机电一体化大学本科方案设计书[1]
- 格式:doc
- 大小:212.00 KB
- 文档页数:16
三自由度机械手的结构设计摘要本文简要介绍了机械手的概念,机械手的组成和分类,国内外的发展状况及发展前景。
本文对机械手进行总体方案设计,结合生产实际及理论确定了机械手的结构及动作过程,坐标型式和自由度数,并列出了机械手的技术参数。
设计出了机械手的驱动方案、控制方案,在进行控制方案的选取时进行了不同方案的优缺点的对比,最后确定了具体的控制方案。
在进行机械手控制器件的选取时,对控制器件选择进行了详细的分析,如对步进电机参数的具体选取。
最后介绍了利用可编程序控制器对机械手进行控制,同时叙述了可编程序控制器选取原则及工作过程,并绘制出了可编程序控制器外部接线图。
在用可编程序控制器控制时分为手动和自动两种工作方式,并绘制了自动工作方式的顺序功能图。
关键词机械手的概念,机械手控制器件,可编程序控制器(PLC)ThREE DEGREESOF FREEDOM MANIPULATORDESIGNABSTRACTThis paper introduces the concept of robot, robot the composition and classification of domestic and international developments and prospects.In this paper, an overall robot design, combined with production practice and theory to determine the structure of the manipulator and the action process, coordinate types and degrees of freedom, and lists the technical parameters of the manipulator.Designed a manipulator-driven program, control program, control program during the selection of different options when comparing the advantages and disadvantages, and finally determine the specific control program. Manipulator control device during the selection, the control device on a detailed analysis of options, such as the specific selection step motor parameters. Finally, the use of programmable logic controller to control the manipulator, taking account of the principles of PLC and process of selection, and draws out the external wiring diagram of PLC. Programmable Logic Controller in use when the work is divided into two kinds of manual and automatic mode, and the mapping of the automatic work order function map.KEYWORDS The concept of robot, robot control devices, programmable logic controller中要 ..................... 英要 ..................... 