喂丝球化处理工艺10优势
- 格式:doc
- 大小:23.50 KB
- 文档页数:2
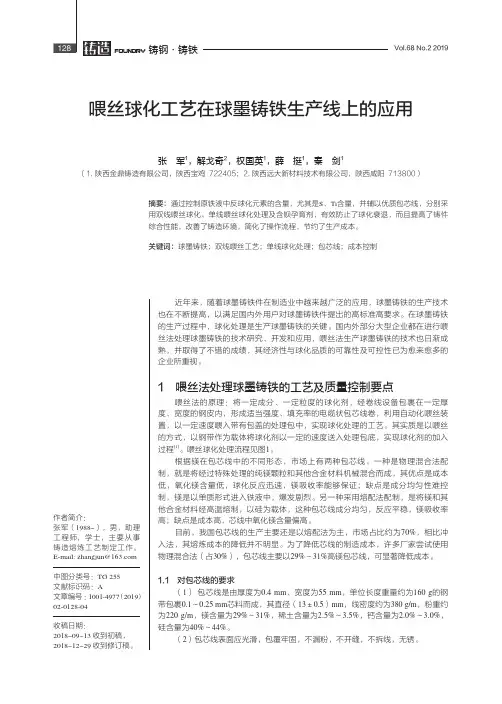
喂丝球化工艺在球墨铸铁生产线上的应用张 军1,解戈奇2,权国英1,薛 挺1,秦 剑1(1. 陕西金鼎铸造有限公司,陕西宝鸡 722405;2. 陕西远大新材料技术有限公司,陕西咸阳 713800)摘要:通过控制原铁液中反球化元素的含量,尤其是S、Ti含量,并辅以优质包芯线,分别采用双线喂丝球化、单线喂丝球化处理及含钡孕育剂,有效防止了球化衰退,而且提高了铸件综合性能,改善了铸造环境,简化了操作流程,节约了生产成本。
关键词:球墨铸铁;双线喂丝工艺;单线球化处理;包芯线;成本控制作者简介:张军(1988-),男,助理工程师,学士,主要从事铸造熔炼工艺制定工作。
E-mail: zhangjun@ 中图分类号:TG 255文献标识码:A文章编号:1001-4977 (2019)02-0128-04收稿日期:2018-09-13收到初稿,2018-12-29收到修订稿。
近年来,随着球墨铸铁件在制造业中越来越广泛的应用,球墨铸铁的生产技术也在不断提高,以满足国内外用户对球墨铸铁件提出的高标准高要求。
在球墨铸铁的生产过程中,球化处理是生产球墨铸铁的关键。
国内外部分大型企业都在进行喂丝法处理球墨铸铁的技术研究、开发和应用,喂丝法生产球墨铸铁的技术也日渐成熟,并取得了不错的成绩,其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视。
1 喂丝法处理球墨铸铁的工艺及质量控制要点喂丝法的原理:将一定成分、一定粒度的球化剂,经卷线设备包裹在一定厚度、宽度的钢皮内,形成适当强度、填充率的电缆状包芯线卷,利用自动化喂丝装置,以一定速度喂入带有包盖的处理包中,实现球化处理的工艺。
其实质是以喂丝的方式,以钢带作为载体将球化剂以一定的速度送入处理包底,实现球化剂的加入过程[1]。
喂丝球化处理流程见图1。
根据镁在包芯线中的不同形态,市场上有两种包芯线。
一种是物理混合法配制,就是将经过特殊处理的纯镁颗粒和其他合金材料机械混合而成,其优点是成本低,氧化镁含量低,球化反应迅速,镁吸收率能够保证;缺点是成分均匀性难控制,镁是以单质形式进入铁液中,爆发剧烈。
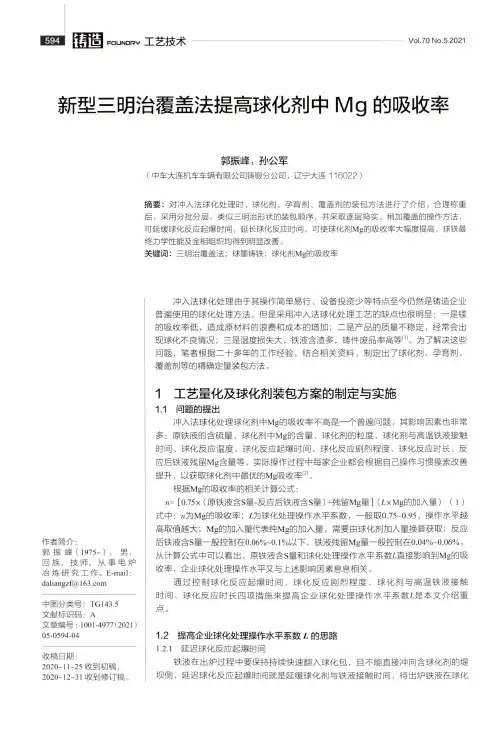
594F O U N D R V 工艺技术Vol-70 No.5 2021新型三明治覆盖法提高球化剂中M g的吸收率郭振峰,孙公军(中车大连机车车辆有限公司铸锻分公司,辽宁大连116022 )摘要:对冲入法球化处理时,球化剂、孕育剂、覆盖剂的装包方法进行了介绍。
合理称重后,采用分批分层,类似三明治形状的装包顺序,并采取逐层捣实、稍加覆盖的操作方法,可延缓球化反应起爆时间,延长球化反应时间,可使球化剂Mg的吸收率大幅度提高,球铁最终力学性能及金相组织均得到明显改善。
