冷喷涂技术专利分析
- 格式:docx
- 大小:11.32 KB
- 文档页数:2
冷喷涂调研一、原理介绍冷喷涂技术(CS:Cold Spray),又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法。
通常条件下,一般的概念是当固态粒子碰撞到某种基体后将产生固态粒子对基体的冲蚀作用。
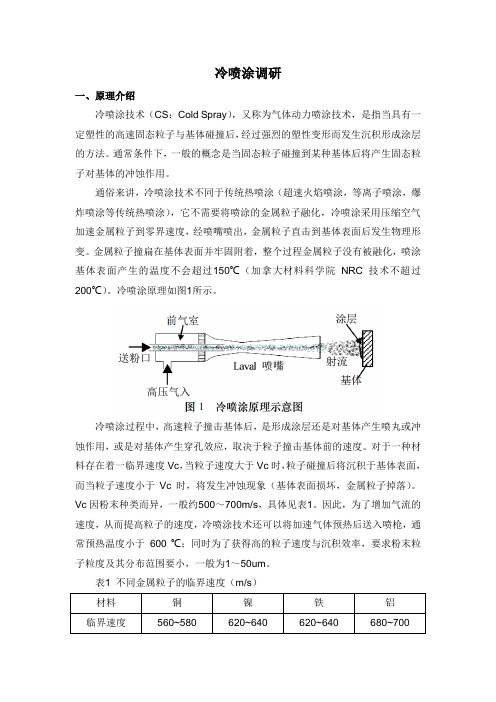
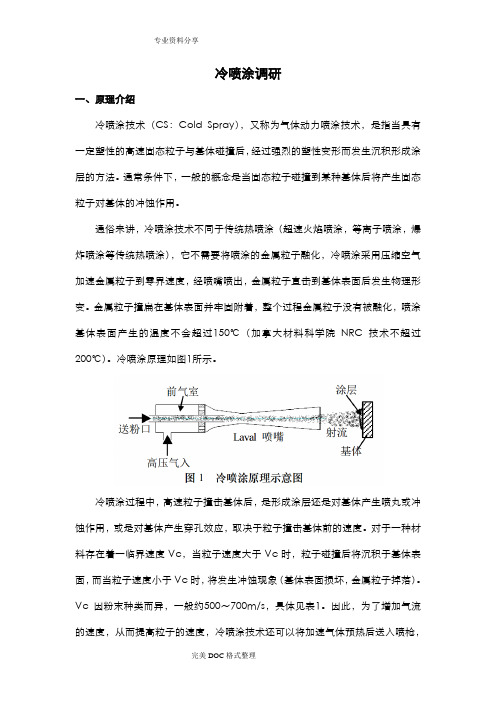
通俗来讲,冷喷涂技术不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,冷喷涂采用压缩空气加速金属粒子到零界速度,经喷嘴喷出,金属粒子直击到基体表面后发生物理形变。
金属粒子撞扁在基体表面并牢固附着,整个过程金属粒子没有被融化,喷涂基体表面产生的温度不会超过150℃(加拿大材料科学院NRC技术不超过200℃)。
冷喷涂原理如图1所示。
冷喷涂过程中,高速粒子撞击基体后,是形成涂层还是对基体产生喷丸或冲蚀作用,或是对基体产生穿孔效应,取决于粒子撞击基体前的速度。
对于一种材料存在着一临界速度Vc,当粒子速度大于Vc时,粒子碰撞后将沉积于基体表面,而当粒子速度小于Vc时,将发生冲蚀现象(基体表面损坏,金属粒子掉落)。
Vc因粉末种类而异,一般约500~700m/s,具体见表1。
因此,为了增加气流的速度,从而提高粒子的速度,冷喷涂技术还可以将加速气体预热后送入喷枪,通常预热温度小于600 ℃;同时为了获得高的粒子速度与沉积效率,要求粉末粒子粒度及其分布范围要小,一般为1~50um。
表1 不同金属粒子的临界速度(m/s)材料铜镍铁铝临界速度560~580 620~640 620~640 680~700冷喷涂技术根据压缩空气的压力不同,分为高压冷喷涂和低压冷喷涂,其中高压冷喷涂使用的压缩空气为15个大气压(psi)以上,低压冷喷涂使用的压缩空气为10个大气压(psi)以下。
对比传统热喷涂技术,高压以及低压冷喷涂的技术有以下共同优势:①可以用于喷涂多类别的、具有一定塑性的材料,获得导电、导热、防腐、耐磨等涂层等,比如纯金属锌、铝、铜、铁、镍、钛等,不锈钢、青铜等合金,也可以制备NICR基高温合金等。

冷喷涂技术专利分析冷喷涂技术是一种在低温条件下进行喷涂的表面处理技术,它采用高速喷射的方式将粉末状或线状涂料喷射到基体表面上,形成坚固的涂层。
这种涂层具有优异的耐磨、耐腐蚀和耐高温的特性,被广泛应用于航空航天、汽车制造、石油化工、电力等领域。
在近年来,冷喷涂技术的专利也备受关注,针对其应用领域的不同,技术细节的变化也极为丰富。
本文将从冷喷涂技术的专利角度进行分析,以期深入了解该领域的发展现状和未来发展趋势。
1. 冷喷涂技术的专利保护现状冷喷涂技术的专利主要集中在喷涂设备、喷涂工艺、喷涂材料和涂层结构等方面。
根据对冷喷涂技术专利的分析,可以发现目前该领域的专利保护主要集中在以下几个方面:(1)喷涂设备:包括喷涂枪、喷涂室、气体供给系统等,其中喷涂枪是冷喷涂技术的核心设备之一,许多专利都是围绕喷涂枪的结构、喷涂材料的输送和喷涂效果优化等方面展开。
(2)喷涂工艺:主要涉及喷涂参数的优化、工艺流程的改进等,旨在提高冷喷涂的效率和涂层质量。
(3)喷涂材料:包括喷涂粉末和涂料,针对不同的应用领域,专利涉及的喷涂材料也呈现出多样化的特点,如高温合金粉末、热障涂层材料等。