一、引言1.1 简要介绍机械手的概念 1.2 机械手的组成和分类 1.2.1 机械手的组成 .... 1.2.2 机械手的分类 .... 1.3 国目录文...5外二、 三轴自 由 度 机械手的结构及 动作过程 ..... (7)2.1 机械手的结构 (7)2.2机械手的动作过 程 .....82.3 机械手的驱动 方案 设计 ..... (9)2.4 机械手的控制方案设计 ..... (9)2.5 机械手的座标型式与自由度 .... (10)2.6机械手的技术 参数列 表 .... (11)三 、控制器件选型 ......113.1步进电 机及其 驱 动 器 选内状发展择................ .113.2直流电机及其驱动器选择 (12)3.3旋转编码器的选择 (14)四、机械手的PLC 控制设计155.1 可编程序控制器的选择 (15)5.2 可编程序控制器的工作过程16总结 (19)致谢 (20)参考文献 (20)附录 (21)引言随着社会生产不断进步和人们生活节奏不断加快,人们对生产效率也不断提出新要求。
机电一体化专业自考学生毕业设计任务书(一)一、设计任务:1. 完成系统的方案设计、参数设计、元件选择、绘系统工作原理图。
(包括元件明细表及测点置)2. 设计电气程序控制系统,绘方框图及电控系统原理图,PLC 控制编程。
3. 绘制液压缸结构图。
4. 编写设计计算(论文)书。
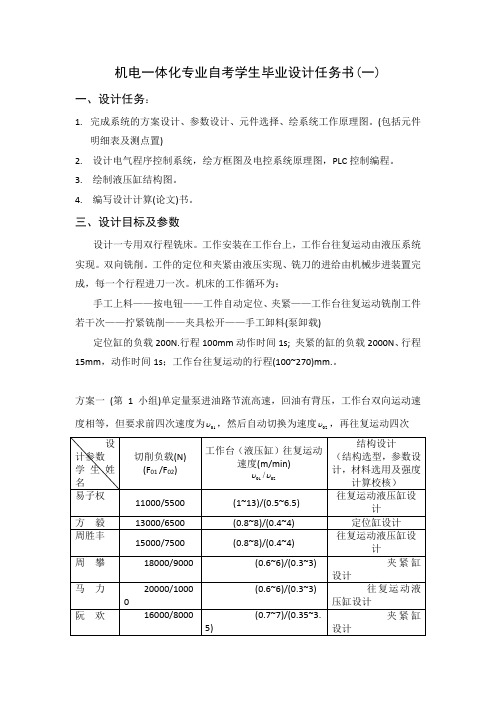
三、设计目标及参数设计一专用双行程铣床。
工作安装在工作台上,工作台往复运动由液压系统实现。
双向铣削。
工件的定位和夹紧由液压实现、铣刀的进给由机械步进装置完成,每一个行程进刀一次。
机床的工作循环为:手工上料——按电钮——工件自动定位、夹紧——工作台往复运动铣削工件若干次——拧紧铣削——夹具松开——手工卸料(泵卸载)定位缸的负载200N.行程100mm 动作时间1s; 夹紧的缸的负载2000N 、行程15mm ,动作时间1s ;工作台往复运动的行程(100~270)mm.。
方案一 (第1小组)单定量泵进油路节流高速,回油有背压,工作台双向运动速度相等,但要求前四次速度为01υ,然后自动切换为速度02υ,再往复运动四次四、分析思考题1. 若工作台要求往复运动的速度相等,有哪些方案可供选择?实验装置如何实现?2. 如何定义液压系统的回路效率?试分析计算不同负载下的回路效率。
3. 在工作台不工作时,如何实现系统的卸载?4. 系统中溢流阀有何作用?如何确定它的调定压力?若偏离此调定压力,会出现什么后果?5. 如何调节限压式变量泵的最大流量及最高限定压力?6. 何谓节流阀的临界开口?定量泵节流调速方案如何在实验中确定临界开口值?参考资料1.李壮云葛宜远主编《液压元件与系统》机械工业出版社2.许福玲陈尧明主编《液压与气压传动》机械工业出版社3.液压系统设计简明手册杨培元朱福元主编机械工业出版社4.机械零件设计手册续编冶金工业出版社或机械设计手册第五卷机械工业出版社5. 《液压传动设计手册》上海煤矿机械研究所上海人民出版社机电一体化专业自考学生毕业设计任务书(二)一、设计任务:完成系统的方案设计、参数设计、元件选择、绘系统工作原理图。

《机电一体化系统设计课程设计》设计说明书一、课程设计的目的机电一体化系统设计是一门综合性很强的课程,通过本次课程设计,旨在让我们将所学的机电一体化相关知识进行综合运用,培养我们独立设计和解决实际问题的能力。
具体来说,课程设计的目的包括以下几个方面:1、加深对机电一体化系统概念的理解,掌握系统设计的基本方法和步骤。
2、熟悉机械、电子、控制等多个领域的知识在机电一体化系统中的融合与应用。
3、培养我们的工程实践能力,包括方案设计、图纸绘制、参数计算、器件选型等。
4、提高我们的创新思维和团队协作能力,为今后从事相关工作打下坚实的基础。
二、课程设计的任务和要求本次课程设计的任务是设计一个具有特定功能的机电一体化系统,具体要求如下:1、确定系统的功能和性能指标,包括运动方式、精度要求、速度范围等。