关键词:三明治覆盖法;球墨铸铁;球化剂Mg的吸收率冲入法球化处理由于其操作简单易行、设备投资少等特点至今仍然是铸造企业普遍使用的球化处理方法,但是采用冲入法球化处理工艺的缺点也很明显:一是镁的吸收率低,造成原材料的浪费和成本的增加;二是产品的质量不稳定,经常会出现球化不良情况;三是温度损失大,铁液含渣多,铸件废品率高等m。
为了解决这些问题,笔者根据二十多年的工作经验,结合相关资料,制定出了球化剂、孕育剂、覆盖剂等的精确定量装包方法。
作者简介:郭振峰(1975-),男,回族,技师,从事电炉冶炼研究工作。
E-m a il: daliangzf@ 163 .com中图分类号:TG143.5文献标识码:A文章编号:1001 -4977 (2021) 05-0594-04收稿曰期:2020-11-25收到初稿, 2020-12-31收到修订稿。
1工艺量化及球化剂装包方案的制定与实施1.1问题的提出冲入法球化处理球化剂中Mg的吸收率不高是一个普遍问题,其影响因素也非常 多:原铁液的含硫量、球化剂中Mg的含量、球化剂的粒度、球化剂与高温铁液接触 时间、球化反应温度、球化反应起爆时间、球化反应剧烈程度、球化反应时长、反 应后铁液残留Mg含量等,实际操作过程中每家企业都会根据自己操作习惯摸索改善 提升,以获取球化剂中最优的Mg吸收率121。
根据Mg的吸收率的相关计算公式:n= [0.75x (原铁液含S量-反应后铁液含S量)+残留Mg量](LxMg的加入量)(1 )式中:n.为Mg的吸收率;L为球化处理操作水平系数,一般取0.75〜0.95,操作水平越 高取值越大;Mg的加入量代表纯Mg的加入量,需要由球化剂加入量换算获取;反应 后铁液含S量一般控制在0.06%~0.1%以下,铁液残留Mg量一般控制在0.04%〜0.06%。
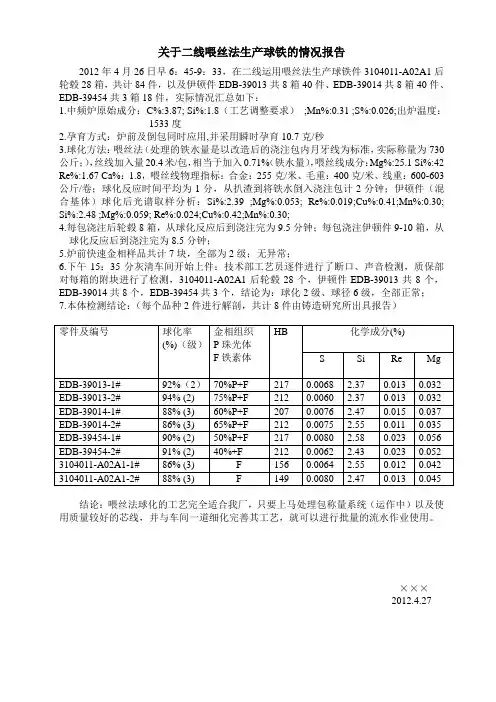
关于二线喂丝法生产球铁的情况报告2012年4月26日早6:45-9:33,在二线运用喂丝法生产球铁件3104011-A02A1后轮毂28箱,共计84件,以及伊顿件EDB-39013共8箱40件、EDB-39014共8箱40件、EDB-39454共3箱18件,实际情况汇总如下:1.中频炉原始成分:C%:3.87; Si%:1.8(工艺调整要求);Mn%:0.31 ;S%:0.026;出炉温度:1533度2.孕育方式:炉前及倒包同时应用,并采用瞬时孕育10.7克/秒3.球化方法:喂丝法(处理的铁水量是以改造后的浇注包内月牙线为标准,实际称量为730公斤;),丝线加入量20.4米/包,相当于加入0.71%(铁水量),喂丝线成分:Mg%:25.1 Si%:42 Re%:1.67 Ca%:1.8,喂丝线物理指标:合金:255克/米、毛重:400克/米、线重:600-603公斤/卷;球化反应时间平均为1分,从扒渣到将铁水倒入浇注包计2分钟;伊顿件(混合基体)球化后光谱取样分析:Si%:2.39 ;Mg%:0.053; Re%:0.019;Cu%:0.41;Mn%:0.30; Si%:2.48 ;Mg%:0.059; Re%:0.024;Cu%:0.42;Mn%:0.30;4.