数控机床故障诊断及维修中PMC诊断功能的应用研究
- 格式:doc
- 大小:24.00 KB
- 文档页数:2

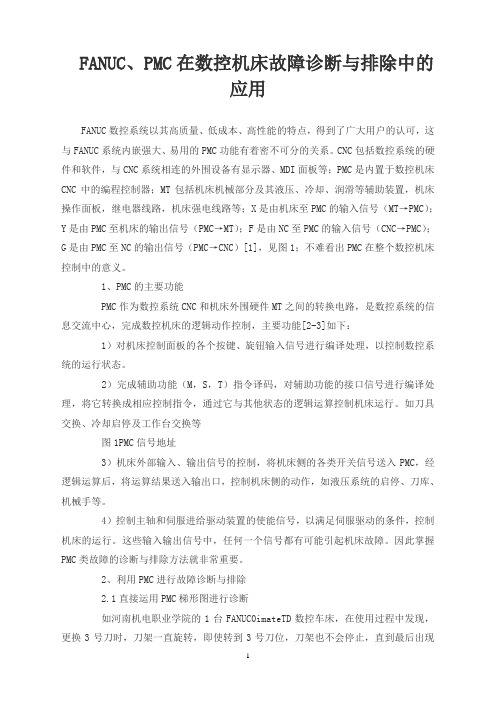
FANUC、PMC在数控机床故障诊断与排除中的应用FANUC数控系统以其高质量、低成本、高性能的特点,得到了广大用户的认可,这与FANUC系统内嵌强大、易用的PMC功能有着密不可分的关系。
CNC包括数控系统的硬件和软件,与CNC系统相连的外围设备有显示器、MDI面板等;PMC是内置于数控机床CNC中的编程控制器;MT包括机床机械部分及其液压、冷却、润滑等辅助装置,机床操作面板,继电器线路,机床强电线路等;X是由机床至PMC的输入信号(MT→PMC);Y是由PMC至机床的输出信号(PMC→MT);F是由NC至PMC的输入信号(CNC→PMC);G是由PMC至NC的输出信号(PMC→CNC)[1],见图1;不难看出PMC在整个数控机床控制中的意义。
1、PMC的主要功能PMC作为数控系统CNC和机床外围硬件MT之间的转换电路,是数控系统的信息交流中心,完成数控机床的逻辑动作控制,主要功能[2-3]如下:1)对机床控制面板的各个按键、旋钮输入信号进行编译处理,以控制数控系统的运行状态。
2)完成辅助功能(M,S,T)指令译码,对辅助功能的接口信号进行编译处理,将它转换成相应控制指令,通过它与其他状态的逻辑运算控制机床运行。
如刀具交换、冷却启停及工作台交换等图1PMC信号地址3)机床外部输入、输出信号的控制,将机床侧的各类开关信号送入PMC,经逻辑运算后,将运算结果送入输出口,控制机床侧的动作,如液压系统的启停、刀库、机械手等。
4)控制主轴和伺服进给驱动装置的使能信号,以满足伺服驱动的条件,控制机床的运行。
这些输入输出信号中,任何一个信号都有可能引起机床故障。
因此掌握PMC类故障的诊断与排除方法就非常重要。
2、利用PMC进行故障诊断与排除2.1直接运用PMC梯形图进行诊断如河南机电职业学院的1台FANUC0imateTD数控车床,在使用过程中发现,更换3号刀时,刀架一直旋转,即使转到3号刀位,刀架也不会停止,直到最后出现换刀超时报警;换其他刀位动作正常。

科技视界Science &Technology VisionScience &Technology Vision 科技视界随着数控技术在机械加工行业的广泛推广和应用,数控维修技术的地位越来越重要,同时市场对数控机床故障诊断与维修的高素质人才的需求也越来越迫切。
由此可见,熟练掌握数控机床故障诊断维修技术与方法已经成为机电数控类学生必须具备的技能之一,因此,开展基于系统开发的数控机床故障诊断与维修教学实验平台,对提高学生的数控机床故障诊断维修技术水平具有重要意义。
数控机床发生故障的原因多、而且比较复杂,现针对数控机床故障诊断与维修教学实验平台将设置常见的故障分为以下几类:(1)电气及机械故障数控机床的电气故障主要包括强电故障与弱电故障两种故障模式,强电部分是指接触器、继电器、熔断器、开关、电动机、电源变压器、电磁铁、行程开关等电气元器件及其所组成的电路,弱电部分主要有PMC 控制器、CNC 装置、伺服装置、显示器以及I/O 装置等电路。
数控机床的机械故障主要表现在以下几个方面:导轨运动摩擦与机械传动误差过大,故障表现为加工精度差,传动噪声大,运行阻力大。