2、进行系统的总体方案设计,包括机械结构、驱动系统、控制系统等的选择和布局。
3、完成机械结构的详细设计,绘制装配图和零件图。
4、选择合适的驱动电机、传感器、控制器等器件,并进行参数计算和选型。
5、设计控制系统的硬件电路和软件程序,实现系统的控制功能。
6、对设计的系统进行性能分析和优化,确保满足设计要求。
三、系统方案设计1、功能需求分析经过对任务要求的仔细研究,确定本次设计的机电一体化系统为一个小型物料搬运机器人。
该机器人能够在规定的工作空间内自主移动,抓取和搬运一定重量的物料,并放置到指定位置。
2、总体方案设计(1)机械结构采用轮式移动平台,通过直流电机驱动轮子实现机器人的移动。
机械手臂采用关节式结构,由三个自由度组成,分别实现手臂的伸缩、升降和旋转,通过舵机进行驱动。
抓取机构采用气动夹爪,通过气缸控制夹爪的开合。
(2)驱动系统移动平台的驱动电机选择直流无刷电机,通过减速器与轮子连接,以提供足够的扭矩和速度。
机械手臂的关节驱动选择舵机,舵机具有控制精度高、响应速度快等优点。
抓取机构的气缸由气泵提供气源,通过电磁阀控制气缸的动作。

机电一体化系统设计课程设计指导书邓春岩编著UESTC 机电工程学院第一章绪论1.1 机电一体化课程设计的目的机电一体和课程设计是一个重要的实践教学环节。
学生需综合运用所学的机械、电子、计算机和自动控制等方面的知识,独立进行机电结合的设计训练,主要目的是:1)学习机电一体化系统总体设计方案的分析、拟定和比较的方法。
2)对机械系统进行设计,掌握典型传动机构和导向机构等工作原理、设计计算方法和选用方法。
3)掌握控制用电机的工作原理,能够对控制用电机、驱动器进行计算与选用。
4)对控制系统进行设计,掌握典型硬件电路的设计方法和控制软件的设计思路。
5)根据系统的要求,掌握常用传感器的工作原理和选用方法。
6)培养学生独立分析问题、解决问题的能力,学习并初步建立“系统设计”的思想。
7)训练学生应用手册和标准、查阅文献资料及撰写科技论文的能力。
1.2 课程设计的内容与要求课程设计的内容应是典型的机电一体化系统或产品,如数控机床、工业机器人、三坐标测量仪、自动检测仪、全自动洗衣机、电子秤、自动售货机、家用智能装置等。
设计的内容需包扩:机械系统的设计;执行元件的计算与选择;计算机控制系统的选择、电路的设计和软件的设计;传感检测的选择与电路的设计等,根据专业性质的差异,可以适当调整相应部分设计工作量。
本次设计任务是CNC二维工作台的设计,主要包括:机械系统的设计与计算、控制电机的计算与选择、驱动器的选择与接线图的设计。
1.3 课程设计的原始数据试设计一个用于在水平面内(XOY平面)进行切割的CNC二维工作平台。
切割刀位于Y方向工作台上面,其受力点(X、Y方向的轴向载荷)到Y方向丝杠轴心线的距离为100mm。
其它参数见下表:表1.1 大题目及其参数项目名称大题编号一二三四五六备注行程 mm 500³500500³400500³300400³400400³300300³300X*Y方向的行程X丝杠转速n1200 150 120 80 50 50 单位: r/minY丝杠转速n2200 150 120 80 50 50 单位: r/min理论定位精度δ30 25 20 15 10 5 单位:μm表1.2 小题目(方案)及其参数方案项目名称方案编号ⅠⅡⅢⅣV VIX方向轴向载荷(N)F15000 4500 4000 3500 2000 1200Y方向轴向载荷(N)F24000 3500 3000 2500 1500 1000X方向工作台滑板及组件重量(N) 1000 900 800 700 600 400Y方向工作台滑板及组件重量(N) 600 500 400 400 300 200表1.3 控制实现的轨迹方案项目名称方案编号1234二维平台编程控制的轨迹NSCL注:CNC二维工作平台设计题目共五个大题目,每个大题目下面又有三个小题目(即方案)。

:数控铣床控制系统的设计
系部:机械工程系
专业:机电一体化
班级:
姓名:崔志军学号:指导教师:
2011 年 4 月 1 日
目录
第一章前言 1
1.1 机械部分2
1.2 电控部分2
1.2.1 输入系统3
1.2.2 伺服系统4
1.2.3 冷却系统4
第二章数控铣床电气线路图6
2.1 AC380V进线电压分配图6
2.2 20V进线电压分配图7
2.3 AC110电路分配图8
第三章 PLC控制系统的概论10
3.1 PLC的概念10
3.2 可编程控制器的工作原理10 3.3可编程控制器的意义和特点11 第四章数控铣床的I/O分配表13
4.1 PLC控制器I/O分配表13
4.2 数控铣床的PLC控制过程15 4.3 控铣床PLC控制梯形图16
第五章令表以及PLC外部接线图20 5.1指令表的介绍20
5.2指令表指令20
5.3 PLC的技术指标28
5.4 PLC外部接线图29
结束语30
参考文献31
致谢32
附录33。

机电一体化设计方案一、设计目标本设计方案旨在实现机电一体化设计,通过整合机械、电子和控制工程等领域的知识,为项目提供高效、可靠的解决方案。
二、设计原则1. 一体化思维:在设计过程中,将机械与电子技术融入一体,实现系统整体性能的最优化。
2. 功能设计:根据项目需求,分析和确定设计中所需的各个功能,确保满足用户的实际需求。
3. 效率与可靠性:设计方案应注重系统的高效运行和可靠性,以提高生产效率和降低维护成本。
4. 可持续性:注重环境友好设计,减少对资源的消耗,降低对环境的影响。
三、设计步骤1. 系统需求分析:对项目的功能需求进行详细的分析和调研,理清设计目标和优先级。
2. 方案设计:根据需求分析,制定机电一体化设计方案,包括机械结构设计、电子元器件选型和系统控制等方面。
3. 设计验证:通过模拟仿真和实验验证,评估机电一体化设计方案的可行性和性能,及时发现和解决问题。
4. 优化改进:根据验证结果,进行设计方案的优化和改进,提高系统的稳定性和可靠性。
5. 实施和测试:将优化后的设计方案实施到实际系统中,并进行全面的测试和调试,确保系统正常运行。
四、设计要素1. 机械设计:根据项目需求设计机械结构,确保各个零部件的协调运动和可靠性。
2. 电子设计:根据系统功能需求选择合适的电子元器件,设计电路板和电气控制系统。
3. 控制设计:设计系统的控制算法和参数,实现对机械和电子系统的精确控制。
4. 通信与接口设计:设计系统与外部设备之间的通信接口,实现数据传输和控制指令的交互。
五、设计成果1. 机电一体化设计方案文档:详细描述设计过程和设计要点,包括机械、电子和控制设计方面的内容。
2. 机械结构图纸:展示机械结构设计的具体细节。
3. 电路板设计图纸:展示电路板的布局和连接方式。
4. 控制算法和参数文档:描述系统的控制算法和相关参数。
5. 设计验证报告:记录验证过程和结果,提出优化改进意见。
六、总结机电一体化设计方案是一项综合性的工作,要求设计人员具备跨学科的知识和技能。
烟台南山学院毕业论文题目轴的机械加工系别机械系专业机电一体化工程班级机电03班姓名赵广强学号 201001280109指导教师日期年月设计任务书设计题目:输出轴的机械加工设计要求:1、根据输出轴的图纸要求,制定加工方案。
2、正确选择零件的材料,并按图纸要求正确选择零件的各种基准尺寸。
3、考虑制造工艺,使用,维护,经济和安全等问题;设计进度:第一周:确定题目,收集材料。
第二周:了解输出轴的加工工艺及机床加工,为下步制定工艺做好基础;第三周:按照上一阶段工作所得的知识完成所有零件的工艺规程;第四周:根据零件工艺要求选择机床、刀具、夹具、工件安装、量具等;第五周:根据要求绘制图纸及论文的撰写,打电子稿;第六周:经老师检查后修改毕业论文;第七周:打印论文,完成毕业设计;第八周:进行论文答辩。
指导教师(签名):摘要机械制造工艺学是机械制造专业生的一门专业课程。
学习时需要应用加工方法、机床、工具、测量等方面的知识来研究错综复杂的零件生产工艺的问题。
轴类零件的主要作用是支撑传动零部件、传递扭矩和承受载荷。