每包浇注后轮毂8箱,从球化反应后到浇注完为9.5分钟;每包浇注伊顿件9-10箱,从球化反应后到浇注完为8.5分钟;5.炉前快速金相样品共计7块,全部为2级;无异常;6.下午15:35分灰清车间开始上件:技术部工艺员逐件进行了断口、声音检测,质保部对每箱的附块进行了检测,3104011-A02A1后轮毂28个,伊顿件EDB-39013共8个,EDB-39014共8个,EDB-39454共3个,结论为:球化2级、球径6级,全部正常;7.本体检测结论:(每个品种2件进行解剖,共计8件由铸造研究所出具报告)结论:喂丝法球化的工艺完全适合我厂,只要上马处理包称量系统(运作中)以及使用质量较好的芯线,并与车间一道细化完善其工艺,就可以进行批量的流水作业使用。
喂丝球化处理工艺10优势
1、效率高。
喂丝工艺出炉温度可降低20-30℃,单炉次可节省时间3-5分钟。
2、温降小。
喂丝工艺包内温度降低60-80℃,冲入法包内温度降低80-120℃。
3、吸收好。
喂丝工艺球化吸收率可达到90%以上,冲入法吸收率约40%-50%。
4、用量少。
喂丝工艺球化剂用量一般在0.5-0.7%,冲入法一般在1.2-1.5%。
5、成本低。
喂丝工艺直接材料成本减少约5%,综合成本降低约10%。
6、铁液净。
喂丝工艺处理后铁液纯度高,渣量少,减少一次拔渣,降低劳动强度,提高工作效率。
7、定量准。
喂丝工艺是根据铁水量计算球化剂用量,可精确定量控制Mg残,冲入法是预估铁水量添加球化剂,Mg残不可控。
8、效果佳。
喂丝工艺是边喂丝边球化,铁液搅拌均匀,球化质量稳定可靠。
9、性能优。
石墨球数量多、球径小,球化级别明显改善,机械性能显著提高。
10、环境美。
喂丝工艺镁光及烟尘污染大为减轻且易集中处理,改善现场作业环境。
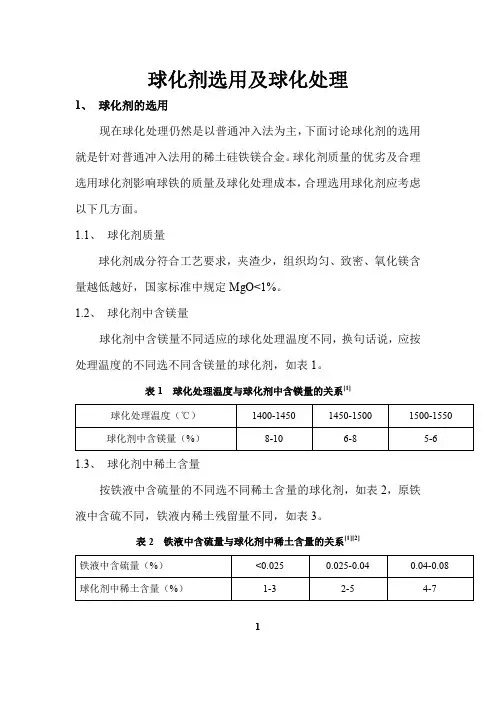
球化剂选用及球化处理1、球化剂的选用现在球化处理仍然是以普通冲入法为主,下面讨论球化剂的选用就是针对普通冲入法用的稀土硅铁镁合金。
球化剂质量的优劣及合理选用球化剂影响球铁的质量及球化处理成本,合理选用球化剂应考虑以下几方面。
1.1、球化剂质量球化剂成分符合工艺要求,夹渣少,组织均匀、致密、氧化镁含量越低越好,国家标准中规定MgO<1%。
1.2、球化剂中含镁量球化剂中含镁量不同适应的球化处理温度不同,换句话说,应按处理温度的不同选不同含镁量的球化剂,如表1。
表1 球化处理温度与球化剂中含镁量的关系[1]1.3、球化剂中稀土含量按铁液中含硫量的不同选不同稀土含量的球化剂,如表2,原铁液中含硫不同,铁液内稀土残留量不同,如表3。
表2 铁液中含硫量与球化剂中稀土含量的关系[1][2]表3 原铁液含硫量与稀土残留量的关系[1][2]1.4、球化剂的粒度球化剂的颗粒度与一次处理铁液量或与球化处理包的容量有关,如表4。