(4)涂层结构:主要包括复合涂层、多层涂层、功能涂层等,针对不同的性能需求,专利涉及的涂层结构也有所不同。
随着材料科学、表面工程和先进制造技术的不断发展,冷喷涂技术也在不断创新和完善。
未来冷喷涂技术的专利发展将呈现以下几个趋势:(1)多功能化:未来的冷喷涂技术将更加注重涂层的多功能化,即不仅提高涂层的耐磨、耐腐蚀和耐高温性能,还将在导热、导电、隔热、声学等方面进行功能拓展。
(2)数字化:随着智能制造的发展,冷喷涂技术将会向数字化、智能化方向发展,涂层的设计、预测和控制将更加精确和高效。
(3)环保化:面对日益严峻的环境保护要求,冷喷涂技术将更加注重材料的可再生性和涂层过程的环保性,开发出更加环保的喷涂材料和工艺。
(4)跨学科融合:未来冷喷涂技术的专利将更多地涉及材料科学、工艺工程、机械设计等多个领域的交叉融合,以示更好地满足不同应用领域的需求。
冷喷涂调研一、原理介绍冷喷涂技术(CS:Cold Spray),又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法。
通常条件下,一般的概念是当固态粒子碰撞到某种基体后将产生固态粒子对基体的冲蚀作用。
通俗来讲,冷喷涂技术不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,冷喷涂采用压缩空气加速金属粒子到零界速度,经喷嘴喷出,金属粒子直击到基体表面后发生物理形变。
金属粒子撞扁在基体表面并牢固附着,整个过程金属粒子没有被融化,喷涂基体表面产生的温度不会超过150℃(加拿大材料科学院NRC技术不超过200℃)。
冷喷涂原理如图1所示。
冷喷涂过程中,高速粒子撞击基体后,是形成涂层还是对基体产生喷丸或冲蚀作用,或是对基体产生穿孔效应,取决于粒子撞击基体前的速度。
对于一种材料存在着一临界速度Vc,当粒子速度大于Vc时,粒子碰撞后将沉积于基体表面,而当粒子速度小于Vc时,将发生冲蚀现象(基体表面损坏,金属粒子掉落)。
Vc因粉末种类而异,一般约500~700m/s,具体见表1。
因此,为了增加气流的速度,从而提高粒子的速度,冷喷涂技术还可以将加速气体预热后送入喷枪,通常预热温度小于600 ℃;同时为了获得高的粒子速度与沉积效率,要求粉末粒子粒度及其分布范围要小,一般为1~50um。
表1 不同金属粒子的临界速度(m/s)材料铜镍铁铝临界速度560~580 620~640 620~640 680~700 冷喷涂技术根据压缩空气的压力不同,分为高压冷喷涂和低压冷喷涂,其中高压冷喷涂使用的压缩空气为15个大气压(psi)以上,低压冷喷涂使用的压缩空气为10个大气压(psi)以下。
对比传统热喷涂技术,高压以及低压冷喷涂的技术有以下共同优势:①可以用于喷涂多类别的、具有一定塑性的材料,获得导电、导热、防腐、耐磨等涂层等,比如纯金属锌、铝、铜、铁、镍、钛等,不锈钢、青铜等合金,也可以制备NICR基高温合金等。

冷喷涂技术专利分析随着科技的不断发展,冷喷涂技术已成为表面涂层领域的一种先进技术。
在这个领域,专利技术起着非常关键的作用,它不仅可以保护技术创新成果,还可以为企业带来利润。
分析冷喷涂技术的专利情况,不仅有助于了解目前的技术发展状况,还可以为企业的创新提供参考和指导。
冷喷涂技术专利布局情况我们需要了解冷喷涂技术的专利布局情况。
通过对国内外专利数据库的查询,我们可以了解到冷喷涂技术的专利数量和分布情况。
