设备安装流程框图
- 格式:doc
- 大小:293.50 KB
- 文档页数:44
熟悉设备安装图纸
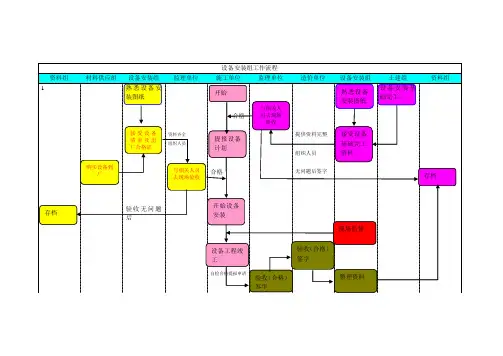
设备安装组工作流程
资料组 材料供应组
设备安装组 监理单位 施工单位 监理单位 造价单位
设备安装组 土建组 资料组
1
熟悉设备安装图纸
验收无问题后
资料齐全 组织人员
合格
合格
自检合格提报申请
提供资料完整
组织人员
无问题后签字
设备安装基础完工
购买设备到
厂
接受设备清单及出厂合格证 与相关人员去现场验收
与相关人员去现场
验收 接受设备基础完工资料
开始 提报设备计划 开始设备安装 存档
存档 现场监督
验收(合格)签字
验收(合格)签字
设备工程竣工 整理资料。
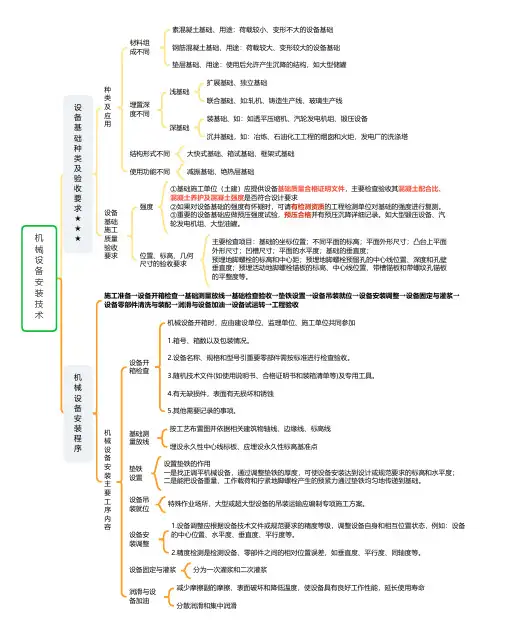
机械设备安装技术设备基础种类及验收要求★★★种类及应用材料组成不同素混凝土基础、用途:荷载较小、变形不大的设备基础钢筋混凝土基础、用途:荷载较大、变形较大的设备基础垫层基础、用途:使用后允许产生沉降的结构,如大型储罐埋置深度不同浅基础扩展基础、独立基础联合基础、如:轧机、铸造生产线、玻璃生产线深基础装基础、如:如透平压缩机、汽轮发电机组、锻压设备沉井基础,如:冶炼、石油化工工程的烟囱和火炬,发电厂的洗涤塔结构形式不同大快式基础、箱试基础、框架式基础使用功能不同减振基础、绝热层基础设备基础施工质量验收要求强度①基础施工单位(土建)应提供设备基础质量合格证明文件,主要检查验收其混凝土配合比、混凝土养护及混凝土强度是否符合设计要求②如果对设备基础的强度有怀疑时,可请有检测资质的工程检测单位对基础的强度进行复测。
③重要的设备基础应做预压强度试验,预压合格并有预压沉降详细记录。
如大型锻压设备、汽轮发电机组、大型油罐。
位置、标高、几何尺寸的验收要求主要检查项目:基础的坐标位置;不同平面的标高;平面外形尺寸;凸台上平面外形尺寸;凹槽尺寸;平面的水平度;基础的垂直度;预埋地脚螺栓的标高和中心距;预埋地脚螺栓预留孔的中心线位置、深度和孔壁垂直度;预埋活动地脚螺栓锚板的标高、中心线位置、带槽锚板和带螺纹孔锚板的平整度等。
