工作原理。
在加工过程中,操作人员需要监测铣刀状态、切削深度和进给速度。
此外,还需注意保持工件和刨床间的安全距离,以防止人身伤害和设备损坏。
总之,牛头刨床非常适合于加工形状复杂的工件。
它能够通过调整铣刀和工件位置,精确地控制加工过程和质量,并具有非常高的加工效率。
但是,由于它的构造复杂,操作要求较高,所以需要计划好加工过程并经常维护刨床设备。
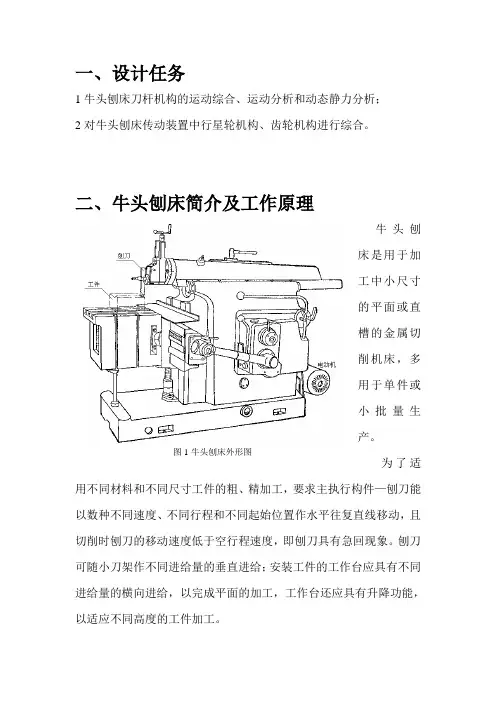
一、设计任务1牛头刨床刀杆机构的运动综合、运动分析和动态静力分析;2对牛头刨床传动装置中行星轮机构、齿轮机构进行综合。
二、牛头刨床简介及工作原理牛头刨床是用于加工中小尺寸的平面或直槽的金属切削机床,多用于单件或小批量生产。
图1牛头刨床外形图为了适用不同材料和不同尺寸工件的粗、精加工,要求主执行构件—刨刀能以数种不同速度、不同行程和不同起始位置作水平往复直线移动,且切削时刨刀的移动速度低于空行程速度,即刨刀具有急回现象。
刨刀可随小刀架作不同进给量的垂直进给;安装工件的工作台应具有不同进给量的横向进给,以完成平面的加工,工作台还应具有升降功能,以适应不同高度的工件加工。
牛头刨床是一种用于平面切削加工的机床,电动机经皮带轮O'和O''和齿轮Z o''、Z1'、Z1、Z2减速带动曲柄2转动。
刨床工作时,由导杆机构2-3-4-5-6带动刨头和刨刀作往复运动。
刨头向左时,刨刀进行切削,这个行程称工作行程,刨头受到较大的切削力。
刨头右行时,刨刀不切削,称空回行程,此时要求速度较高,以提高生产力。
三、原始参数四、导杆机构的运动综合设L O3B=L3 L BF=L4 L O3D=L'6 L O2A=L1 L O3O2=L6L O3A=S3 L DE=S E1、导杆的摆角ψ K=1.8180k 51.43180-︒+ψ=⇒ψ=︒︒ψ2、导杆的长度L 33H/2H 600mm L 691.4mm sin /2=⇒==ψ3、连杆的长度L 443L 0.3L 207.4mm =⨯=4、刨头导路中心线xx 至O3点的垂直距离L '6O3E 3L L cos 2622.9mm =⨯ψ=根据已知xx 被认为通过圆弧BB ’的绕度ME 的中点D 知O E'33O3M DM 63L L L L L L 657.2mm 2-=-=-=5、曲柄的长度L 1616L 370mm L L sin /2160.5mm =⇒=⨯ψ=6、切削越程长度0.05H ,如图所示则切削越程长度为0.05H=0.05×600=30mm7、机构运动简图8、计算机构的自由度F=3×5-2×7=1五、用解析法作导杆机构的运动分析如图所示,先建立一直角坐标系,并标出各杆矢量及其方位角。
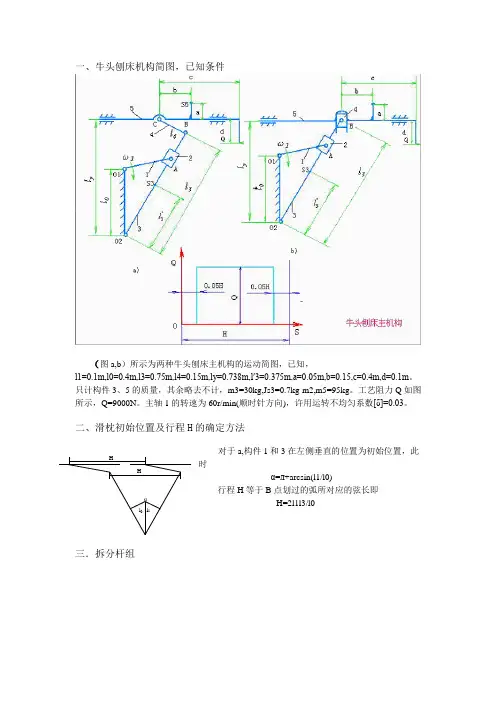
α l 1 l 0 H H 一、牛头刨床机构简图,已知条件(图a,b )所示为两种牛头刨床主机构的运动简图,已知,l1=0.1m,l0=0.4m,l3=0.75m,l4=0.15m,ly=0.738m,l′3=0.375m,a=0.05m,b=0.15,c=0.4m,d=0.1m 。
只计构件3、5的质量,其余略去不计,m3=30kg,Js3=0.7kg·m2,m5=95kg 。
工艺阻力Q 如图所示,Q=9000N 。
主轴1的转速为60r/min(顺时针方向),许用运转不均匀系数[δ]=0.03。
二、滑枕初始位置及行程H 的确定方法对于a,构件1和3在左侧垂直的位置为初始位置,此时 α=л+arcsin(l1/l0)行程H 等于B 点划过的弧所对应的弦长即H=2l1l3/l0三.拆分杆组四. 所调用的杆组子程序中虚参与实参对照表,源程序及运行结果4.1 a的运动分析。
