快速成形技术
- 格式:ppt
- 大小:2.36 MB
- 文档页数:32

快速成形技术的快速模具制造技术快速成形技术是一种快速制造技术,在许多制造领域中被广泛应用。
它的优势在于减少成本和提高生产效率。
快速成形技术的一个关键应用是快速模具制造技术。
在传统制造技术中,模具制造需要花费大量的时间和成本。
快速模具制造技术通过利用快速成形技术的优势来快速制造模具,从而带来更高的生产效率和低成本。
本文将介绍快速成形技术和快速模具制造技术,探讨它们在制造行业中的应用以及未来的发展方向。
一、快速成形技术概述快速成形技术(Rapid Prototyping)是一种以数字模型为基础,通过逐层堆积材料的方式制造复杂结构部件的技术。
它的本质是一种数字化制造技术,利用计算机辅助设计(CAD)、计算机辅助制造(CAM)和快速成形技术等先进技术,实现从数字模型到实体模型的过程。
快速成形技术产生的模型可以用于功能测试、样板制作、微型结构模型测量等领域。
它的一个重要应用是快速模具制造技术。
二、快速模具制造技术的现状快速模具制造技术是一种使用快速成形技术制造模具的技术。
传统的模具制造方法是通过切割、铣削、打孔、线切割等方式来加工模具。
这种方法耗时、成本高,并且生产周期长。
而快速模具制造技术是直接从数字模型制造模具,可以大大缩短制造周期和花费。
快速模具制造技术不仅节约了生产成本,而且使设计者更容易实现他们的设计概念,并快速完成新产品的开发。
目前,快速模具制造技术已经得到了广泛的应用。
主要应用领域包括航空航天、医疗器械、汽车、电子、塑料等行业。
简单来说,快速模具制造技术可以分为两类,分别是直接快速制造模具和间接快速制造模具。
1、直接快速制造模具直接快速制造模具是指从数字模型直接制造模具的技术。
它是实现模具快速制造的一种有效方法。
通过添加材料的方式,模具可以在一定时间内得到制造。
这种方法适用于塑料模具的制造,但在金属制品模具制造方面还没有发挥出全面的优势。
还需要进一步研究和改进。
2、间接快速制造模具间接快速制造模具是指通过制作快速模型制造铸型和翻转模等模具。
冲压模具的快速成形技术介绍冲压模具是用于冲压加工工艺的重要设备,通常由模架、上、下模座、上、下模板、顶针等组成。
传统的冲压模具采用的是传统制造工艺,制造周期长,生产效率低,导致产品制造成本高,难以满足市场需求。
快速成形技术主要是利用计算机辅助设计(CAD)、计算机辅助制造(CAM)、快速成型(RP)等技术,通过直接数据处理和机械制造的方法,从设计到制造的全过程中减少了一切繁琐的处理。
该技术的主要特点是:快速、高效、能够生产出形状复杂,尺寸精度高的冲压模具。
快速成形技术的主要应用有以下几个方面:1、产品开发:快速成形技术可以快速制造模具,大大缩短产品开发周期,加快上市速度。
2、小批量生产:快速成形技术可以满足小批量生产的需求,减少生产成本,提高工作效率。
3、个性化定制:快速成形技术可以根据客户需求快速制造模具,方便实现个性化定制生产。
4、模具修复:快速成形技术可以修复模具,提高模具利用率,节约成本。
快速成形技术的实施步骤主要包括以下几个方面:1、模具设计:根据产品需求,使用CAD软件进行模具设计,设计完成后,经过计算机模拟验证。
然后将模具设计数据导入到CAM软件中,生成加工路径。
2、快速成形:根据CAM软件生成的加工路径,使用快速成形设备进行模具的快速成形。
常用的快速成形设备有三维打印机、激光烧结机等。
3、后处理:快速成形完成后,需要进行后处理,包括清理、热处理、表面处理等。
清理主要是去除模具表面残留物质,热处理是为了提高模具的硬度和耐磨性,表面处理是为了提高模具的表面质量。
快速成形技术有以下几个优点:1、缩短制造周期:传统模具制造周期长,快速成形技术可以大大缩短制造周期,提高生产效率。
2、节约成本:快速成形技术可以减少材料浪费、人工成本等,降低模具制造成本。
3、提高产品质量:快速成形技术可以生产出形状复杂,尺寸精度高的模具,提高产品质量。
4、适应多品种、小批量生产:快速成形技术可以根据客户需求快速制造模具,适应多品种、小批量生产的需求。

快速成形技术现代成形理论是研究所有产品制造的成形方式,即研究将成形材料有序地组织成具有确定外形和特定功能的三维实体的科学,建立起产品制造的理论模型。
根据工艺可以将产品成形的过程分为如下四种:1.受迫成形成形材料受到压力的作用而成形的方法,如金属材料成形的冷冲压成形、锻压成形、挤压成形以及铸造成形等。