表4 球化剂的粒度与一次处理铁液量的关系[1][2]2、球化处理方法2.1、敞口包冲入法(普通冲入法)敞口包冲入法(以下简称冲入法)国内外早期应用均比较广泛,国内1965年以后逐渐用冲入法代替压力加镁法,直到现在,球铁的生产中仍然是冲入法比较普遍,特别是汽车零件、农机件等一般球铁件的生产中。
冲入法应用40多年至今还广泛应用,说明它有许多优点,现在看,冲入法也存在有不少问题或者说是缺点。
2.1.1、冲入法的优点冲入法的优点,主要有:能满足球铁生产的要求,生产出优质铸件;设备简单,投资少;操作简便、安全,工人容易掌握。
2.1.2、冲入法的缺点冲入法的缺点,主要有:球化质量的稳定性差,稳定生产高档球铁件需寻求球化质量更稳定的新的球化处理方法;镁的吸收率低,球化剂的加入量大,处理过程,铁液降温多;球化过程产生的烟尘处理比较困难,不能满足环保的要求。
2.2、盖包冲入法盖包冲入法(以下简称盖包法)是在冲入法铁液包上面设计一个带有注入孔的包盖。
六种典型球化处理方法压力加镁法由于镁的沸点(1107℃)较低且难溶于铁液,而球化处理时铁液温度可达1500℃,这样一来镁容易在铁液中发生剧烈的反应,导致其较低的吸收率。
而当镁周围介质的压力增加时,镁的沸腾温度相应提高,镁的烧损减少,镁的吸收率提高。
基于此原理,开发出压力加镁法。
根据建压方式的不同,可分为外加压式和自建压力式两种压力加镁法。
早期使用的外压式是将盛满铁液的处理包放在密闭的压力罐内,通过压缩空气或氮气来建立所需的压力。
另一种是利用镁蒸气在铁液包内自建压力,后者是把纯镁加入密封的铁液包内,镁在铁液包内迅速产生大量镁蒸气,此蒸气通过铁液时一部分被铁液吸收,另一部分逸出并迅速在包内空间建立起与铁液温度相应的饱和蒸气压,这时镁就不再沸腾汽化而损失了。
压力加镁法的优点是,使用纯镁进行球化处理,镁的吸收率高,可达70%~80%,且处理过程中无烟尘,劳动环境好。
缺点是处理设备要求及费用较高;操作复杂、严格;处理时间长,铁液降温较多;球化处理过程中压力大,容易发生工伤事故。
冲入法冲入法是目前在国内外应用最广泛的球化处理方法。
所使用的处理包通常是堤坝式球化处理包。
为了降低铁液和镁之间反应的激烈程度以及镁蒸气的挥发速率,冲入法通常使用含镁量较低的合金球化剂。
球化处理时,首先将球化剂装入堤坝一侧,上面覆盖硅铁合金,稍加紧实,然后再覆盖无锈铁屑、钢板或其他覆盖剂。
球化处理时,应尽可能地将铁液一次冲入铁液包的另一侧。
冲入法镁的吸收率一般为30%~50%。
为了提高球化效果,可提高处理包高度与直径的比值;采用低镁合金球化剂;合理的铁液温度和覆盖剂量。
冲入法的优点是处理方式和设备简单,容易操作,在生产中有较大的灵活性,所需的技术含量也较低,但不足之处是球化处理过程中镁光、烟尘污染较严重;镁的吸收率较低。
转包法转包法是George Fischer公司开发并申请专利的一种球化处理方法。
该方法用纯镁作球化剂,适用于处理含硫量高的铁液,能使镁的硫化物、硅酸镁等杂质与铁液较好地分离,镁与铁液反应不很剧烈,铁液降温较少,使用安全,镁的吸收率可达60%~80%。