源程序#include "graphics.h"/*图形库*/#include "subk.c"/*运动分析子程序*/#include "draw.c"/*绘图子程序*/main(){static double p[20][2],vp[20][2],ap[20][2],del;/*定义位置速度加速度数组和角度间隔*/ static double t[10],w[10],e[10],pdraw[370],vpdraw[370],apdraw[370];/*定义角度角速度角加速度数组和位置速度加速度方向*/static int ic;double r13,r24,r45,r27,r58;double r2,vr2,ar2;int i;double pi,dr;FILE*fp;char *m[]={"p","vp","ap"};/*定义指针*/r13=0.1;r24=0.75;r45=0.15;r27=0.375;r58=0.15;/*给长度付值*/del=15;/*给角度间隔付值*/t[6]=0.0;w[6]=0.0;e[6]=0.0;/*确定初始点*/pi=4.0*atan(1.0); /*求л*/dr=pi/180.0; /*求弧度*/w[1]=-2*pi;e[1]=0.0;p[1][1]=0.0;p[1][2]=0.0;p[2][1]=0.0;p[2][2]=-0.4;p[6][1]=0.0;p[6][2]=0.338; /*赋定铰链值*/printf(" \n The Kinematic Parameters of Point 6\n");printf("No THETA1 S6 V6 A6\n");printf(" deg m m/s m/s/s\n");/*在屏幕上写表头*/if((fp=fopen("zouye's k result","w"))==NULL){printf(" Can't open this file.\n");exit(0);}/*建立并打开文件zouye's k result*/ fprintf(fp," \n The Kinematic Parameters of Point 6\n");fprintf(fp,"No THETA1 S6 V6 A6\n"); fprintf(fp," deg m m/s m/s/s");/*在文件zouye's k result中写表头*/ ic=(int)(360.0/del);for(i=0;i<=ic;i++) /*建立循环,调用运动分析子程序*/ { t[1]=(i)*del*dr-asin(0.25);bark(1,3,0,1,r13,0.0,0.0,t,w,e,p,vp,ap);rprk(1,2,3,3,2,0.0,&r2, &vr2, &ar2, t,w,e,p,vp,ap);bark(2,4,0,3,r24,0.0, 0.0,t,w,e,p,vp,ap);rrpk(0,4,6,5,4,5,6,r45 ,&r2,&vr2,&ar2,t,w,e,p,vp,ap);/*r2,vr2,ar2在子程序中已定义为指针变量,所以其前面要加&符号*/ printf("\n%2d %12.3f%12.3f%12.3f%12.3f",i+1,t[1]/dr,p[5][1],vp[5][1],ap[5][1]);/*把运算结果写屏幕上*/fprintf(fp,"\n%2d %12.3f%12.3f%12.3f%12.3f",i+1,t[1]/dr,p[5][1],vp[5][1],ap[5][1]);/*把运算结果写在文件中*/pdraw[i]=p[5][1];vpdraw[i]=vp[5][1];apdraw[i]=ap[5][1];/*将运算结果传给pdraw[i] 、vpdraw[i] 、apdraw[i]以备绘图使用*/ if((i%16)==0){getch();} /*屏幕满16行停顿*/}fclose(fp); /*关闭文件zouye's k result*/getch();draw1(del,pdraw,vpdraw,apdraw,ic); /*调用绘图程序*/}运行结果The Kinematic Parameters of Point 6No. THETA1 S6 V6 A6deg m m/s m/s/s1 -14.478 0.038 0.000 -7.5532 0.522 0.032 0.282 -6.0023 15.522 0.015 0.502 -4.5794 30.522 -0.009 0.667 -3.3965 45.522 -0.040 0.788 -2.4336 60.522 -0.074 0.872 -1.6147 75.522 -0.112 0.923 -0.8498 90.522 -0.151 0.943 -0.0679 105.522 -0.190 0.928 0.77610 120.522 -0.228 0.877 1.68911 135.522 -0.263 0.787 2.66212 150.522 -0.293 0.654 3.68413 165.522 -0.316 0.479 4.76714 180.522 -0.332 0.256 5.96715 195.522 -0.337 -0.021 7.35416 210.522 -0.329 -0.359 8.84517 225.522 -0.306 -0.752 9.85018 240.522 -0.266 -1.155 9.06619 255.522 -0.211 -1.466 5.34720 270.522 -0.147 -1.570 -0.47421 285.522 -0.084 -1.434 -5.76222 300.522 -0.030 -1.123 -8.77723 315.522 0.009 -0.734 -9.57724 330.522 0.031 -0.345 -8.92425 345.522 0.038 -0.000 -7.5534.2 a的动态静力学分析源程序#include"graphics.h" /*图形库*/#include"subk.c" /*运动分析子程序*/#include"subf.c" /*动态静力分析子程序*/#include"draw.c" /*绘图子程序*/main(){static double p[20][2],vp[20][2],ap[20][2],del;static double t[10],w[10],e[10],tbdraw[370],tb1draw[370];static double fr[20][2],fe[20][2],fk[20][2],pk[20][2];static int ic;double sita1[370],fr1draw[370],sita2[370],fr2draw[370],sita3[370],fr3draw[370];double r13,r24,r29,r45,r49,r57,r58,r411;double r2,vr2,ar2,tb,we4;int i;double pi,dr,gam7,gam8,fr1,bt1,fr2,bt2,fr3,bt3,we1,we2,we3,we5,tb1;FILE *fp;sm[1]=0.0;sm[2]=0.0;sm[3]=30.0;sm[4]=0.0;sm[5]=95.0;sj[1]=0.0;sj[2]=0.0;sj[3]=0.7;sj[4]=0.0;sj[5]=0.0;r13=0.1;r24=0.75;r45=0.15;r29=0.375,r57=0.158;r58=0.412,r49=r45/2;gam7=0.24;gam8=-0.32;w[1]=-6.3;e[1]=0.0;del=15.0;t[5]=0.0; /*赋值*/pi=4.0*atan(1.0); /*求л*/dr=pi/180.0; /*求弧度*/t[5]=t[5]*dr; /*变角度为弧度*/p[2][1]=0.00;p[2][2]=-0.40;p[8][1]=0.0;p[8][2]=0.338; /*赋定铰链值*/printf("\n The Kineto-static Analysis of a Six-bar Linkase\n");printf("NO THETA1 FR1 BT1 FR2 BT2 TB TB1\n");printf(" (deg.) (N) (deg.) (N) (deg.) (N.M) (N.M)\n");/*在屏幕上写表头*/if((fp=fopen("zouye's f result","w"))==NULL){printf("Can't open this file.