主流道和冷料穴的设计
- 格式:doc
- 大小:16.00 KB
- 文档页数:6

本科毕业论文(设计)题目手机壳模具设计与结构设计作者机械工程学院学院专业料成型与控制工程学号指导教师二〇一六年二月二十二日摘要本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。
该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。
关键词:注塑模具;注射成型;分型面AbstractThis design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould.The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality.Keywords:The plastic mold;the parametrization;;divides the profile目录摘要 (I)Abstract..................................................... I I第一章绪论 (1)1.1 模具介绍 (3)1.2 模具在加工工业中的地位 (3)1.3 模具的发展趋势 (3)第二章该塑件材料分析和工艺性分析 (4)2.1 材料分析 (6)2.2 工艺分析 (7)2.2.1尺寸及精度 (8)2.2.2表面粗糙度 (9)2.2.3形状 (9)2.2.4斜度 (9)第三章拟定成型工艺 (10)3.1制件成型方法 (10)3.2制件的成型参数 (10)3.3确定型腔数目.............................. 错误!未定义书签。

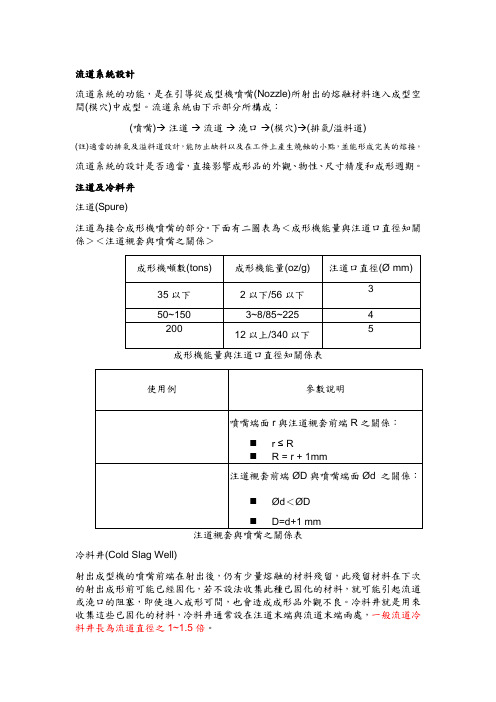
流道系統設計流道系統的功能,是在引導從成型機噴嘴(Nozzle)所射出的熔融材料進入成型空間(模穴)中成型。
流道系統由下示部分所構成:(噴嘴)→注道→流道→澆口→(模穴)→(排氣/溢料道)(註)適當的排氣及溢料道設計,能防止缺料以及在工件上產生燒蝕的小點,並能形成完美的熔接。
流道系統的設計是否適當,直接影響成形品的外觀、物性、尺寸精度和成形週期。
注道及冷料井注道(Spure)注道為接合成形機噴嘴的部分。
下面有二圖表為<成形機能量與注道口直徑知關係><注道襯套與噴嘴之關係>成形機能量與注道口直徑知關係表注道襯套與噴嘴之關係表冷料井(Cold Slag Well)射出成型機的噴嘴前端在射出後,仍有少量熔融的材料殘留,此殘留材料在下次的射出成形前可能已經固化,若不設法收集此種已固化的材料,就可能引起流道或澆口的阻塞,即使進入成形可間,也會造成成形品外觀不良。
冷料井就是用來收集這些已固化的材料,冷料井通常設在注道末端與流道末端兩處,一般流道冷料井長為流道直徑之1~1.5倍。
流道與澆口(Runner and Gate)流道(Runner)流道是連接注道並藉由澆口進入模穴中,根據材料的流動性、成品的重量及投影面積來決定形狀及大小。
流道的斷面尺寸過大時,一來浪費材料,二來冷卻時間增長,成形周期亦隨之增長,形成成本上之浪費。
斷面尺寸過小,則材料的流動阻力大,易造成充填不足,或者必須增高射出壓力始能充填,故流道斷面大小應適合成形品之重量或投影面積。
流道段面形狀梯形流道-截面外型尺寸表流道尺寸(Runner size)流道長度宜短,因為長的流道不但會造成壓力損失,不利於生產性,同時亦浪費材料。
但是,材料以低溫成形時,為增高成形空間的壓力來減少成形品收縮下陷時,或欲得肉厚較厚的成形品而延長保壓時間,減短流道長度並非絕對可行。