通常应保证装配传动件的轴颈对支撑轴颈的同轴度要求,否则会影响传动件的传动精度,并产生噪声。
轴的加工首先应选择适当的毛坯、材料、机床、夹具、道具等,经过粗、精加工等一系列工序,完成所要求的轴类零件。
本次输出轴的加工将按照理论与实际相结合,加工顺序的安排主要根据基面先行(先端面后中心孔)、先粗后精、先主后次(次要工序按需插入)的原则,制定出合适的工艺过程,保证了产品质量,充分发挥了设备的利用率,人力、物力消耗最少。
关键词:工艺规程,机械制造目录摘要II1 轴的类型及材料选择11.1轴的类型11.2轴类零件的材料和毛坯选择12 车工和零件加工工艺设计42.1车床42.2车刀及其安装42.3车外圆62.4车端面92.5切削与切槽112.6车螺纹122.7零件加工工艺设计143 铣工和零件加工163.1铣床163.2铣刀和工件的安装173.3铣削加工174 钻孔194.1钻床194.2钻孔工具的选择及零件的孔加工205输出轴加工工艺21结论23致谢24参考文献241 轴的类型及材料选择1.1轴的类型轴类零件是常见的典型零件之一,其主要功用是支持传动零部件(齿轮、皮带轮、离合器等),传递扭矩和承受载荷,就其功用可分为:主轴、异形轴和其它轴三类,主轴除支持齿轮或皮带轮、离合器外,还将旋转运动及扭转力矩通过主轴端部的夹具传给工件或刀具;异形轴可通过凸轮、偏心和曲拐部分将回转运动变为直线运动,其它轴则主要传递扭矩或承受载荷。
第一章绪论课程设计是《机电一体化系统设计》课程的重要实践环节,其目的是使学生能在传统的机电产品更新换代和新的机电一体化产品研制开发领域掌握必要的实验技能,目的在于培养学员对机电一体化产品的设计能力,另外还包括:1)通过课程设计,理解机电一体化系统设计的基本知识。
2)掌握元部件的正确选择方法和特性参数的实验方法。
机电一体化系统的硬件一般由机械主体部分、传感器、信息处理、计算机及电路部分和执行元件等构成,其设计内容和设计方法基本上可归纳为以下几个方面:1)采用微型计算机<包括单片机)进行数据采集、处理和控制主要考虑计算机的选择或单片机构成电路的选用、接口电路、软件编制。
2)选用驱动控制电路,对执行机构进行控制主要考虑电动机的选择及驱动力矩的计算及控制电动机电路的设计。
3)精密执行机构的设计主要考虑数控机床工作台传动装置的设计问题。
要弄清机构或机械执行的主要功能<如传递运动、动力、位置控制、微调、精密定位或高速运转等),进行力<力矩)、负载转矩、惯性<转动惯量)、加<减)速控制和误差计算。
提出装配图和零件加工图。
提出电动机和计算机控制要求。
4)采用传感器进行反馈控制或作为测量敏感部位。
5)学会使用手册和图表资料。
本次课程设计是设计回转体数控测量装置,通过此次课程设计,学员应具有机电一体化系统设计的初步能力,初步建立了正确的设计思想,学会运用手册、标准、规范等资料,培养了分析问题和解决实际问题的能力。
第二章回转体数控测量装置总体方案分析回转体数控测量装置是一种测量回转体外形轮廓的机电一体化系统,其基本工作原理利用检测光幕传感器检测位于其中的回转体。
回转体一般是柱形工件,由卡盘夹紧并由电机驱动经减速器使其旋转,对于较长的工件,还要求有尾架,并在尾架上安装顶尖,支顶较长的工件。
检测光幕传感器在回转轴方向<Z 向)可以来回移动,能对回转体每个截面的轮廓进行测量。
此次任务给定的参数如下:行程范围向可正反转连续回转运动分辨率0.01mm C 向优于0.1°Z 向最大移动速度C 向最大选择速度被检测工件最大尺寸< 材料为钢)外形尺寸< 参考)Z 向350mm CZ 向由于2200mm/min130r/min0 50mm x 350mm700mm x 400mm x 320mm2.1回转体数控测量装置总体方案确定回转体数控测量装置总体方案的确定包括系统运动方式的确定、伺服系统的选择、执行机构及传动方式的确定、计算机系统的选择等。
机电一体化方向综合课程设计任务书学院专业班级指导教师学生姓名_日期 2019.12.13机械一体化课程设计任务书一、题目:热轧钢球四自由度机器人二、设计对象研究背景、意义1.1课题背景和意义机械手是近几十年发展起来的一种髙科技自动生产设备,它能模仿人手和手臂的某些动作功能,按照固定程序抓取、搬运物件或操作工具。