目前,冷喷涂技术的专利数量呈现出逐年增长的趋势,特别是在发达国家和地区,专利数量上升更为明显。
在专利布局上,冷喷涂技术涉及的领域较为广泛,涵盖了材料、设备、工艺以及应用领域等多个方面。
特别是在材料方面,涉及了金属材料、陶瓷材料、聚合材料等多种类型的涂层材料。
在设备方面,涉及了喷涂设备的结构、控制系统、喷涂头等方面的专利布局。
在工艺方面,涉及了喷涂工艺的优化、参数控制、成型工艺等多个方面。
在应用领域,涉及了航空航天、汽车制造、能源领域、海洋工程等多种领域的专利布局。
我们需要对冷喷涂技术的专利技术进行分析。
从技术方面来看,冷喷涂技术的专利主要集中在以下几个方面:1. 材料方面的专利技术。
冷喷涂技术的涂层材料是技术的核心之一,涉及涂层材料的专利技术占据了很大比例。
这些专利技术涉及了材料的配方、制备工艺、性能调控等多个方面。
4. 应用方面的专利技术。
冷喷涂技术在航空航天、汽车制造、能源领域、海洋工程等多个领域都有广泛的应用,在应用方面的专利技术也较为丰富。
这些专利技术涉及了不同领域的专用技术和工程应用。
1. 技术保护和市场竞争。
专利技术可以有效地保护企业的技术创新成果,避免他人的技术侵权行为。
专利技术的布局也可以为企业在市场竞争中提供技术优势和市场竞争力。
2. 技术引进和转移。
专利技术可以为企业的技术引进和转移提供依据和保障,促进企业间的技术交流和合作。
3. 技术价值评估和资产管理。
专利技术的价值评估可以为企业的技术资产管理提供参考,帮助企业更好地利用和保值技术资产。

冷喷涂技术专利分析
冷喷涂技术是一种高速喷射金属粉末的表面处理技术,其主要应用于表面修复、涂层增厚、表面改性等领域。
冷喷涂技术通过将金属粉末加速至超音速,并与被涂层表面相互作用,形成冲击瞬间高温和高压,以实现金属粉末在被涂层表面的粘附和熔合。
冷喷涂技术的专利分析可以从以下几个方面展开:
1. 专利数量和趋势:通过对冷喷涂技术的专利进行数量统计和对比分析,可以了解该技术的发展趋势和研究热点。
还可以分析不同国家和地区对冷喷涂技术的关注程度和应用领域。
2. 专利技术领域和分类:冷喷涂技术在不同领域有着广泛的应用,如航空航天、汽车制造、电子设备等。
通过对专利进行分类和分析,可以了解不同领域对冷喷涂技术的需求和研究方向。
3. 专利权人和专利引用:通过分析冷喷涂技术的专利权人和专利引用情况,可以了解该技术的主要研发机构和市场竞争情况。
还可以通过分析专利引用情况,了解冷喷涂技术与其他相关技术的关联性和创新性。
4. 专利技术内容和先进性分析:通过对冷喷涂技术的专利文本进行分析,可以了解该技术的核心原理、具体实施方式和技术特点。
还可以评估该技术的先进性和创新性,以及对相关技术的影响和改进。
通过上述分析,可以了解冷喷涂技术的发展现状和趋势,进一步指导技术研发和应用推广。
还可以发现该技术的技术难点和瓶颈,为技术改进和创新提供指导和方向。
link刘 莉 魏岳山(等同第一作者)国家知识产权局专利局专利审查协作四川中心刘莉(1990魏岳山,男,硕士研究生,主要从事专利审查工作。
图1 冷喷涂原理示意图CHINA SCIENCE AND TECHNOLOGY INFORMATION Nov .2019·中国科技信息2019年第22期专利分析◎表1 冷喷涂表面处理工艺专利技术分解及定义一级二级三级冷喷涂表面处理涂层材料金属涂层材料非金属涂层材料复合涂层材料涂层结构设计单层多层纳米梯度目标应用耐腐蚀耐高温耐磨损导电及导热光催化生物医用喷涂成形表面修复数据统计与技术分析专利申请发展趋势本次检索时间截止到2019年6月30日。