机械设备安装程序施工准备→设备开箱检查→基础测量放线→基础检查验收→垫铁设置→设备吊装就位→设备安装调整→设备固定与灌浆→设备零部件清洗与装配→润滑与设备加油→设备试运转→工程验收机械设备安装主要工序内容设备开箱检查机械设备开箱时,应由建设单位、监理单位、施工单位共同参加1.箱号、箱数以及包装情况。
2.设备名称、规格和型号引重要零部件需按标准进行检查验收。
3.随机技术文件(如使用说明书、合格证明书和装箱清单等)及专用工具。
4.有无缺损件,表面有无损坏和锈蚀5.其他需要记录的事项。
基础测量放线按工艺布置图并依据相关建筑物轴线、边缘线、标高线埋设永久性中心线标板、应埋设永久性标高基准点垫铁设置设置垫铁的作用一是找正调平机械设备,通过调整垫铁的厚度,可使设备安装达到设计或规范要求的标高和水平度;二是能把设备重量、工作载荷和拧紧地脚螺栓产生的预紧力通过垫铁均匀地传递到基础。
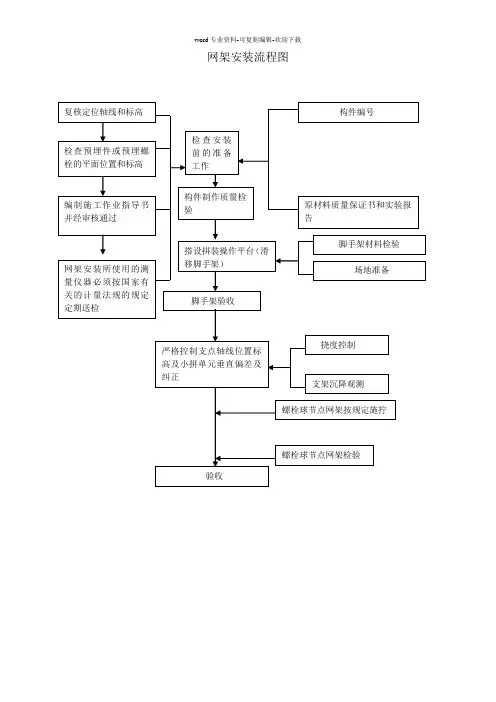
网架安装流程图
网架拼装示意图网架的拼装如下示意图
步骤一:设置并抄平脚手架平台支撑步骤二:按安装图安装下弦球
步骤三:连接下弦杆
步骤四:将已拼装成的上弦球及腹杆三角锥连接到下弦层
步骤五:连接第二网格上弦杆及腹杆步骤六:将两网格安装成基本单元
步骤七:扩大基本单元步骤八:安装腹杆
步骤九:拼装成较稳固基本单元步骤十:扩大基本单元
步骤十一:继续扩大基本单元
步骤十二:拼装成一吊装单元钢网架结构安装的允许偏差(mm)
注:①检查数量:除杆件弯曲矢高按杆件数抽查5%外,其余全数检查;
② L为纵向、横向长度;
③ L
1为相邻支座间距。
设备安装指南(图解版模板)设备安装指南(图解版模板)一、前言感谢您选择我们的产品。
为了帮助您快速、正确地安装设备,我们特别提供了这份详细的安装指南。
本指南分为多个部分,包含准备工作、安装步骤、调试与检测以及注意事项等内容。
在开始操作前,请您仔细阅读本指南,并按照步骤进行。
二、准备工作在开始设备安装之前,请确保以下准备工作已完成:1. 核对设备型号及规格,确保购买的设备与需求相符。
2. 确保安装环境的整洁、通风以及安全。
3. 准备必要的安装工具,如螺丝刀、扳手等。