通过在PMC 中设置故障可进行故障诊断的训练,在PMC 中增加故障程序段常用的有两种方法,分别是串联、并联触点。
通过在无故障PMC 上串联己定义好的常闭或常开触点,使其输入进CNC 的信号得出相反的值,可达到设置故障的目的。
为了使故障诊断实验台的故障指示灯亮,可在该段增加的程序后,并联一条语句,将地址送入故障设置对应的PMC 输出。
还可以设置主轴、刀架上的一些机械故障。
(2)无报警显示及报警显示故障无报警显示故障发生时,就是指无任何硬件或软件的报警显示。
例如机床通电后,在手动方式或自动方式运行时,X 轴出现爬行现象,无任何报警显示。
对于此类故障需具体问题具体分析,即根据故障发生的前后状态进行诊断。
报警显示故障可以区分为硬件报警显示与软件报警显示两种类型。
FANUC系统PMC和功能参数在数控机床维修方面的应用摘要:数控机床配置FANUC数控系统的约占90%左右。
FANUC数控系统以其高质量、低成本、高性能,得到了广大用户的认可。
就其系统本身而言,经受了连续长时间的工作考验,故障率较低。
而故障多发生在外围行程、限位开关等外围信号检测电路上,下文将对此作出分析,以期有所改善。
关键词:FANUC系统PMC:功能参数:数控机床:维修前言在数控机床故障排除方法中,掌握 FANUCE系统的操作功能和 FANUC系统的功能参数,对数控机床故障的判断和排除有着事半功倍的作用。
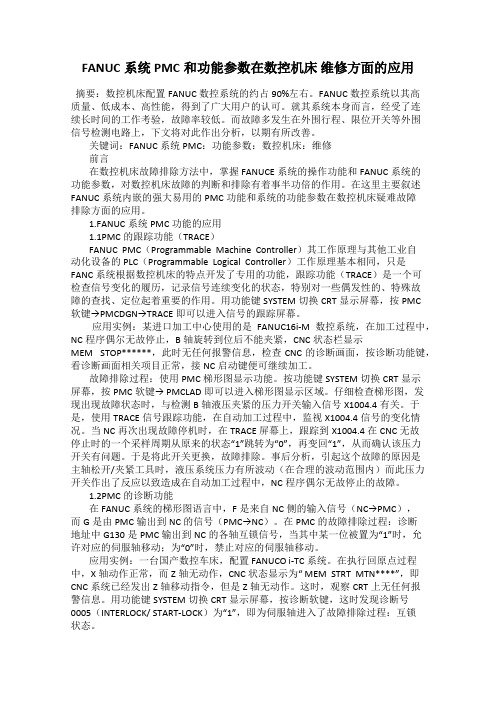
在这里主要叙述FANUC系统内嵌的强大易用的PMC功能和系统的功能参数在数控机床疑难故障排除方面的应用。
1.FANUC系统PMC功能的应用1.1PMC的跟踪功能(TRACE)FANUC PMC(Programmable Machine Controller)其工作原理与其他工业自动化设备的PLC(Programmable Logical Controller)工作原理基本相同,只是FANC系统根据数控机床的特点开发了专用的功能,跟踪功能(TRACE)是一个可检查信号变化的履历,记录信号连续变化的状态,特别对一些偶发性的、特殊故障的查找、定位起着重要的作用。
用功能键SYSTEM切换CRT显示屏幕,按PMC软键→PMCDGN→TRACE即可以进入信号的跟踪屏幕。
应用实例:某进口加工中心使用的是FANUC16i-M数控系统,在加工过程中,NC程序偶尔无故停止,B轴旋转到位后不能夹紧,CNC状态栏显示MEM STOP******,此时无任何报警信息,检查CNC的诊断画面,按诊断功能键,看诊断画面相关项目正常,接NC启动键便可继续加工。
故障排除过程:使用PMC梯形图显示功能。
按功能键 SYSTEM切换CRT显示屏幕,按PMC软键→ PMCLAD即可以进入梯形图显示区域。
仔细检查梯形图,发现出现故障状态时,与检测B轴液压夹紧的压力开关输入信号X1004.4有关。

FANUC数控系统结合PMC故障诊断方法的应用摘要:以制造商在生产线上的FANUC数控机床及设备常见系统故障报警为例,结合PMC程序G、F、X、Y逻辑控制信号分析问题,借助电气图纸查找故障根源,提出解决该类数控设备报警的解决方法,缩短维修时间以保证设备的正常运行。