机械手的出现是人类自动化研究过程中的一个里程碑,它预示着人们不再局限于对自动化单一学科的研究,而是将机械技术、人工智能技术、控制技术、传感器技术以及计算机技术等进行融合研究。
它可以用在生产线、加工中心、工厂等代替人类的重复劳动,以提高生产的自动化水平,同时,它还能够在恶劣的环境(比如高温、有毒等)下正常工作。
机械手主要由执行机构、驱动机构和控制系统三大部分姐成。
执行机构是用来抓取工件的,由于被抓持工件的形状、尺寸、重量、材料等不完全相同,机械手的执行机构有多种形式,比如常见的有夹持型、托持型和吸附型等。
通常情况下机械手的执行机构都是用户根据加工工艺和工件等设计的,它具有专一性,执行机构的好坏对机械手的加工精度和加工效率等有很大的影响。
驱动机构能够使执行机构完成各种转动、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。
自由度是机械手设计的关键参数,自由度越多,机械手的灵活性越大,通用性越广,其结构心越复杂,现有学者已经证明为了抓取空间中任意位置任意方位的物体,机械手需要6个自由度。
一般的专用直角坐标机械手有2个或3个自由度,而工业常用机械手以4自由度和6自由度居多。
目前国内己有冗余的机械手,它的自由度超过6个,比如宁波韦尔德斯凯勒智能科技有限公司己经制造出7自由度的机械手,这种冗余机械手的好处是通过调整机械手的某个参数可以轻松的避开障碍物,防止周边物体与机械手之间出现干涉的情况。
控制系统通过对机械手每个自由度的电机的控制来使机械手完成特定动作。
河南职业技术学院毕业论文院校:河南职业技术学院题目:机电一体化中的电机控制与保护专业:机电一体化班级:07级姓名:靳振平内容摘要:据机电一体化技术的发展前景,提出一种新型电动执行机构的设计方案,详细介绍了该执行机构各功能元件的选型与设计、阀位及速度控制原理以及各种关键问题的解决方法。
该执行机构将阀门、伺服电机、控制器合为一体,采用8031单片机、变频技术实现了阀门的动作速度和位置控制,解决了阀门的精确定位、阀门柔性开关、极限位置判断、电机保护及模拟信号隔离等技术问题。
现场运行情况表明,该电动执行机构具有动作快、保护完善以及便于和计算机通讯等优点,充分利用了机电一体化技术带来的方便快捷。
关键词:电动机阀门继电器保护机电一体化技术总结引言在现代化生产过程控制中,执行机构起着十分重要的作用,它是自动控制系统中不可缺少的组成部分。
现有的国产大流量电动执行机构存在着控制手段落后、机械传动机构多、结构复杂、定位精度低、可靠性差等问题。
而且执行机构的全程运行速度取决于其电机的输出轴转速和其内部减速齿轮的减速比,一旦出厂,这一速度固定不可调整,其通用性较弱。
整个机构缺乏完善的保护和故障诊断措施以及必要的通信手段,系统的安全性较差,不便与计算机联网。
鉴于以上原因,采用传统的大流量电动执行机构的控制系统,可靠性和稳定性较差。
随着计算机网络、现场总线等技术在工业过程中的应用,这种执行机构已远远不能满足工业生产的要求。
笔者设计的大流量电动执行机构,采用机电一体化技术,将阀门、伺服电机、控制器合为一体,利用异步电动机直接驱动阀门的开与关。
通过内置变频器,采用模糊神经网络,实现阀门的动作速度、精确定位、柔性开关以及电机转矩等控制。
该电动执行机构省去了用于控制电机正、反转的接触器和可控硅换向开关模件、机械传动装置和复杂、昂贵的控制柜和配电柜,具有动作快、保护较完善、便于和计算机联网等优点。
实际运行表明,该执行机构工作稳定,性能可靠。
自电子技术一问世,电子技术和机械技术的结合就开始了,只是出现了半导体集成电路,尤其是出现了以微处理器为代表的大规模集成电路以后,"机电一体化"技术之后有了明显进展,引起了人们的广泛注重.第1章机电一体化技术发展历程及其趋向机电一体化是机械、微电子、控制、计算机、信息处理等多学科的交叉融合,其发展和进步有赖于相关技术的进步与发展,其主要发展方向有数字化、智能化、模块化、网络化、人性化、微型化、集成化、带源化和绿色化。