4. 准备电源线、信号线等必要的连接线材。
5. 若需要,请提前预约专业人员进行设备安装。
三、安装步骤请根据以下步骤进行设备安装:步骤1:放置设备1. 打开设备包装,检查设备外观是否有损坏。
2. 将设备放置在预先准备好的安装位置,确保设备稳定不易移动。
步骤2:连接电源线1. 根据设备电源要求,将电源线连接至设备的电源接口。
2. 确保电源线连接正确无误,连接紧固。
步骤3:连接信号线1. 根据设备接线图,连接所需的信号线,如网络线、串口线等。
2. 确保信号线连接正确无误,连接紧固。
步骤4:设备调试1. 启动设备,根据设备提示进行初步设置,如网络设置、时间设置等。
2. 若设备具有调试模式,请进入调试模式检查设备工作状态。
四、调试与检测在设备安装完成后,进行以下调试与检测:1. 检查设备电源指示灯是否正常亮起。
2. 检查设备运行声音是否正常,是否有异常振动。
3. 检查设备各项功能是否正常,如显示、操作等。
4. 若设备具有远程管理功能,请尝试远程连接设备,检查设备网络连接是否正常。
五、注意事项在设备安装过程中,请注意以下事项:1. 在操作设备时,请务必遵守操作规程,防止意外伤害。
2. 请勿将液体、金属等物品靠近设备,以免发生短路等危险。
3. 请勿在设备运行过程中随意断电,以免损坏设备。
4. 设备安装完成后,请及时对设备进行定期维护与检查。
六、结语希望本指南能帮助您顺利地完成设备安装。
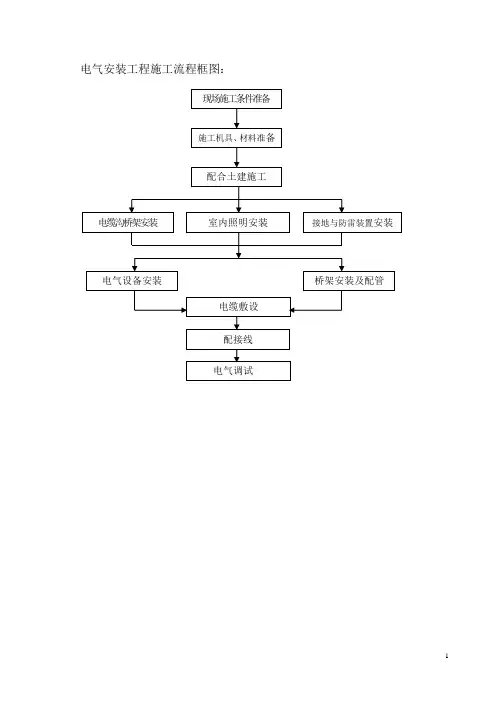
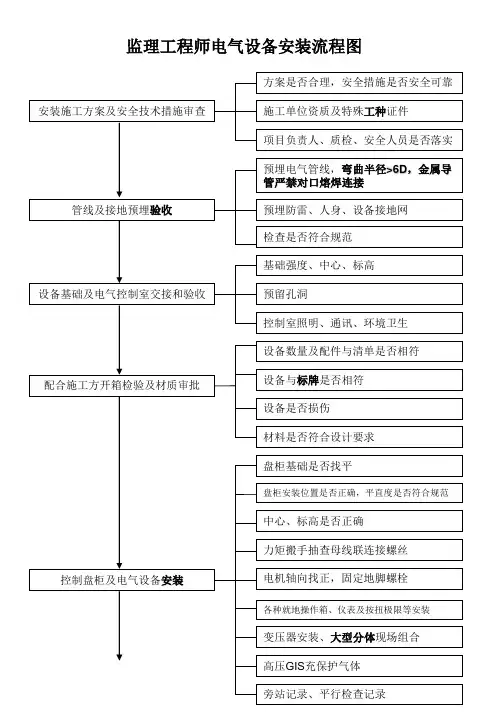
电气安装工程施工流程框图:
桥架安装安装工艺流程:
环境因数:电焊烟气、油漆挥发、废桥架附件等
配管安装流程:
环境因数:电焊烟气、油漆挥发、机械机油挥发、机油污染地面、废管等
电缆敷设流程:
环境因数:电焊烟气、沥青漆防腐漆挥发、机械机油挥发、机油污染地面、电缆保护层纤维、石棉纤维、电缆废弃物电缆头制作化学物挥发、清洗剂(丙酮)挥发等
环境因数:电焊烟气、油漆挥发、机械机油挥发、机油污染地面、钢材废弃物
变压器安装流程:
环境因数:绝缘油挥发、油污染地面封闭母线安装流程:
环境因数:电焊铜有害烟雾 热缩头制作安装流程:
环境因数:电缆保护层纤维、电缆废弃物、电缆头制作化学物挥发、清洗剂(丙酮)挥发等
电机安装环境因数:油污染、加工废弃物
大型电机安装工艺流程:
起重机电气设备安装工艺流程:
环境因数:1、电焊有害烟雾烟
2、防腐漆、沥青漆、红丹漆等有害气挥发
3、机械机油、变压器绝缘油等油污染
4、电缆填冲物、保温石棉纤维等扩散
5、电缆头制作化学物挥发
6、电缆绝缘层清洗剂(丙酮)挥发
7、废桥架、管、钢材、电缆、加工件等废弃物
8、清洗水污染
9、废旧电池。
一、一般设备安装工艺流程图
二、连铸线主要设备安装工艺流程图
1、中间罐车安装工艺流程图
2、钢水罐回转台安装工艺流程
三、行车安装工艺流程(200t)
四、镀锌线主体设备安装工艺流程
1、开卷机安装工艺流程
2、月牙剪焊机安装工艺流程
3、夹送辊矫直机工艺流程
4、带夹送辊双切剪工艺流程
5、入口活套及出口活套安装工艺流程
6、卧式连续退火炉安装工艺流程
7、锌锅安装工艺流程
8、气刀系统安装工艺流程
9、光整机安装工艺流程
10、平整矫直机安装工艺流程
11、冷却塔安装工艺流程
12、静电涂油机安装工艺流程
13、卷取机安装工艺流程
五、管道工程施工工艺流程
六、液压系统施工工艺流程
1、液压系统施工总工艺流程
2、液压酸洗施工工艺流程
(槽式酸洗)
3、液压酸洗施工工艺流程
(在线循环酸洗)
4、液压冲洗施工工艺流程
注:虚线框内为一次冲洗,采用的是线外的冲洗油泵;实线框内为二次冲洗,采用的是液压系统内的油泵进行冲洗。
七、炼钢转炉施工工艺流程
为下装法 为上装法
九、轧钢机安装工艺流程
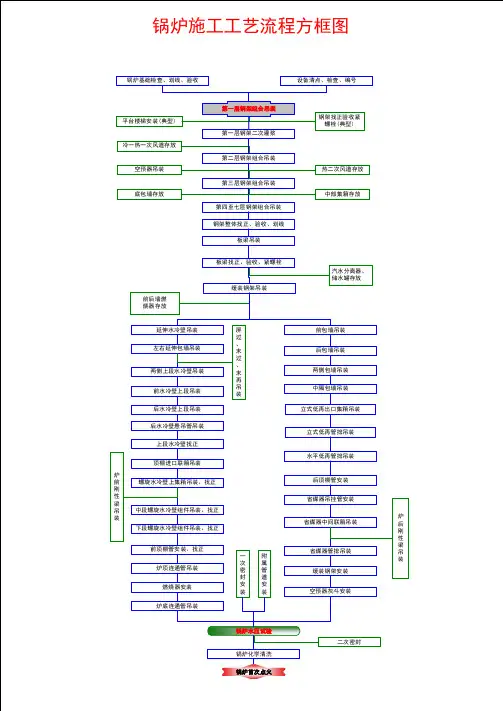
十、散装锅炉安装工艺流程
十一、磨矿机安装工艺流程
十三、焦炉安装工艺流程
1、焦炉本体设备安装工艺流程
2、装煤车安装工艺流程
3、推焦机安装工艺流程
4、拦焦机安装工艺流程
5、装煤车安装工艺流程
十五、大型圆锥破碎机的安装工艺流程
十六、高炉安装工艺流程
1、炉壳拼装工艺流程
2、炉壳安装工艺流程
3、高炉本体钢结构安装工艺流程
4、双料钟式炉顶装料设备安装工艺流程
5、并罐式炉顶装料设备安装工艺流程
6、中心串罐式炉顶装料设备工艺流程。