喂丝球化工艺参考在生产球墨铸铁时,普遍采用的球化方式是以稀土硅镁合金作为球化剂和冲入法为主的处理工艺。
但这种工艺存在严重的不足有以下几点:对工人的操作和技能依赖性大,工人责任心差,粗心,操作的随意性,未严格按工艺要求去做,时不时的出现质不合格。
有时,甚至与技术和管理人员在不在现场都有很大的关系,这是令技术和管理人员头疼不己的问题。
球化剂的加入量大,吸收率低。
为了保证球化质量的稳定性,按照国家及国际标准要求:球化等级不低于4级,球化率大于70%。
实际上,在炉前检验不低于4级的标准,在生产中是很难稳定质量的。
随着浇注时间的推后,前面浇的产品合格,后面浇的产品球化等级不合格,产品报废,由于很多企业产品没有可追朔性要求,导致浇注出来的产品很难区分出来。
对于有力学性能有严格要求的产品,特别是汽车上或其它设备上的保安件,一但漏检,使用材质不合格的产品,就有可能出现重大事故和人员伤亡。
所以在实际生产中,炉前控制标准不得低于3级,对于要求严格的产品,甚至不低于2级,即球化率大于90%。
为了保证球化率符合要求,给工人一定的操作空间,不得不加大球化剂量。
有些企业球化剂加入高达1.8%以上。
由于球化剂的加入量大,镁的吸收不稳定。
产品很容易出现白口、加工性能差、石墨形态恶化、球化率低、材质不合格、产品渣孔、气孔严重等问题。
对于经验比较缺乏技术和生产管理人员,出了问题,甚至很难从中找出真正的原因。
质量也很难稳定。
球化剂的加入量大,成本也高。
反应过程产生的粉尘和镁光以及热铁水包加入合金的恶劣环境,使得生产环境和劳动强度都不能令人满意。
对于国家环保要求越来越高的大环境下,无疑将制约着企业的发展。
喂丝球化工艺的产生解决了以上问题。
喂丝球化技术的生产简单来说,就是把含有球化和孕育作用的包芯线直接插入铁水包内处理铁水。
喂丝球化工艺具有以下优点:喂丝工艺是用喂丝机将合金包芯线连续不断的插入到铁水的底部,处理铁水包加盖,由于铁水高度的压力作用和包盖隔断空气的有效流动及一定的低氧环境,再在加上包芯线以一定速度不间断少量连续加入,即可避免镁蒸气的瞬间大量爆发,保证了高镁合金的安全加入,又可避免铁水的大量溢出和镁的烧损,提高的镁在铁水中的吸收率,还可避免铁水大量的溢出造成的浪费。
喂丝球化处理技术及应用温平(天津宝利福金属有限公司300112)【摘要】本文介绍了喂丝球化技术在实际生产中的应用,通过对启爆点的测定及球化要求确定喂丝速度与长度。
此工艺球化质量稳定、可靠并受控。
【关键词】喂丝;脱硫;启爆点;变频调速喂丝技术广泛应用于冶金炼钢工业中,其以均匀、稳定、连续的方式向高温钢液中加入比重小、熔点与沸点低、蒸气压高且易氧化之元素,用来脱硫、除氧、去渣气及合金化。
随着此项技术的进步与发展,现正逐步应用于铸铁领域,尤适于球墨、蠕墨及孕育铸铁,本文仅就喂丝球化处理技术做一简述。
喂丝球化技术是一种利用自动化喂丝装置,将镁合金包芯线以一定的速度和长度,连续、均匀地插入到隔断空气有效流动的加盖的铁液处理包底部适当位置启爆,在适宜的铁液温度及高度压力下进行稳定、受控的球化处理工艺方法。