1.1 机电一体化技术发展历程1.数控机床的问世,写下了"机电一体化"历史的第一页。
2.微电子技术为"机电一体化''带来勃勃生气。
3.可编程序控制器、"电力电子"等的发展为"机电一体化"提供了坚强基础。
4.激光技术、模糊技术、信息技术等新技术使"机电一体化"跃上新台阶.1.2 机电一体化发展趋向1 数字化微控制器及其发展奠定了机电产品数字化的基础,如不断发展的数控机床和机器人;而计算机网络的迅速崛起,为数字化设计与制造铺平了道路,如虚拟设计、计算机集成制造等。
数字化要求机电一体化产品的软件具有高可靠性、易操作性、可维护性、自诊断能力以及友好人机界面。
数字化的实现将便于远程操作、诊断和修复。
2智能化即要求机电产品有一定的智能,使它具有类似人的逻辑思考、判断推理、自主决策等能力。
例如在CNC数控机床上增加人机对话功能,设置智能I/O接口和智能工艺数据库,会给使用、操作和维护带来极大的方便。
随着模糊控制、神经网络、灰色理论、小波理论、混沌与分岔等人工智能技术的进步与发展,为机电一体化技术发展开辟了广阔天地。
3 模块化由于机电一体化产品种类和生产厂家繁多,研制和开发具有标准机械接口、动力接口、环境接口的机电一体化产品单元模块是一项复杂而有前途的工作。
如研制具有集减速、变频调速电机一体的动力驱动单元;具有视觉、图像处理、识别和测距等功能的电机一体控制单元等。
这样,在产品开发设计时,可以利用这些标准模块化单元迅速开发出新的产品。
4 网络化由于网络的普及,基于网络的各种远程控制和监视技术方兴未艾。
而远程控制的终端设备本身就是机电一体化产品,现场总线和局域网技术使家用电器网络化成为可能,利用家庭网络把各种家用电器连接成以计算机为中心的计算机集成家用电器系统,使人们在家里可充分享受各种高技术带来的好处,因此,机电一体化产品无疑应朝网络化方向发展。
5 人性化机电一体化产品的最终使用对象是人,如何给机电一体化产品赋予人的智能、情感和人性显得愈来愈重要,机电一体化产品除了完善的性能外,还要求在色彩、造型等方面与环境相协调,使用这些产品,对人来说还是一种艺术享受,如家用机器人的最高境界就是人机一体化。
6 微型化微型化是精细加工技术发展的必然,也是提高效率的需要。
微机电系统(Micro Electronic Mechanical Systems,简称MEMS)是指可批量制作的,集微型机构、微型传感器、微型执行器以及信号处理和控制电路,直至接口、通信和电源等于一体的微型器件或系统。
自1986年美国斯坦福大学研制出第一个医用微探针,1988年美国加州大学Berkeley分校研制出第一个微电机以来,国内外在MEMS工艺、材料以及微观机理研究方面取得了很大进展,开发出各种MEMS器件和系统,如各种微型传感器(压力传感器、微加速度计、微触觉传感器),各种微构件(微膜、微粱、微探针、微连杆、微齿轮、微轴承、微泵、微弹簧以及微机器人等)。
7 集成化集成化既包含各种技术的相互渗透、相互融合和各种产品不同结构的优化与复合,又包含在生产过程中同时处理加工、装配、检测、管理等多种工序。
为了实现多品种、小批量生产的自动化与高效率,应使系统具有更广泛的柔性。
首先可将系统分解为若干层次,使系统功能分散,并使各部分协调而又安全地运转,然后再通过软、硬件将各个层次有机地联系起来,使其性能最优、功能最强。
8 带源化是指机电一体化产品自身带有能源,如太阳能电池、燃料电池和大容量电池。
由于在许多场合无法使用电能,因而对于运动的机电一体化产品,自带动力源具有独特的好处。
带源化是机电一体化产品的发展方向之一。
9 绿色化科学技术的发展给人们的生活带来巨大变化,在物质丰富的同时也带来资源减少、生态环境恶化的后果。
所以,人们呼唤保护环境,回归自然,实现可持续发展,绿色产品概念在这种呼声中应运而生。
绿色产品是指低能耗、低材耗、低污染、舒适、协调而可再生利用的产品。
