SPC-计数型数据控制图
- 格式:pptx
- 大小:660.96 KB
- 文档页数:20
SPC统计-计数型数据1. 简介SPC〔统计过程控制〕是一种统计方法,用于监测和控制过程的变异性。
计数型数据是SPC中常见的一种类型,它是指对一个过程中发生的事件进行计数或计量的数据。
在生产过程中,计数型数据常用于统计质量缺陷、产品故障等信息。
2. SPC统计-计数型数据的目的SPC统计-计数型数据的目的在于通过对计数型数据进行统计分析,了解和控制过程的变异性,从而实现生产过程的质量控制和改良。
3. SPC统计-计数型数据的方法SPC统计-计数型数据常用的方法有以下几种:3.1 控制图控制图是SPC统计-计数型数据中最常用的图表之一,通过绘制计数型数据的变化趋势以及控制限,可以及时发现过程的异常变异,并进行相应的调整和改良。
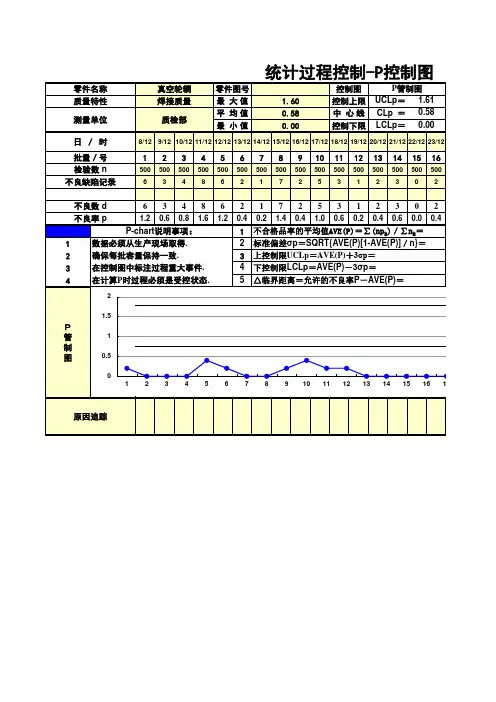
常见的控制图包括:•P图:用于统计不良事件的比例的控制图。
P图将观察时间分为假设干子组,然后统计每个子组内不良事件发生的比例,并计算上下控制限,以判断过程是否处于控制状态。
•C图:用于统计不良事件的数量的控制图。
C图将观察时间分为假设干子组,然后统计每个子组内不良事件的数量,并计算上下控制限,以判断过程是否处于控制状态。
•U图:用于统计不良事件的单位数的控制图。
U图将观察时间分为假设干子组,然后统计每个子组内不良事件的单位数〔如每个产品的不良事件数量〕,并计算上下控制限,以判断过程是否处于控制状态。
3.2 过程能力指数过程能力指数用于衡量过程的稳定性和一致性,是SPC统计-计数型数据评估过程能力的重要工具。
常见的过程能力指数有:•Cp指数:Cp指数用于评估过程的一致性,它比拟过程的控制限与规格限的距离。
Cp指数越大,说明过程越稳定,一致性越好。
•Cpk指数:Cpk指数用于评估过程的稳定性和一致性,考虑了过程的中心位置。
Cpk指数越大,说明过程的稳定性和一致性越好。
•Pp指数:Pp指数用于评估过程的一致性,考虑了样本大小的影响。
Pp指数越大,说明过程越稳定,一致性越好。
•Ppk指数:Ppk指数用于评估过程的稳定性和一致性,考虑了过程的中心位置和样本大小的影响。
控制图选用原则在质量管理工作中,通常用到各种控制图,用于分析或控制制程,本文在此对如何选用控制图简单归纳如下表,请大家参与讨论计量型数据控制图x--R 平均值—极差图1、通常子组样本容量小于9,一般为4或52、此控制图,因使用方便,效果也好,故使用最普遍X --S 平均值—标准差图1、因标准差比极差描述产品或过程变异更优,故在有计算机时用此种图形更好2、当子组样本容量大于9时,人工计算极差较困难时,常用计算机计算3、通常用于分析制程用X~-R 中位数图1、通常用于现场操作者进行控制制程用2、使用此图时,子组数通常为奇数,分析所得结果偏差比上两者都大X-MR 单值移动极差图1、通常在测量费用高时使用2、测量数据输出比较一致时常用(如溶液的浓度)3、检查过程的变化不如其它计量型控制图敏感计数型数据控制图p 不合格品率图适用于测量在一批检验项目中不合格品项目的百分数,是一个比率,故各子组样本容量不一定要一样np 不合格品数图用来度量一个检验中的不合格品的数量,是一个数值,故各样本容量应固定c 不合格数图用来测量一个检验批内不合格的数量,它要求样本容量恒定或受检数量恒定u 单位产品不合格数图用来测量具有容量不同的样本的子组内,每检验单位之内的不合格数量按控制图测量性质不同,控制图可分为计量型控制图和计数型控制图两大类。
前者反映产品或过程特性的计量数据,后者反映计数数据。
计量型控制图又可分为:1)均值-极差(X-R)图:适用于长度,重量,时间,强度,成分以及某些电参数的控制2)均值-标准差(X-S)图:适用于样本较大的过程控制3)单值-移动差(X-Rs)图:只能获得一个测量值或测量成本较高的情形.4)中位数-极差(X-R)图计数型控制图:1)缺陷数(C)控制图:计数检验的个数相对于被检验对象的总体很少时适用.2)百分率(P)图:适用于计数的值所占的比例较大时.2、按控制图用途不同,控制图可分为分析用控制图与控制用控制图。

