加工中心编程精解教材
- 格式:ppt
- 大小:3.85 MB
- 文档页数:83
CNC编程入门知识教科书第一章:引言计算机数控编程(CNC编程)是现代制造业中不可或缺的重要技能。
通过CNC编程,操作者可以利用计算机程序控制机床进行各种加工操作,提高生产效率和加工质量。
本教科书旨在帮助初学者快速掌握CNC编程的基本知识,建立起良好的编程基础,成为优秀的数控编程师。
第二章:数控基础在学习CNC编程之前,我们首先需要了解数控加工的基本概念和原理。
本章将介绍数控加工的发展历史、分类,以及常见的数控设备,帮助读者建立起对数控加工的整体认识。
第三章:数学基础CNC编程离不开数学知识,特别是几何和三角函数。
本章将介绍CNC编程中常用的数学知识,包括坐标系、数学符号、几何图形和三角函数等,为读者在后续学习中打下坚实的数学基础。
第四章:G代码介绍G代码是CNC编程中常用的编程语言,主要用于定义刀具移动轨迹和加工路径。
本章将详细介绍G代码的结构、语法和常用指令,帮助读者了解如何使用G代码编写CNC程序。
第五章:M代码介绍除了G代码外,M代码也是CNC编程中常用的编程语言,主要用于控制机床辅助功能。
本章将介绍M代码的用途和常见指令,让读者掌握如何在CNC程序中正确使用M代码。
第六章:实例分析通过实例分析,读者可以更好地理解CNC编程的实际应用。
本章将选取几个常见的加工工件,详细分析其CNC编程过程,帮助读者运用所学知识解决实际生产中的问题。
结语CNC编程是一门广泛应用于现代制造业的重要技能,掌握好CNC编程知识将有助于提高生产效率和产品质量。
希望本教科书能够帮助读者快速入门CNC编程,成为一名优秀的数控编程师。
简述■ 主程序和子程序编程有两种形式,主程序和子程序。
通常情况下,CNC 操作依据主程序。
当在主程序中遇到子程序呼叫指令时,控制则进入子程序。
在子程序中遇到返回主程序指令时,控制返回主程序。
主程序和子程序CNC 记忆可保存400个主程序和子程序(标准为63个)。
可以从储存的主程序中选择一条主程序来操作机床。
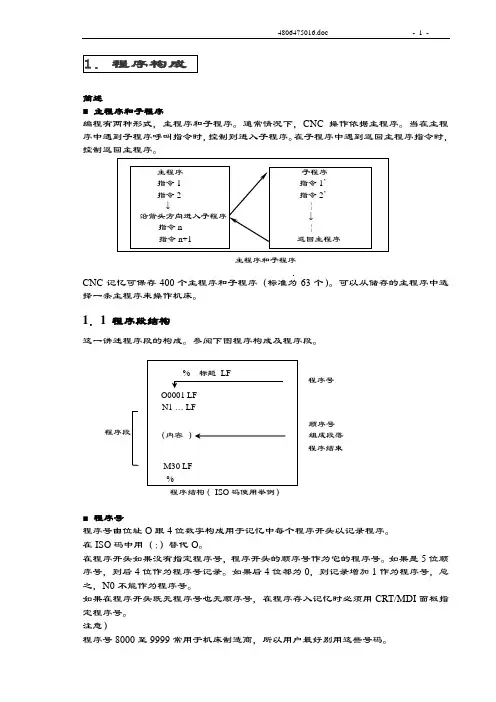
1.1 程序段结构这一讲述程序段的构成。
参阅下图程序构成及程序段。
■ 程序号程序号由位址O 跟4位数字构成用于记忆中每个程序开头以记录程序。
在ISO 码中用(:)替代O 。
在程序开头如果没有指定程序号,程序开头的顺序号作为它的程序号。
如果是5位顺序号,则后4位作为程序号记录。
如果后4位都为0,则记录增加1作为程序号,总之,N0不能作为程序号。
如果在程序开头既无程序号也无顺序号,在程序存入记忆时必须用CRT/MDI 面板指定程序号。
注意)程序号8000至9999常用于机床制造商,所以用户最好别用这些号码。
程序号 顺序号组成段落程序结束程序段 程序结构( ISO 码使用举例)■顺序号及单节程序由若干指令构成,一个指令单位称为单节。
单节在结束时用EOB与其它单节分开。
在单节的开头,顺序号由位址N跟一个1~ 99999之间的数字来表示。
顺序号可以随机给出,而且可以跳跃给出,顺序号可以每个单节或者仅在期望的单节给出。
通常,随加工步骤以增大的顺序来指定顺序号(例如,在使用一把新刀具,工作台分度的新面加工等)。
注意)与其它CNC装置具有适应性不能使用0作为程序号。
因此0不能用作顺序号而作为程序号。
■TV 检查(沿磁带纵向同位检查)同位检查用作横向输入的单节的检查。
如果一个单节的字符数(从一个EOB之后开始到下一个单节EOB的结束)是奇数,报警(No.002)输出。
仅有那些使用标记跳跃功能跳跃的零件不做TV检查。
用括弧括起来的注释段服从于TV检查来计算字母数。
TV检查功能可以在MDI单元上设定。
■单节构成(字和位址)一个单节由一个或多个字组成。
数控铣、加工中心编程讲义一、数控机床编程基本知识二、数控铣床编程基本指令三、数控铣床编程实例四、数控铣床编程基本指令五、数控铣床编程实例六、用户宏程序1、机床坐标轴阿里巧巧2、机床原点、参考点、机床坐标系3、工件原点和工件坐标4、绝对、增量编程5、直径、半径编程阿里巧巧6、程序格式1、坐标系统1)基本坐标轴数控机床的坐标轴和方向的命名制订了统一的标准,规定直线进给运动的坐标轴用X,Y,Z表示,常称基本坐标轴。
b5E2RGbCAP2)旋转轴阿里巧巧围绕X,Y,Z轴旋转的圆周进给坐标轴分别用A,B,C表示,根据右手螺旋定则,如图1所示,以大姆指指向+X,+Y,+Z方向,则食指、中指等的指向是圆周进给运动的+A,+B,+C方向。
p1EanqFDPw基本轴与旋转轴的方向:阿里巧巧+X =-X′, +Y =-Y′, +Z =-Z′,+A =-A′, +B =-B′, +C =-C′同样两者运动的负方向也彼此相反。
3)附加坐标轴:在基本的线性坐标轴X,Y,Z之外的附加线性坐标轴指定为U,V,W 和P,Q,R。
这些附加坐标轴的运动方向,可按决定基本坐标轴运动方向的方法来决定。
ZJK-7532立式铣床轴的定义2、机床参考点、机床零点、机床坐标系机床参考点:为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个固定的机械的机床参考点<测量起点),<该点系统不能确定其位置) DXDiTa9E3d机床零点:通过已知参考点<已知点)、系统设置的参考点与机床零点的关系可确定一固定的机床零点,也称为机床坐标系的原点。
<该点系统能确定其位置)。
RTCrpUDGiT机床坐标系:以机床原点为原点,机床坐标轴为轴,建立的坐标系即机床坐标系。
<该坐标系是机床位置控制的参照系) 5PCzVD7HxA3、工件坐标系、程序原点定义:工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一点为原点<也称程序原点),建立一个坐标系,称为工件坐标系。