在其设计、制造、使用和销毁时应符合环保和人类健康的要求,机电一体化产品的绿色化主要是指在其使用时不污染生态环境,产品寿命结束时,产品可分解和再生利用。
10.光机电一体化.一般的机电一体化系统是由传感系统、能源系统、信息处理系统、机械结构等部件组成的.因此,引进光学技术,实现光学技术的先天优点是能有效地改进机电一体化系统的传感系统、能源(动力)系统和信息处理系统.光机电一体化是机电产品发展的重要趋向.第2章机电一体化中电动执行机构的硬件设计及工作原理电动执行机构控制系统原理框图如图2-1所示。
智能执行机构从结构上主要分为控制部分和执行驱动部分。
控制部分主要由单片机、PWM波发生器、IPM逆变器、A/D、D/A转换模块、整流模块、输入输出通道、故障检测和报警电路等组成。
执行驱动部分主要包括三相伺报电机和位置传感器。
2.1 系统工作原理霍尔电流、电压传感器及位置传感器检测到的逆变模块三相输出电流、电压及阀门的位置信号,经A/D转换后送入单片机。
单片机通过8255控制PWM波发生器,产生的PWM波经光电耦合作用于逆变模块IPM,实现电机的变频调速以及阀位控制。
逆变模块工作时所需要的直流电压信号由整流电路对380V电源进行全桥整流得到。
2.2 控制系统各功能元件的选型与设计1)单片机选用INTEL公司生产的8031单片机,它主要通过并行8255口担负控制系统的信号处理:接收系统对转矩、阀门开启、关闭及阀门开度等设定信号,并提供三相PWM波发生器所需要的控制信号;处理IPM发出的故障信号和报警信号;处理通过模拟输入口接收的电流、电压、位置等检测信号;提供显示电动执行机构的工作状态信号;执行控制系统来的控制信号,向控制系统反馈信号;2)三相PWM波发生器PWM波的产生通常有模拟和数字两种方法。
模拟法电路复杂,有温漂现象,精度低,限制了系统的性能;数字法是按照不同的数字模型用计算机算出各切换点,并存入内存,然后通过查表及必要的计算产生PWM波,这种方法占用的内存较大,不能保证系统的精度。
为了满足智能功率模块所需要的PWM波控制信号,保证微处理器有足够的时间进行整个系统的检测、保护、控制等功能,文中选用MITEL公司生产的SA8282作为三相PWM发生器。
SA8282是专用大规模集成电路,具有独立的标准微处理器接口,芯片内部包含了波形、频率、幅值等控制信息。
3)智能逆变模块IPM 为了满足执行机构体积小,可靠性高的要求,电机电源采用智能功率模块IPM。
该执行机构主要适用功率小于5.5kW的三相异步电机,其额定电压为380V,功率因数为0.75。
经计算可知,选用日本产的智能功率模块PM50RSA120可以满足系统要求。
该功率模块集功率开关和驱动电路、制动电路于一体,并内置过电流、短路、欠电压和过热保护以及报警输出,是一种高性能的功率开关器件。
4)位置检测电路位置检测电路是执行机构的重要组成部分,它的功能是提供准确的位置信号。
关键问题是位置传感器的选型。
在传统的电动执行机构中多采用绕线电位器、差动变压器、导电塑料电位器等。
绕线电位器寿命短被淘汰。
差动变压器由于线性区太短和温度特性不理想而受到限制。
导电塑料电位器目前较为流行,但它是有触点的,寿命也不可能很长,精度也不高。
笔者采用的位置传感器为脉冲数字式传感器,这种传感器是无触点的,且具有精度高、无线性区限制、稳定性高、无温度限制等特点。
5)电压、电流及检测检测电压、电流主要是为了计算电机的力矩,以及变频器输出回路短路、断相保护和逆变模块故障诊断。
由于变频器输出的电流和电压的频率范围为0~50Hz,采用常规的电流、电压互感器无法满足要求。
为了快速反映出电流的大小,采用霍尔型电流互感器检测IPM输出的三相电流,对于IPM输出电压的检测采用分压电路。
如图2-2所示。
6)通讯接口为了实现计算机联网和远程控制,选用MAX232作为系统的串行通讯接口,MAX232内部有两个完全相同的电平转换电路,可以把8031串行口输出的TTL电平转换为RS-232标准电平,把其它微机送来的RS-232标准电平转换成TTL 电平给8031,实现单片机与其它微机间的通讯。