2.去除成形这是人类从制作工具到现代化生产一直沿用的主要成形方法,如刀具切削加工、磨削加工、电火花加工等。
3.离散/堆积成形与传统制造不同,离散/堆积成形从零件的CAD实体模型出发,通过软件分层离散和数控成形系统,用层层加工的方法将成形材料堆积而形成实体零件。
4.生长成形生长成形或称仿生成形是指模仿自然界中生物生长方式而成形的方法。
快速成形技术是基于离散/堆积思想和数字化的新型成形技术,它突破了传统的加工方式,不需机械加工设备即可快速地制造形状极为复杂的工件,被认为是近20年制造技术领域的一次重大突破。
快速成形技术是当前世界上先进的产品开发与快速工具制造技术,对制造企业的模型、原型及成型件的制造方式正产生深远的影响。
1.1快速成形技术1.1.1快速成形技术原理快速成形(RP,Rapid Prototyping)技术又称快速原型制造,诞生于20世纪80年代后期,至今已有20多年的历史,是基于材料堆积法的新型制造技术。
快速制造技术集机械工程、计算机辅助制造(CAD)、逆向工程技术、分层制造技术、数控技术、材料科学等于一身,可以自动、直接、快速、精确地将计算机上设计的模型转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供一种高效低成本的实现方法。
Terry Wohlers和美国制造工程师协会(SME)对RP技术进行了定义[]:RP系统依据三维CAD模型数据、CT(计算机断层扫描,computer tomography)和MRI(核磁共振成像,magnetic resonance imaging)扫描数据和由三维实物数字化系统创建的数据,把所得数据分成一系列二维平面,又按相同序列沉积或固化出物理实体。
四种常见快速成型技术FDM丝状材料选择性熔覆(Fus ed Dep osi tion Mod eling)快速原型工艺是一种不依*激光作为成型能源、而将各种丝材加热溶化的成型方法,简称FDM。
丝状材料选择性熔覆的原理室,加热喷头在计算机的控制下,根据产品零件的截面轮廓信息,作X-Y平面运动。
热塑性丝状材料(如直径为1.78m m的塑料丝)由供丝机构送至喷头,并在喷头中加热和溶化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.127mm厚的薄片轮廓。
一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面轮廓,如此循环,最终形成三维产品零件。
这种工艺方法同样有多种材料选用,如ABS塑料、浇铸用蜡、人造橡胶等。
这种工艺干净,易于操作,不产生垃圾,小型系统可用于办公环境,没有产生毒气和化学污染的危险。
但仍需对整个截面进行扫描涂覆,成型时间长。
适合于产品设计的概念建模以及产品的形状及功能测试。
由于甲基丙烯酸ABS(M AB S)材料具有较好的化学稳定性,可采用加码射线消毒,特别适用于医用。
但成型精度相对较低,不适合于制作结构过分复杂的零件。
FD M快速原型技术的优点是:1、操作环境干净、安全可在办公室环境下进行。
2、工艺干净、简单、易于材作且不产生垃圾。
3、尺寸精度较高,表面质量较好,易于装配。
可快速构建瓶状或中空零件。
4、原材料以卷轴丝的形式提供,易于搬运和快速更换。
5、材料利用率高。
6、可选用多种材料,如可染色的A BS和医用A BS、PC、PP SF等。
FDM快速原型技术的缺点是:1、做小件或精细件时精度不如SLA,最高精度0.127mm。
2、速度较慢。
SL A敏树脂选择性固化是采用立体雕刻(Stereo litho gra phy)原理的一种工艺,简称SLA,也是最早出现的、技术最成熟和应用最广泛的快速原型技术。
在树脂液槽中盛满液态光敏树脂,它在紫外激光束的照射下会快速固化。

快速成型技术1、快速成型简介快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。
自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。
RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。
不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。
但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。
形象地讲,快速成形系统就像是一台"立体打印机"。