其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视,必将成为我国球铁、蠕铁生产的首选应用技术。
1 生产条件1.1 主要原材料生铁:Q10、Q12球铁专用(高碳,低硅、磷、硫、钛…,锰适量);废钢:无锈低碳中板或结构钢坯料头;孕育剂:见表一。
粒度:3~8mm;1—3ram;0.2~0.6mm。
填。
1.2 主要设备见表三。
表三:设备明细1.3 产品特征与技术要求1.3.1 铸件结构平均壁厚:10—25ram(最小4 mm~最大60ram);单重:0.1~100kg。
1.3.2 金相组织球化级别1—2级(球化率≥90%);碳化物≤2%;石墨球大小6—7级;球数≥150个/mm2。
1.3.3 机械性能执行标准:JIS5502;ASTM A536;ENl563…见表四[2]表四:机械性能规格实体负荷实验:液压机荷载6T;10T……气密或耐压实验等。
2 喂丝准备与处理工艺2.1 成分设计根据产品技术条件确定其化学成分,见表五[3]表五:化学成分设置注:初硅为1.8~2.2%;当要求低温ak值时si#≤2.8%。
喂丝球化处理技术及应用温平(天津宝利福金属有限公司300112)【摘要】本文介绍了喂丝球化技术在实际生产中的应用,通过对启爆点的测定及球化要求确定喂丝速度与长度。
此工艺球化质量稳定、可靠并受控。
【关键词】喂丝;脱硫;启爆点;变频调速喂丝技术广泛应用于冶金炼钢工业中,其以均匀、稳定、连续的方式向高温钢液中加入比重小、熔点与沸点低、蒸气压高且易氧化之元素,用来脱硫、除氧、去渣气及合金化。
随着此项技术的进步与发展,现正逐步应用于铸铁领域,尤适于球墨、蠕墨及孕育铸铁,本文仅就喂丝球化处理技术做一简述。
喂丝球化技术是一种利用自动化喂丝装置,将镁合金包芯线以一定的速度和长度,连续、均匀地插入到隔断空气有效流动的加盖的铁液处理包底部适当位置启爆,在适宜的铁液温度及高度压力下进行稳定、受控的球化处理工艺方法。
其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视,必将成为我国球铁、蠕铁生产的首选应用技术。
1 生产条件1.1 主要原材料生铁:Q10、Q12球铁专用(高碳,低硅、磷、硫、钛…,锰适量);废钢:无锈低碳中板或结构钢坯料头;孕育剂:见表一。
粒度:3~8mm;1—3ram;0.2~0.6mm。
填。
1.2 主要设备见表三。
表三:设备明细1.3 产品特征与技术要求1.3.1 铸件结构平均壁厚:10—25ram(最小4 mm~最大60ram);单重:0.1~100kg。
1.3.2 金相组织球化级别1—2级(球化率≥90%);碳化物≤2%;石墨球大小6—7级;球数≥150个/mm2。
1.3.3 机械性能执行标准:JIS5502;ASTM A536;ENl563…见表四[2]表四:机械性能规格实体负荷实验:液压机荷载6T;10T……气密或耐压实验等。