\n");exit(0);} /*建立并打开文件zouye's f result*/ fprintf(fp,"\n The Kineto-static Analysis of a Six-bar Linkase\n");fprintf(fp,"NO THETA1 FR1 BT1 FR2 BT2 TB TB1\n");fprintf(fp," (deg.) (N) (deg.) (N) (deg.) (N.M) (N.M)\n");/*在文件中写表头*/ic=(int)(360.0/del);for(i=0;i<=ic;i++) /*建立循环,调用运动分析子程序*/{t[1]=(double)(i)*del*dr+3.4;bark(1,3,0,1,r13,0.0,0.0,t,w,e,p,vp,ap);rprk(1,2,3,3,2,0.0,&r2,&vr2,&ar2,t,w,e,p,vp,ap);bark(3,0,3,3,0.0,0.0,0.0,t,w,e,p,vp,ap);bark(2,0,4,2,0.0,r24,0.0,t,w,e,p,vp,ap);bark(2,0,9,2,0.0,r29,0.0,t,w,e,p,vp,ap);rrpk(1,4,6,5,4,5,6,r45,&r2,&vr2,&ar2,t,w,e,p,vp,ap);bark(4,0,11,4,0.0,r411,0.0,t,w,e,p,vp,ap);bark(5,0,7,5,0.0,r57,gam7,t,w,e,p,vp,ap);bark(4,0,5,4,0.0,r45,0.0,t,w,e,p,vp,ap);bark(5,0,8,5,0.0,r58,gam8,t,w,e,p,vp,ap);rrpf(4,6,5,11,7,0,8,8,4,5,p,vp,ap,t,w,e,fr,fk,pk);rprf(2,3,9,3,4,0,0,2,3,p,vp,ap,t,w,e,fr,fk,pk);barf(1,1,3,1,p,ap,e,fr,&tb);/*r2,vr2,ar2,tb在子程序中已定义为指针变量,所以前面要加&符号*/ fr1=sqrt(fr[1][1]*fr[1][1]+fr[1][2]*fr[1][2]);bt1=atan2(fr[1][2],fr[1][1]);fr2=sqrt(fr[2][1]*fr[2][1]+fr[2][2]*fr[2][2]);bt2=atan2(fr[2][2],fr[2][1]);fr3=sqrt(fr[3][1]*fr[3][1]+fr[3][2]*fr[3][2]);bt3=atan2(fr[3][2],fr[3][1]);/*求合力的大小和方向*/we1=-(ap[1][1]*vp[1][1]+(ap[1][2]+9.81)*vp[1][2])*sm[1]-e[1]*w[1]*sj[1];we2=-ap[9][1]*vp[9][1]*sm[2]+fe[9][1]*vp[9][1];we3=-(ap[3][1]*vp[3][1]+(ap[3][2]+9.81)*vp[3][2])*sm[3]-e[3]*w[3]*sj[3];we4=-(ap[11][1]*vp[11][1]+(ap[11][2]+9.81)*vp[11][2])*sm[4]-e[4]*w[4]*sj[4];extf(p,vp,ap,t,w,e,8,fe);we5=-ap[7][1]*vp[7][1]*sm[5]+fe[8][1]*vp[7][1];tb1=-(we1+we2+we3+we4+we5)/w[1];/*用简易方法求平衡力偶*/printf("%3d%6.0f%11.3f%11.3f%11.3f%11.3f%11.3f%11.3f\n",i,t[1]/dr,fr1,bt1/dr,fr2,bt2/dr,tb,tb1 );/*把运动结果写屏幕上*/fprintf(fp,"%3d%6.0f%11.3f%11.3f%11.3f%11.3f%11.3f%11.3f\n",i,t[1]/dr,fr1,bt1/dr,fr2,bt2/dr,tb ,tb1); /*把运动结果写入文件中*/tbdraw[i]=tb;tb1draw[i]=tb1;fr1draw[i]=fr1;fr2draw[i]=fr2;fr3draw[i]=fr3;sita1[i]=bt1;sita2[i]=bt2;sita3[i]=bt3;/*把运算结果传给tbdraw[i] tb1draw[i] fr1draw[i] fr2draw[i] fr3draw[i]以备绘图使用*/ if(i%16==0)getch(); /*屏幕满16行停顿*/}fclose(fp); /*关闭文件zouye's f result*/getch();draw2(del,tbdraw,tb1draw,ic);draw3(del,sita1,fr1draw,sita2,fr2draw,sita3,fr3draw,ic);}extf(p,vp,ap,t,w,e,nexf,fe)double p[20][2],vp[20][2],ap[20][2],t[10],w[10],e[10],fe[10][2];int nexf;{fe[nexf][2]=0.0;if(vp[nexf][1]>0){if(p[nexf][1]<0.72&&p[nexf][1]>0.38)fe[nexf][1]=-9000.0;else fe[nexf][1]=0.0;}else{fe[nexf][1]=0.0;}}The Kineto-static Analysis of a Six-bar LinkaseNO THETA1 FR1 BT1 FR2 BT2 TB TB1 (deg.) (N) (deg.) (N) (deg.) (N.M) (N.M)0 195 355.282 67.989 18.632 -165.523 -28.442 -28.4421 210 1923.754 23.436 924.150 -152.846 21.344 21.3442 225 2166.498 21.500 1124.030 -155.945 85.714 85.7143 240 2104.241 19.591 1153.267 -160.299 135.860 135.8604 255 1493.323 20.672 830.703 -166.272 121.017 121.0175 270 438.405 70.608 87.693 -173.789 14.416 14.4166 285 1392.150 158.254 760.026 -2.611 -111.834 -111.8347 300 2237.518 161.116 1214.604 -11.494 -147.706 -147.7068 315 2306.569 159.114 1189.988 -19.540 -94.948 -94.9489 330 1972.225 156.805 947.071 -25.768 -24.032 -24.03210 345 1580.374 155.081 693.725 -29.381 26.695 26.69511 360 1250.442 154.093 493.780 -29.921 54.252 54.25212 375 14248.360 -11.867 6232.520 152.281 -639.605 -639.60513 390 13939.753 -10.053 5580.259 158.149 -893.387 -893.38714 405 13734.891 -7.761 5076.677 166.790 -1090.629 -1090.62915 420 13601.753 -5.127 4765.469 177.276 -1232.061 -1232.06116 435 13529.369 -2.270 4660.370 -171.892 -1318.662 -1318.66217 450 13527.866 0.703 4734.618 -162.283 -1352.621 -1352.62118 465 13625.388 3.691 4942.696 -154.888 -1336.983 -1336.98319 480 13862.436 6.591 5254.181 -149.980 -1274.005 -1274.00520 495 14284.767 9.293 5671.992 -147.349 -1162.759 -1162.75921 510 14935.884 11.674 6229.899 -146.549 -996.859 -996.85922 525 931.348 27.133 330.571 -147.622 -62.714 -62.71423 540 1223.460 26.116 483.274 -148.826 -54.228 -54.22824 555 1570.895 24.954 687.806 -150.565 -27.678 -27.678五、飞轮转动惯量计算1、飞轮转动惯量的计算方法1)计算等效驱动力矩Td;2)计算间隔i-1,i内的盈亏功;3)计算个离散点处的盈亏功Ei;4)挑选处Emax和Emin,最大盈亏功为Emax-Emin;5)计算飞轮转动惯量Jf。
牛头刨床的工作原理
牛头刨床是一种用于刨削木材的机械设备,其工作原理如下:
1. 调整木料位置:将待加工的木料放在刨床的工作台上,并用夹具夹住以保持木料的稳定性和安全性。
2. 定位刨床刀具:刨床配备有数个旋转的刨床刀具,这些刀具通常以水平的方式固定在刨床床身上。
使用调整装置可以控制刀具的刨削深度和位置。
3. 启动电机:当一切准备就绪时,启动刨床的电机,驱动刨床刀具以高速旋转。
4. 刨削木料:通过刨床电机的驱动下,刨床刀具与木料接触,并沿木料表面移动。
刨床刀具的旋转切削作用使木料表面产生刨花,实现刨削的效果。
5. 调整刨削厚度:通过调整刨床的刨削深度,可以控制刨削木料的厚度。
一般来说,刨床可根据需要进行多次刨削,从而达到所需的木料平滑度。
6. 收集刨花:在刨削过程中,产生大量的刨花。
为了保持工作环境整洁,并方便后续处理,可以通过合适的方法将刨花收集起来。
牛头刨床利用刨床刀具的高速旋转,通过切削木料表面,实现
对木材的刨削加工。
刨床具有刨削速度快、效率高的特点,常用于家具制造、木工加工等行业。
牛头刨床工作原理
牛头刨床是一种用于对木材进行平整、修整或开槽的木工机械设备。
其工作原理基于刀具的旋转和移动,以削除木材表面的不规则部分。
首先,牛头刨床通常由一台电动机驱动,带有一个旋转的刀具。
木材被放置在刨床的工作台上,然后由压轮固定在工作台上,以确保木材在操作过程中稳定不移动。
当电动机启动时,刀具开始旋转。
木材被推入刨床的刀具区域,刀具与木材的接触点会迅速削除木材表面的不规则部分。
刀具的削除深度可以通过调整刨床上的刀具高度来控制。
同时,牛头刨床还配备了供应进给机构。
这个机构负责将木材向刀具供给,以确保切削的均匀和稳定。
用户可以根据需要调整进给速度,以达到所需的木材修整效果。
牛头刨床的工作原理非常简单,但其却能够高效地处理各种类型和尺寸的木材。
通过不断调整刀具的高度和进给速度,木工可以在较短的时间内获得平整的木材表面,并实现所需的尺寸和形状。
因此,牛头刨床在木工行业中被广泛使用,以满足木材加工的需求。
机械原理大作业——牛头刨床牛头刨床是一种常见的机械设备,广泛应用于木工加工行业。
它主要用于对木材进行刨削,以获得平整的表面和精确的尺寸。
本文将详细介绍牛头刨床的工作原理、结构组成、操作步骤以及相关注意事项。
一、工作原理牛头刨床的工作原理基于刨床刀具的旋转和木材的挪移。
刨床刀具通常由多个刀片组成,固定在刨床刀轴上。
当刨床启动时,刀轴开始旋转,刀片切入木材表面,并将其刨削。
同时,木材被放置在刨床工作台上,工作台会通过传动装置使木材沿水平方向挪移,从而实现对木材的刨削。
二、结构组成牛头刨床主要由以下几个部份组成:1. 床身:刨床的主体部份,通常由铸铁或者钢板制成,具有足够的强度和刚性。
2. 工作台:用于放置木材的平台,通常由铸铁制成,具有平整的表面和可调节的高度。
3. 刀轴:刨床刀具的旋转轴,通常由钢材制成,固定在床身上,并通过机电带动旋转。