图2显示了1963年~2019年氧化锆基热障涂层相关专利申请的中国和全球整体情况。
从图2中可以看出:自1963年首次出现冷喷涂技术以来,到2000年前,冷喷涂技术长时间处于基础研究阶段,申请量极少。
在21世纪初期全球的申请量呈现开始增长,此时国内的专利申请也开始出现,且全球申请量及国内的申请量均在2005年开始呈现较大的增幅。
在21世纪初期,全球的申请量呈现增幅的原因主要在于:在2000年前,冷喷涂是一个新的技术,并不被重视。
虽然在1963年就已出现冷喷涂技术,但在技术上一直没有突破。
原苏联科学院西伯利亚分院的理论和应用力学研究所在空洞试验中发现,当机体表面涂抹金属粉末后,超音速气流通过,能使金属粒子在机体表面附着牢固,因此开始对超音速动力喷涂进行研究。
直到90年代,其研究成果才 被公开。
随后,美国、德国、日本、中国的一些大学和科研机构也开始了相关的基础与应用研究。
研究前期,对冷喷涂工艺大都采用单一金属或金属合金粉末,而作为较为成熟的热喷涂已应用到陶瓷、金属-陶瓷复合涂层以及生物学涂层等,随着冷喷涂工艺的发展,申请人尝试将热喷涂粉末运用于冷喷涂工艺中,因此,在2005~2007年冷喷涂表面处理技术的申请量快速增长。
20131105冷喷涂技术调研冷喷涂调研一、原理介绍冷喷涂技术(CS:Cold Spray),又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基体碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法。
通常条件下,一般的概念是当固态粒子碰撞到某种基体后将产生固态粒子对基体的冲蚀作用。
通俗来讲,冷喷涂技术不同于传统热喷涂(超速火焰喷涂,等离子喷涂,爆炸喷涂等传统热喷涂),它不需要将喷涂的金属粒子融化,冷喷涂采用压缩空气加速金属粒子到零界速度,经喷嘴喷出,金属粒子直击到基体表面后发生物理形变。
金属粒子撞扁在基体表面并牢固附着,整个过程金属粒子没有被融化,喷涂基体表面产生的温度不会超过150℃(加拿大材料科学院NRC技术不超过200℃)。
冷喷涂原理如图1所示。
冷喷涂过程中,高速粒子撞击基体后,是形成涂层还是对基体产生喷丸或冲蚀作用,或是对基体产生穿孔效应,取决于粒子撞击基体前的速度。
对于一种材料存在着一临界速度Vc,当粒子速度大于Vc时,粒子碰撞后将沉积于基体表面,而当粒子速度小于Vc时,将发生冲蚀现象(基体表面损坏,金属粒子掉落)。
Vc因粉末种类而异,一般约500~700m/s,具体见表1。
因此,为了增加气流的速度,从而提高粒子的速度,冷喷涂技术还可以将加速气体预热后送入喷枪,通常预热温度小于600 ℃;同时为了获得高的粒子速度与沉积效率,要求粉末粒子粒度及其分布范围要小,一般为1~50um。
表1 不同金属粒子的临界速度(m/s)材料铜镍铁铝临界速度560~580 620~640 620~640 680~700冷喷涂技术根据压缩空气的压力不同,分为高压冷喷涂和低压冷喷涂,其中高压冷喷涂使用的压缩空气为15个大气压(psi)以上,低压冷喷涂使用的压缩空气为10个大气压(psi)以下。
对比传统热喷涂技术,高压以及低压冷喷涂的技术有以下共同优势:①可以用于喷涂多类别的、具有一定塑性的材料,获得导电、导热、防腐、耐磨等涂层等,比如纯金属锌、铝、铜、铁、镍、钛等,不锈钢、青铜等合金,也可以制备NICR基高温合金等。