关键词:数控技术;FANUC;PMC;故障诊断引言:随着数控技术在加工制造业中的广泛应用,数控设备故障判断与维修也越来越重要,熟练掌握数控设备故障诊断和维修方法已经成为机电、电气行业一线操作者必备的技能之一。
PMC(ProgrammableMachineController)即数控设备内置式PLC控制技术,作为数控设备的重要组件,在实现高效自动化作业的同时,对大量输人和输出信号逻辑关系的处理起到了至关重要的作用,为数控设备的故障诊断提供参考。
1PMC原理与作用数控机床是具有多种方式控制的自动化运行设备,主要釆用数字控制和顺序控制两种方式,前者主要对各坐标轴的位置进行连续控制,表现为轴的移动距离、插补计算和补偿控制。
后者是指数控机床在运行过程中,以CNC(Computernumericalcontrol)系统内部和各行程开关、接近开关、按钮和继电器等开关量信号状态为条件,对主轴单元实现正转和反转控制、换刀及机械手程序或机械控制、工作台单步或连续交换、切削液开关和润滑系统手动或自动顺序控制,这些都需要经PMC来实现。
通过对PMC程序的周期扫描,进行数控设备系统侧、机床侧及外围辅助电气部分的逻辑顺序控制和急停控制,一般可将数控机床分为数控系统侧和机床设备侧两大部分。
数控系统侧包括CNC系统的硬件和软件,与CNC系统连接的外围设备如显示器(HMI),编辑操作面板(MDI)、手持单元(HHU)等。
机床设备侧包括机床机械部分及其液压、气压、冷却、润滑、排屑等辅助装置、继电器线路、机床强电线路等。
PMC处于数控系统侧与机床设备侧之间,对数控系统侧和机床设备侧的输入、输出信号进行处理。
数控机床故障诊断及维修中PMC诊断功能的应用研究
摘要PMC是数控系统中最为重要的组成部分,也是整个数控机床故障诊断的核心所在。
阐述PMC的具体功能,用具体的实际例子说明怎么样使用PMC 诊断功能彻底排除常见的机床故障,为维修工程师合理高效的使用PMC设备可以非常快速的排除数控机床的故障提供一定的参考。
关键字数控机床故障;PMC;诊断功能
1 PMC的数据备份和功能介绍
PMC的诊断功能主要功能包括以下两种。
第一种是I/O模式的强制功能。
开启这项强制功能需要在PMC的参数设置界面中将“ALLOW PMC STOP”设置为“YES”,将“PROGRAMMER ENABLE”改为“YES”,将“RAM WRITE ENABLE”设置为“YES”。
使用这种强制功能的时候,可以强制输出PMC的信号为NO或者YES,这项功能对于日常检修非常有帮助。
但是在使用的时候需要注意以下几点:启动强制输出信号操作的时候必须确认周围的环境时候稳定和安全,不会因为人员的误操导致设备的损坏、使用强制功能的时候需要把正在运行的PMC 程序关掉,因为PMC在运行的时候默认执行的是循环扫描,是刷新输出信号的,那么刚刚强制输出的信号就会被刷新为原来的状态,致使强制功能失效,在所有强制操作完成之后可以继续PMC程序的运行。
第二种是信号的追踪功能。
具体的操作方式是:先按下“PMCDGN”键之后再按“TRACE”键,在这之后系统就会进入到TRACE的界面。
信号的追踪功能可以对PMC信号进行实时的收集,跟踪信号可以是输入的信号或者输出的信号,也可以使PMC和数控机床之间的信号。
这一项功能在维修的时候随时记录和观察一随时变化的信号有很大的帮助,方便实用。