2 喂丝准备与处理工艺2.1 成分设计根据产品技术条件确定其化学成分,见表五[3]表五:化学成分设置注:初硅为1.8~2.2%;当要求低温ak值时si#≤2.8%。
喂丝球化法的应用我厂在生产球墨铸铁时,采用的球化方式应用以硅铁镁合金球化剂和冲入法为主的处理工艺。
但硅铁镁合金球化剂和冲入法的工艺的一些不足引起了铸造工作者的重视:1.稀土镁球铁的球状石墨圆整度不如镁球铁的高;2.冲入法球化的稳定性或者说达到良好的球化效果还不尽如人意;3.球化剂合金材料消耗的成本偏高;4.球化反应的烟尘、镁光及热铁水包加入合金时的恶劣环境使得生产环境和劳动强度都令人不满意。
喂丝球化工艺的产生解决了以上问题。
喂丝技术生产铸铁件简单来说就是将包含有合金元素的包芯线直接插入铁水包内处理铸铁铁水,生产球铁、蠕铁以及孕育铸铁。
喂丝工艺是用喂丝机将合金包芯线连续不断地插入到铁水包底部,处理铁水包加盖,由于铁水高度的压力作用和包盖隔断空气的有效流动,在加上合金包芯线以一定速度不间断的少量连续加入,既可避免Mg蒸汽的瞬间大量爆发,保证高Mg合金的安全加入,又可避免Mg的大量溢出和烧损,提高Mg在铁水中的吸收率。
用喂丝机将包芯线以一定速度插入铁水包内对铁液进行处理,整个过程可以完全可以自动化,包芯线的喂送速度和加入量控制十分精确,可以稳定处理球墨铸铁。
优点是:节约处理剂,减少处理后铁液的渣量和温度损失,精确控制残余镁量,稳定获得最佳球化、蠕化或孕育效果。
喂丝法与冲入法的特性对比:一般来讲,影响喂丝球化或蠕化处理成功的关键因素有两条;1.合金包芯线的性能和质量;2.喂丝的速度和喂丝量;3.其他因素如铁水包形状,铁水温度和含硫量的波动性、包盖的严密性也会影响处理效果。
综上所述:采用喂丝工艺球化铁水,具有球化率高、石墨细小、铸件内在质量高,铁液纯净度好,处理温度低,作业环境好,操作稳定,加入量随时调整的优点。
喂丝法同冲入法的经济成本的比较:。
喂丝球化处理工艺10优势
展开全文
1、效率高。
喂丝工艺出炉温度可降低20-30℃,单炉次可节省时间3-5分钟。
2、温降小。
喂丝工艺包内温度降低60-80℃,冲入法包内温度降低80-120℃。
3、吸收好。
喂丝工艺球化吸收率可达到90%以上,冲入法吸收率约40%-50%。
4、用量少。
喂丝工艺球化剂用量一般在0.5-0.7%,冲入法一般在1.2-1.5%。
5、成本低。
喂丝工艺直接材料成本减少约5%,综合成本降低约10%。
6、铁液净。
喂丝工艺处理后铁液纯度高,渣量少,减少一次拔渣,降低劳动强度,提高工作效率。
7、定量准。
喂丝工艺是根据铁水量计算球化剂用量,可精确定量控制Mg残,冲入法是预估铁水量添加球化剂,Mg 残不可控。
8、效果佳。
喂丝工艺是边喂丝边球化,铁液搅拌均匀,球化质量稳定可靠。
9、性能优。
石墨球数量多、球径小,球化级别明显改善,机械性能显著提高。
10、环境美。
喂丝工艺镁光及烟尘污染大为减轻且易集中处理,改善现场作业环境。