SPC控制图的分类控制图选用原则在质量管理工作中,通常用到各种控制图,用于分析或控制制程,本文在此对如何选用控制图简单归纳如下表,请大家参与讨论计量型数据控制图极差图 x--R 平均值—1、通常子组样本容量小于9,一般为4或52、此控制图,因使用方便,效果也好,故使用最普遍X --S 平均值—标准差图1、因标准差比极差描述产品或过程变异更优,故在有计算机时用此种图形更好2、当子组样本容量大于9时,人工计算极差较困难时,常用计算机计算3、通常用于分析制程用X~-R 中位数图1、通常用于现场操作者进行控制制程用2、使用此图时,子组数通常为奇数,分析所得结果偏差比上两者都大X-MR 单值移动极差图1、通常在测量费用高时使用2、测量数据输出比较一致时常用(如溶液的浓度)3、检查过程的变化不如其它计量型控制图敏感计数型数据控制图p 不合格品率图适用于测量在一批检验项目中不合格品项目的百分数,是一个比率,故各子组样本容量不一定要一样np 不合格品数图用来度量一个检验中的不合格品的数量,是一个数值,故各样本容量应固定 c 不合格数图用来测量一个检验批内不合格的数量,它要求样本容量恒定或受检数量恒定 u 单位产品不合格数图用来测量具有容量不同的样本的子组内,每检验单位之内的不合格数量 SPC控制图的分类按控制图测量性质不同,控制图可分为计量型控制图和计数型控制图两大类。
前者反映产品或过程特性的计量数据,后者反映计数数据。
计量型控制图又可分为:1)均值-极差(X-R)图:适用于长度,重量,时间,强度,成分以及某些电参数的控制2)均值-标准差(X-S)图:适用于样本较大的过程控制3)单值-移动差(X-Rs)图:只能获得一个测量值或测量成本较高的情形.4)中位数-极差(X-R)图计数型控制图:1)缺陷数(C)控制图:计数检验的个数相对于被检验对象的总体很少时适用.2)百分率(P)图:适用于计数的值所占的比例较大时.2、按控制图用途不同,控制图可分为分析用控制图与控制用控制图。
SPC控制图选择的技巧SPC介绍:SPC统计过程控制(Statistical Process Control),简称SPC,是一种借助数理统计方法的过程控制工具。
在企业的质量控制中,可应用SPC对质量数据进行统计、分析从而区分出生产过程中产品质量的正常波动与异常波动,以便对过程的异常及时提出预警,提醒管理人员采取措施消除异常,恢复过程的稳定性,从而提高产品的质量。
SPC目的:SPC目的是建立并保持过程处于可接受的并且稳定的水平,以确保产品和服务符合规定的要求。
而要实现SPC的目的主要用到的工具手段就是控制图。
控制图主要是一个统计管理工具。
既然是统计那么就离不开数据,数据是统计技术的基础。
在SPC统计过程的,为不同的数据应用不同的控制图来统计。
那么SPC统计过程中的数据分为哪几种呢?首先数据主要分为两大类,一个是计量型数据,另一个是计数型数据。
计量型数据是指连续测量所得的质量特性值,如长度、重量、强度、化学成分、时间、电阻等。
计数型数据是指按个数数得的非连续性取值的质量特性值,如铸件的疵点数,统计抽样中的不合格判定数、审核中的不合格项数等可以用0、1、2、3、、、等阿拉伯数字数下去的数据。
其中计数型数据又可分为计件值与计点值,其中计件值是指是按件、按个、按项计数的数据。
例如:不合格品件数、温控器个数、质量检验项目等;计点值是指是指按缺陷点计数,例如:铸件的沙眼数、布匹上的疵点数、电路板上的焊接不良数等离散性数据。
控制图在众多现代化工厂中得到了普遍应用,并凭借其强大的分析功能,为工厂带来丰厚的实时收益。
最初的控制图分为计量型与计数型两大类,包含七种基本图表。
计量型控制图包括:∙IX-MR(单值移动极差图)∙Xbar-R(均值极差图)∙Xbar-s(均值标准差图)计数型控制图包括:∙P(用于可变样本量的不合格品率)∙Np(用于固定样本量的不合格品数)∙u(用于可变样本量的单位缺陷数)∙c(用于固定样本量的缺陷数)控制图的介绍:虽然最初被引入企业的只有7种基本控制图,但很多企业仍从这7种图表的有效运用中获得显著收益。