2 利用PMC技术进行故障的维修和诊断
1)利用报警文本的诊断功能。
这项功能可以起到一个紧急预警的作用,能够在第一时间内引起工作人员的高度重视。
机床停机时紧急停止并不能完全的消除故障,MCC不吸合伺服、主轴放大器不能工作等都是一些非常常见的报警信号。
比如说在一个企业的泵车间CK5231×25/20的数控双柱立式机床时常出现紧急停止的设备故障,经过技术人员的多次检修都没有彻底的将故障排除。
技术人员也只是认为紧急停止开关的问题,并不知道重要的安全信号是和紧急停止的信号串联在一起。
通过具体数据我们发现:紧急停止的信号是各轴的超程开关、紧急停止开关和+24V继电器的线圈串联在一起的。
继电器可以直接控制CNC系统。
进入到CNCN系统的信号必须先进入PMC里面进行故障的处理,处理之后再经过PMC 通知到CNC。
很多的检修在寻找故障的时候,指挥寻找上图中的电路信号,并没有按照下图中的梯形图寻找。
在途中X8.4后面又串联了Xm·n系列的开关信号,这个Xm·n信号就是能够检测紧急开关时候出现问题的重要部位。
通过上述材料的分析,我们知道双柱式数控机床的问题是Xm·n信号造成的。
我们经过仔细的排查可以知道,左立柱的润滑油位太低和右立柱移动时候的伺服电机的参数设置的不正确造成的过热现象,才导致了数控机床紧急停止当时一直未能彻底修复的主要原因;
2)利用动态跟踪梯形图的诊断功能。
数控系统PMC中的I/O接口可以看成是“示波器”,能够对数据进行实时的采集,然后反映出一组PMC的输出信号、外围开关的输入状态金和PMC与CNC之间的信号状态。
在检修的时候每一个地址输入输出的状态都会掌握在检修人员的手中;
3)利用控制对象的工作原理进行故障的诊断。
数控机床的PMC系统的工作原理是按照控制对象的控制原理设计的,最后通过控制对象的工作原理和PMC接口的状态修复故障。
图1是一个普通的尾座套筒PMC开关图。
机床在运行的时候,我们参考图2的数据可以看出以下信息:PMC梯形图中的润滑液位的开关是X000.7,尾座输入开关是X0003.7,PMC的输出信号是Y3.0,与此同时电磁阀正在导电,但是G5.0,这个信息就是告诉我们辅助结束的信号没有被系统触发,间接证明了PMC系统中的输出状态不正常。
因此,我们更加肯定尾座套筒中的液压系统发生故障。
当电磁阀连接电源之后,定值减压阀就会进入到尾座的液压缸中,然后保持向前顶紧的工作。
但是因为单向阀的影响,使得尾座向前的油压得到了很好的保持,如图2。
这个时候油压就会影响继电器敞开触点闭合,输入的信号显示为X0002.0,但是在检查的时候我们发现输入的信号是0,这就说明了继电器的触点信号出现问题。
经过深入的检查我们得知的原因是触点的开关受到了损坏,就造成了PMC没有正常的收到结束的信号,系统就会认为尾座套筒系统没有进行顶紧的工作,于是就会出现M-FN的报警信号,在更换完继电器之后可以排除故障。
3 结论
通过上述材料的分析,我们在数控机床中充分利用了PMC的各种诊断功能,在处理机床故障的时候得以充分的应用,以此达到一种高效快速的排除故障的工作效果,这些对于数控机床的维修工作都有非常大的帮助。
参考文献
[1]宋松.FANUC.OI系列数控系统维修诊断与实践[M].沈阳:辽宁科学技术出社,2010(11):111-120.。