因為流道過短,則成形品的殘留應力增大,且易生毛邊,材料的流動不均,所以流道長度也應適合成形品之重量。

第6章型腔布局与浇注系统的设计内容简介本章主要介绍普通型腔的总体布局、型腔个数确定、分型面形式与位置的选择、普通浇注系统的组成、浇注系统的设计、排气结构设计。
目的与要求(1)掌握型腔的合理布局与腔数的确定。
(2)掌握选择塑料模具分型面的基本原则,针对不同塑件能运用原则选择分型面。
(3)掌握浇注系统的设计原则,并会选择浇口在塑件上的位置,会设计浇注系统。
(4)会设计排气槽。
重点与难点1.重点(1)型腔布局及型腔数目的确定。
(2)分型面设计。
(3)浇口形式的选择及浇注系统设计。
(4)排气槽的设计。
2.难点(1)分型面的位置选择。
(2)浇口位置的选择。
授课过程塑料制件在模具中的位置是由型腔总体平面布置,型腔总体纵向布置来确定的。
6.1 型腔布置(塑料制件在模具中的位置)1.型腔总体平面布置(1)型腔数目的确定。
单型腔模具——在一次注射中只能生产一件塑料产品的模具。
多型腔模具——一副模具一次注射能生产两件或两件以上的塑料产品的模具。
一般可以按下面几点对型腔数目进行确定:①按塑件的精度要求确定型腔数目。
受塑件精度的限制,属于精密技术级的,如SJ1372-78中的1、2级,只能一模一腔;如属于精密级的,如SJ1372-78中的3、4级,最多可以一模四腔。
②按注射机的最大注射量、额定锁模力确定型腔数目。
受设备的技术条件限制,如最大注射量、锁模力、最大注射面积等与型腔个数n有关的技术参数校核。
按最大注射量确定型腔数目:n≤(km n-m j)/m按额定锁模力确定型腔数目:n≤(F n-pA j)/pA③按经济性确定型腔数目。
受成本核算的限制,成本最低的型腔数核算n =√NYt/60C1(2)型腔的排列①平衡式排列P90图6.2a、b②非平衡式排列P90图6.2c、d*型腔的排布应使每个型腔都能通过浇注系统从总压力中均等地分得所需足够压力,以保证塑料熔体能同时均匀地充填每一个型腔,从而使各个型腔的塑件内在质量均一稳定。

专业课程设计设计说明书姓名:学号: 2班级:指导教师:日期: 2014。
1.8设计任务书塑件名称:衬套材料:PA1010精度等级:MT4表面粗糙度:Ra0。
8批量:50万概述衬套是阀门密封的必备之一,要求具有较高的密封性,同时还需要该零件具有并要求注射操作简便易行,模具更换方便,周期短,注射成型过程可完全自动化,生产效率高,经济效益好。
本文将为衬套进行注塑模具设计,设计过程主要包括以下几个方面:1、塑件成型分析.冰箱冷藏门上下饰条是家族模,所以分析时包括特性分析和结构分析等.2、注塑机的选择及校核。
先利用锁模力来进行初选择,然后就最大注射量、注射压力等参数初步校核。
3、分析和确定模具的分型面。
根据分型面的选取原则逐步进行,最后综合考虑装饰条的结构特点和成型条件来确定分型面。
4、浇注系统。
浇注系统一般由主流道、分流道、浇口、冷料穴几部分组成,具体设计中对各部分分别进行.本次产品属于环形浇口,设计时多加注意。
5、成型部件的设计与计算.成型部件设计要考虑到模具的加工性和塑件成型要求,然后利用平均值法来进行主要尺寸的计算.6、脱模机构设计。
脱模机构的设计需要考虑塑件的外观要求和具体结构进行.顶出时注意圆顶杆、方顶杆以及顶管的设计。
7、冷却系统的设计。
冷却系统对于塑件的成型质量和生产效率影响很大,应根据塑件的结构特点合理确定冷却系统结构。
第一章塑件成型工艺性分析1。
1塑料原材料分析化学名称:PA1010PA1010(尼龙1010)塑料是半透明、轻而硬、表面光亮的结晶形白色或微黄色颗粒,相对密度和吸水性比尼龙6和尼龙66低,机械强度高,冲击韧性、耐磨性和自润滑性好,耐寒性比尼龙6好,熔体流动性好,易于成型加工,但熔体温度范围较窄,高于100℃时长期与氧接触会逐渐呈现黄褐色,且机械强度下降,熔融太时与氧接触极易引起热氧化降解。