4. 刀座:用于固定刨床刀具的部件,通常由铸铁制成,固定在刀轴上。
5. 传动装置:用于驱动工作台沿水平方向挪移的装置,通常由机电和传动皮带组成。
三、操作步骤1. 准备工作:确保牛头刨床的工作环境干净整洁,刨床刀具安装完好,工作台调整到适当的高度。
2. 放置木材:将待刨削的木材放置在工作台上,并确保其与刨床刀具没有干涉。
3. 启动刨床:按下启动按钮,刨床开始运转。
此时,刨床刀具开始旋转,木材开始被刨削。
4. 调整刨削深度:根据需要,通过旋转调节手柄或者调节杆,调整刨床刀具的刨削深度。
刨削深度的调整应逐渐进行,以避免过度刨削。
5. 挪移木材:通过操作传动装置,使工作台沿水平方向挪移,从而使木材被刨削的表面逐渐变化。
6. 检查刨削效果:定期住手刨床,检查刨削的木材表面,确保其平整度和尺寸精确度符合要求。
7. 完成工作:刨削完成后,关闭刨床,并将刨床刀具进行清洁和保养。
四、注意事项1. 操作人员应穿戴好防护设备,如安全眼镜和手套,以避免意外伤害。
2. 在操作过程中,应保持专注,避免分散注意力,以防止意外发生。
牛头刨床的机构工作原理
牛头刨床是一种常见的木工机床,用于加工木料表面,使其变得光滑平整。
牛头刨床的机构工作原理主要包括进给机构、传动机构和切削机构。
进给机构:牛头刨床的进给机构一般由电机、皮带传动系统和导轨组成。
电机带动皮带运转,通过导轨使工件在切削机构下方以一定速度进行进给。
传动机构:传动机构是指将电机转换为工作机床运动的机构。
通常采用皮带传动、齿轮传动或链条传动等方式,通过传动带动牛头刨刀运转。
切削机构:切削机构是牛头刨床的核心部分,包括牛头刨刀和安装在机床上的刨床工作台。
牛头刨刀由一组尖锐的切削刀片组成,刀片以一定的间距固定在刨床工作台上。
当工件被进给至切削机构下方时,切削刀片会对工件表面进行切削,使其变平整。
在工作过程中,牛头刨床的切削机构通过传动机构带动牛头刨刀旋转,而进给机构控制工件以一定速度向切削机构进给。
切削刀片与工件表面接触时,由于刀片的高速旋转和进给运动,刀片会对工件表面进行切削,从而达到木料修整和平整的效果。
牛头刨床机械原理课程设计牛头刨床是一种机械设备,用于加工木材、塑料、金属等材料。
其工作原理是通过刀具在物体表面上上下移动,达到切削的目的。
其中涉及到的原理主要包括:1. 刨床工作原理刨床是一种重型机械工具,由主驱动机构、横移机构、上下升降机构、切削机构、进给机构等组成。
切削机构包括刀架、刀柄和刀具。
当工件在夹具上夹紧稳固后,驱动机构带动横移机构和上下升降机构保持平衡,使得刀具与工件接触,并在横向和上下方向移动,实现对工件的切削。
2. 刨床刀具原理刨床刀具主要包括刨刀、电磁刨刀和金刚石刨刀。
刨刀是最常见的一种刀具,其切削面呈V型或直径尖角,用于刨削较大的平面表面。
电磁刨刀是利用磁场通过电流改变切削面积的大小,实现对工件的切削。
金刚石刨刀则是利用其硬度高、耐磨性强的特性,用于加工硬度较高的材料。
3. 刨床进给机构原理刨床进给机构主要通过变速器和变步进电机驱动筒齿轮,再通过传动带牵引杠杆调整进刀量。
刨床的进给速度和进给量应根据工件的材料性质、大小和工件表面的要求等因素进行合理的调整。
4. 刨床的冷却原理在刨床加工过程中,由于切削摩擦会使工件表面温度升高,容易导致切削工具变形或失去切削性能。
因此在刨床加工中需要进行冷却处理。
使用冷却液进行冷却可以有效减少摩擦热量,并清洗切削面,保证加工质量。
常用的冷却液有水、油、溶液等。
基于以上原理,我们可以开展牛头刨床机械原理课程设计,并考虑以下几个方面:1. 设计刨床的操作界面通过自主设计刨床的操作界面,可以使得操作更加方便和快捷。
操作界面应设置开机按钮、急停按钮、刨床刀具的进给速度和进给量调节、冷却液的喷洒控制等。
2. 模拟刨床工作的过程通过建立数学模型,模拟刨床的加工过程,可以让学生更好地理解和熟悉刨床的工作原理和加工过程。
模型可以分成驱动机构、横移机构、上下升降机构、切削机构、进给机构和冷却液系统等模块,通过计算机程序实现模拟加工。
3. 实验设计设计刨床加工实验,让学生实际操作刨床进行加工,从而更深入了解刨床的工作原理和加工过程。