冷喷涂专利技术分析
赵飞飞;杜峰
【期刊名称】《中国科技信息》
【年(卷),期】2022()12
【摘要】冷喷涂技术作为近年来发展起来的新型喷涂工艺而广受关注,其原理为喷涂颗粒的高应变速率变形和与基体的机械结合。
而随着对冷喷涂工艺设备及喷涂工艺的研究,冷喷涂的一些缺点逐渐被克服,其应用领域也逐渐扩大。
本文以冷喷涂技术为主题,通过查询分类号,并结合关键词,在数据库中对全球的专利申请进行了检索,对得到的数据进行筛选分类和加工处理,通过研究分析揭示了冷喷涂技术全球专利申请状况及其技术进展。
【总页数】3页(P49-51)
【作者】赵飞飞;杜峰
【作者单位】国家知识产权局专利局专利审查协作天津中心
【正文语种】中文
【中图分类】TG1
【相关文献】
1.喷涂聚脲防水涂料专利技术分析
2.冷喷涂表面处理专利技术分析
3.冷喷涂技术专利分析
4.冷喷涂设备及冷喷涂技术应用研究进展
5.冷喷涂过程分析和冷喷涂涂层
因版权原因,仅展示原文概要,查看原文内容请购买。
冷喷涂技术专利分析
冷喷涂技术是一种利用高速气流将颗粒材料喷射到基体表面形成覆盖层的表面处理技术。
它是一种高速、低温的喷涂技术,具有能耗低、环保的特点,适用于对基体表面进行
改性处理、修复和防护。
冷喷涂技术广泛应用于航空航天、汽车、船舶、石化、能源等领域,已成为一种重要的表面处理技术。
专利分析是通过对相关技术领域的专利文件进行系统研究与分析,了解该领域的技术
发展状况、趋势与重要专利,为企业的研发、技术创新和知识产权布局提供参考依据。
通
过对冷喷涂技术的专利文件进行分析,可以深入了解该技术的发展历程、技术特点、关键
技术和未来发展趋势,为企业的技术研发和市场竞争提供重要信息。
一、冷喷涂技术的专利发展历程
冷喷涂技术是20世纪70年代初由美国的Wright-Patterson空军基地研发出的,用于对航空发动机零部件进行修复与表面涂层处理。
随着冷喷涂技术的逐步成熟和应用,相关
的专利数量也逐渐增多。
截至目前,冷喷涂技术领域的专利数量呈逐年增长的趋势,涉及
材料、设备、工艺和应用等多个方面。
通过对冷喷涂技术的专利发展历程进行分析,可以了解该技术的发展脉络、重要专利、技术创新与突破,为企业的技术创新和知识产权布局提供参考。
1.材料方面:冷喷涂技术涉及的材料种类繁多,包括金属、合金、陶瓷、复合材料等。
相关专利涉及了不同材料的喷涂工艺、配方、性能要求等内容,涵盖了材料的选择、制备
与应用等方面。
2.设备方面:冷喷涂技术的设备主要包括喷涂枪、喷嘴、气源、控制系统等。
相关专
利涉及了不同设备的结构设计、工艺参数调控、自动化控制等内容,涵盖了设备的性能提升、工艺优化与智能化改造等方面。
4.应用方面:冷喷涂技术的应用涵盖了航空航天、汽车、船舶、石化、能源等领域。
相关专利涉及了不同应用领域的材料选择、工艺适应、性能要求等内容,涵盖了应用的需求、发展趋势与市场机会等方面。
1.材料方面:在冷喷涂技术的材料方面,专利技术重点主要包括新材料的开发与应用、材料性能的优化与提升、材料配方的创新与改进等方面。
3.工艺方面:在冷喷涂技术的工艺方面,专利技术重点主要包括工艺参数的优化与控制、工艺环节的智能化与自动化、工艺稳定性与可控性等方面。
4.应用方面:在冷喷涂技术的应用方面,专利技术重点主要包括应用领域的市场需求
与技术趋势、应用环境与要求、应用业绩与前景等方面。
2.设备方面:在冷喷涂技术的设备方面,未来的专利技术趋势主要包括智能化、自动化、高效率、全面性能的设备研发与应用。