PA1010(尼龙1010)塑料还具有较好的电气绝缘性和化学稳定性,无毒。
不溶于大部分非极性溶剂,如烃、脂类、低级醇等,但溶解于强极性溶剂,如苯酚、浓硫酸、甲酸、水合三氯乙醛等,耐霉菌、细菌和虫蛀。
实验报告课程名称:保温杯杯盖注塑模设计专业:机械设计制造及其自动化班级:机自111学号:************学生姓名:***指导老师:***目录引言............................................................................................................ 错误!未定义书签。
一产品工艺分析........................................................................................ 错误!未定义书签。
(一)杯盖的质量要求........................................................................................... .. (2)(二)杯盖表面粗糙度 (2)(三)杯盖脱膜斜度 (3)(四)杯盖的材料 (3)二、注塑机的选择............................................... .....................................错误!未定义书签。
(一)注塑量校核.. (3)(二)注射压力校核 (4)(三)注塑锁模力校核 (4)(四)开模行程的校核 (4)(五)总结 (4)三、分型面设计. 4四、浇注系统的设计(二)分流道的设计 (6)(三)浇口套 (7)(四)浇口的设计 (7)(五)冷料穴的设计 (7)五、温度调节系统的设计 (7)(一)温度对产品的影响 (7)(二)冷却水路尺寸的计算 (8)六、合模导向机构设计 (9)(一)导柱的设计 (9)(二)导套的设计 (10)(三)导向孔的设计 (10)七、排气系统的设计 (10)八、模仁结构和尺寸计算 (11)(一)型腔的结构 (11)(二)型腔径向尺寸计算 (11)(三)型芯的结构 (12)(四)型芯径向尺寸计算 (12)(五)型腔深度与型芯高度尺寸计算 (12)九、模具总装图 (14)参考文献 (16)引言本文中所论述的是,保温杯塑料杯盖注塑模设计。
浇口种类薄膜浇口模具设计时间:2010-06-13 19:07来源:未知作者:模具站点击:307次TAG标签:模具设计浇口薄膜浇口薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以保持最小量的翘曲。
薄膜浇口尺寸很小,厚度大约是0.25~0.63 mm,宽度大约为0.63 mm。
图6-18 辐状浇口图6-19 薄膜浇口(B) 自动式去除式浇口自动去除式浇口与模具动作配合,在顶出塑件时剪断浇口。
它们应用于:Ÿ 避免去除浇口的二次加工。
Ÿ 维持均一的周期时间Ÿ 使浇口痕迹最小化。
自动去除式浇口包括下列各类型:针状浇口、潜式浇口、热流道浇口、和阀浇口。
(1) 针状浇口针状浇口(pin gate)如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。
具有倒锥角的浇口在平行于模板运动方向穿透中间模板。
当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。