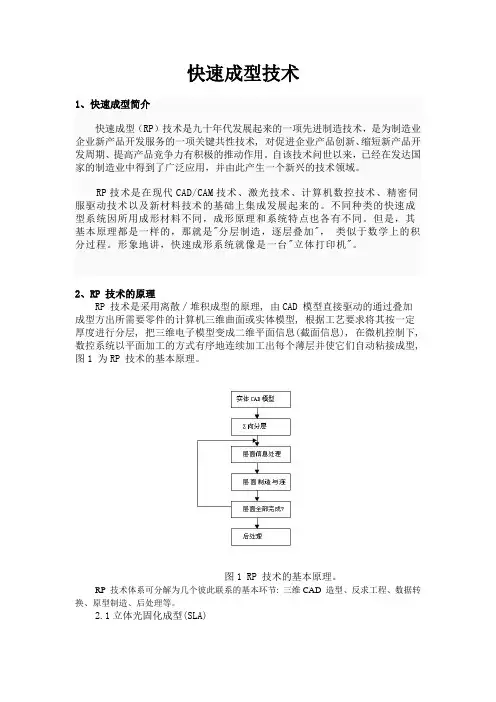
2、RP 技术的原理RP 技术是采用离散∕堆积成型的原理, 由CAD 模型直接驱动的通过叠加成型方出所需要零件的计算机三维曲面或实体模型, 根据工艺要求将其按一定厚度进行分层, 把三维电子模型变成二维平面信息(截面信息), 在微机控制下, 数控系统以平面加工的方式有序地连续加工出每个薄层并使它们自动粘接成型, 图1 为RP 技术的基本原理。
图1 RP 技术的基本原理。
RP 技术体系可分解为几个彼此联系的基本环节: 三维CAD 造型、反求工程、数据转换、原型制造、后处理等。
2.1立体光固化成型(SLA)该方法是目前世界上研究最深入、技术最成熟、应用最广泛的一种快速成型方法。
SLA 技术原理是计算机控制激光束对光敏树脂为原料的表面进行逐点扫描, 被扫描区域的树脂薄层( 约十分之几毫米) 产生光聚合反应而固化, 形成零件的一个薄层。
工作台下移一个层厚的距离, 以便固化好的树脂表面再敷上一层新的液态树脂, 进行下一层的扫描加工, 如此反复, 直到整个原型制造完毕。
由于光聚合反应是基于光的作用而不是基于热的作用, 故在工作时只需功率较低的激光源。
此外,因为没有热扩散, 加上链式反应能够很好地控制, 能保证聚合反应不发生在激光点之外, 因而加工精度高, 表面质量好, 原材料的利用率接近100%, 能制造形状复杂、精细的零件, 效率高。
快速成型技术概述
快速成型技术是一种用于生产快速成型零件的制造技术,它能够使用多种不同的材料,在短时间内产生复杂形状的平面或立体物品。
快速成型技术可以大大减少制造时间,提高生产效率,大大降低成本,并提供更多的可能性来实现复杂的设计。
快速成型技术主要有三类:3D打印,热成型和激光熔融成形。
3D打印技术是一种基于数字模型的直接成型技术,用于制造复杂的塑料零件。
它是一种层层堆积的3D打印技术,通过连续堆积多层薄膜的方式在物料上建立3D零件的模型,从而直接制作出3D零件。
热成型技术是用热力加工膜材,使材料形状发生变形,从而制造出所需的三维形状的一种成型技术。
它是一种快速、简单、经济的加工技术,热成型技术用于制造塑料、橡胶、金属、纤维等多种材料的形状。
激光熔融成型技术是一种采用激光技术,将金属粉末逐层熔融成形的成型加工技术。
它通过激光产生高温熔融,从而将金属粉末熔融到形状模具中,形成三维零件。
快速成型技术快速成型技术简介快速成型技术(Rapid Prototyping Technology-RPT)属于先进制造技术范畴机械工程学科非传统加工工艺(或称为特种加工)是将CAD、CAM、、激光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。
它通过叠加成型方法可以自动而迅速地将设计的三维CAD模型转化为具有一定结构和功能的原型或直接制造零件。
与传统的制造方法相比,它具有生产周期短,成本低的优势,并且可以灵活地改变设计方案,实现柔性生产,在新产品的开发中具有广阔的应用前景。
目前世界上投入应用的快速成形的方法有十多种,主要包括立体印刷(SLA-StereoLithgraphy Apparatus)、分层实体制造(LOM-Laminated obxxxxject Manufacturing)、选择性激光烧结(SLS—Selective Laser Sintering)、熔化沉积制造(FDM-Fused Deposition Modeling)、固基光敏液相(SGC-Solid Ground Curing)等方法。
其中选择性激光烧结(SLS)技术具有成型材料选择范围宽、应用领域广的突出优点,得到了迅速发展,正受到越来越多的重视。
SLS方法具有以下的优点:由于粉末具有自支撑作用,不需另外支撑;材料广泛,不仅包括各种塑料材料、蜡和覆膜砂,还可以直接生产金属和陶瓷零件。
且材料可重复使用,利用率高。
快速成型技术工作原理使用CO2 激光器烧结粉末材料(如蜡粉、PS粉、ABS粉、尼龙粉、覆膜陶瓷和金属粉等)。
成型时先在工作台上铺上一层粉末材料激光束在计算机的控制下按照截面轮廓的信息对制件实心部分所在的粉末进行烧结。
一层完成后工作台下降一个层厚再进行下一层的铺粉烧结。
如此循环,最终形成三维产品。
快速成型技术应用选择性激光烧结快速成型(Selective Laser Sintering Rapid Prototyping) 技术(简称SLS技术)由于具有成型材料选择范围宽、应用领域广的突出优点,得到了迅速的发展,正受到越来越多的重视。