此系统也可以先打开流道分模线,再使用辅具撕下流道废料。
针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。
典型的针状浇口的直径0.25~1.6 mm。
(2) 潜式浇口潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),如图6-21所示,使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。
毕业设计论文一模两腔的塑料模具设计姓名:系别:机械工程系专业:模具设计与制造班级:学号:目录绪论 (5)1 模具概论 (8)1.1注射模简介 (8)1.1.1注射模的定义 (8)1.2塑料制件几何形状及材料 (11)2注射机的选用 (11)2.1注射机的分类 (12)2.2分析制件结构、尺寸精度及表面质量 (12)2.2.1结构分析 (15)2.2.2尺寸精度分析 (17)2.2.3表面质量分析 (17)2.3注射机选定 (17)2.3.1计算制品的体积和质量: (17)2.3.2 初步选定注射机 (18)3 确定型腔数目及位置布局 (19)3.1型腔数目的确定 (19)3.2 型腔布局方案 (20)4 确定模具结构方案 (21)4.1分型面 (21)4.1.1分型面的选择 (21)4.1.2分型面个数的确定 (21)4.3浇注系统设计 (22)4.3.1主流道设计 (22)4.3.2主流道浇口套的设计 (23)4.3.3分流道设计 (24)4.3.4浇口的设计 (25)4.3.5冷料穴的设计 (27)4.3.6排气系统的设计 (27)5 成型零件的设计与计算 (28)5.1成型零部件设计 (28)5.2成型零件工作尺寸的计算方法 (28)5.2.1 成型零件型腔的计算结果 (29)5.2.2 确定标准模架型号和规格 (29)6 侧向分型与抽芯机构的设计 (30)6.1抽芯距的确定 (31)6.2抽芯力的确定 (31)6.3合模导向机构 (35)6.4设计推出脱模机构 (32)6.5浇注系统凝料的脱出机构 (34)7 注射机与模具有关的参数及尺寸的校核 (36)7.1 注射机注射量的校核 (36)7.1.1注射压力和锁模力的校核 (36)7.2注射机闭合高度和开模行程的校核 (36)7.3 模具在注射机上安装尺寸的校核 (37)结论 (41)参考文献 (38)致谢 (39)绪论1.塑料工业在国民经济中的作用:由于塑料具有质量轻、强度高、耐腐蚀、绝缘性好、易着色、制件可加工成任意形状,而且具有生产率高、价格低廉等特点,所以应用日趋广泛,年增长居四大工业材料之首.已经深入到国民经济的各个部门。
冷料穴原理
冷料穴(也称冷料井、冷阱或冷料池)是注塑模具设计中的一个重要结构,其主要原理和作用如下:
1.熔体前沿的冷凝现象:注射成型过程中,当高温塑料熔体在接触到低温模具表面时,
由于热交换会立即在其前端形成一个冷凝区,这个区域内的塑料冷却速度快于后方流动的熔体,从而产生固化的“冷料头”。
2.避免冷料进入型腔:冷料穴位于主流道末端靠近模腔的位置,它的存在就是为了收集
这部分提前固化而未进入产品有效部分的“冷料头”。
如果不设置冷料穴,这些冷料可能会阻塞或者影响熔体流进模腔,导致制品质量缺陷,如短射、填充不满、气泡
等。
3.保证填充效果:通过将可能形成的冷料集中到冷料穴中,可以确保后续的熔体顺畅地
流入模腔,并且能够充满整个型腔,进而提高产品的尺寸精度和外观质量。
4.便于脱模与回收:冷料穴的设计还考虑到脱模时能方便地将冷料头与最终产品分离。
有的冷料穴还会配备专门的拉料杆或其他脱模机构,在开模时能够顺利将冷料顶出或抽离,以便进行下一轮注塑循环,并对产生的冷料进行回收处理。
总结来说,冷料穴利用了熔体接触模具壁面后的快速冷却特性,通过合理设计将这部分不易控制的冷料集中起来,从而保障注塑过程的稳定性和产品质量。
主流道和冷料穴的设计
主流道和冷料穴的设计
由于主流道要与高温塑料熔体及注射机喷嘴反复接触,所以在注射模中主流道部分常设计成可拆卸更换的主流道衬套。
在卧式或立式注射机上使用的注射模中,主流道垂直于模具分型面。
为了使塑料凝料能从主流道中顺利拔出,需将主流道设计成圆锥形,具有2°~6°的锥角,内壁有μm以下的表面粗糙度,小端直径常为4~8mm,注意小端直径应大于喷嘴直径约1mm,否则主流道中的凝料无法拔出。
在直角式注射机上使用的模具中,因主流道开设在分型面上,故不需要沿道轴线方向拔出主流道内的凝料,主流道可以设计成等粗的圆柱形。
冷料穴的作用是贮存因两次注射间隔而产生的冷料头以及熔体流动的前锋冷料,以防止熔体冷料进入型腔。
冷料穴一般设在主流道的末
端,当分流道较长时,在分流道的末端有时也开设冷料穴。
分流道的设计
分流道是主流道与浇口之间的通道。
在多型腔的模具中分流道必不可少,而在单型腔的模具中,有时则可省去分流道。
在分流道的设计时应考虑尽量减小在流道内的压力损失和尽可能避免体温度的降低,同时还要考虑减小流道的容积。
1. 分流道的截面形状
常用的流道截面形状有圆形、梯形、U形和六角形等。
在流道设计中要减少在流道内压力损失,则希望流道的截面积大;要减少传热损失,又希望流道的表面积小,因此可用流截面积与周长的比值来表示流道的效率。
分流道的尺寸
因为各种塑料的流动性有差异,所以可以根据塑料的品种来粗略地估计分流道的直径。
三、浇口的设计浇口是连接流道与型腔之间的一段细短通道,它是浇注系统的关键部分。
浇口的形状、位置和尺寸对
制品的质量影响很大。
浇口的主要作用有以下几点:1、熔体充模后,首先在浇口处凝固,当注射机螺杆抽回时可防止熔体想流道回流。
2、熔体在流经狭窄的浇口时产生摩擦热,使熔体升温,有助于充模。
3、易于切除浇口尾料,二次加工方便。
4、对于多型腔模具,浇口能用来平衡进料,对于多浇口单型腔模具,浇口既能用来平衡进料,又能用以控制熔合纹在制品中的位置。
浇口的类型与位置
在注塑模设计中常用的浇口形式有如下几种:直接浇口、矩形侧浇口、扇形浇口、膜状浇口、点浇口、潜伏浇口和护耳浇口等。
弹出窗口中所示的即是各种类型浇口的示意图。
浇口的开设的位置对制品的质量影响甚大,在确定浇口的`位置时,应注意如下几点:
1、浇口应设在能使型腔各个角落同时充满的位置。
2、浇口应设置在制品壁
厚较厚的部位,使熔体从厚断面流入薄断面,以利于补料。
3、浇口的位置应选择在有利于排除型腔中气体的部位。
4、浇口的位置应选择在能避免制品表面产生熔合纹的部位。
当无法避免熔合纹的产生时,浇口位置的选择应考虑到熔合纹产生的部位是否合适。
5、浇口的设置应避免引起熔体断裂的现象。
6、浇口应设置在不影响制品外观的部位。
7、不要在制品中承受弯曲载荷或冲击载荷的部位设置浇口,一般,制品浇口附近的强度最差。
浇注系统设计原则
1. 浇注系统与塑件一起在分型面上,应有压降、流量和温度分布的均衡布置;
2. 尽量缩短流程,以降低压力损失,缩短充模时间;
3. 浇口位置的选择,应避免产生湍流和涡流,即喷射和蛇形流动,并有利于排气和补缩;
4. 避免高压融体对型芯和嵌件产生冲击,防止变形和位移;
5. 浇注系统凝料脱出方便可靠,易于塑件分离或切除整修容易,且外观无损伤;
6. 熔和缝位置须合理安排,必要时配置冷料井获溢料槽;
7. 尽量减少浇注系统的用料量;
浇注系统应达到所需精度和粗糙度,其中浇口须有IT8以上精度。