γ射线扫描技术在350万t/a重油催化裂化装置的应用
- 格式:pdf
- 大小:127.70 KB
- 文档页数:2
40多产异构烷烃的流化催化裂化技术(A FCC Process for Maximizing Iso-Paraffins,MIP)[1-3]是由中国石化石油化工科学研究院(简称石科院)开发,能够突破常规催化裂化工艺对二次反应的限制,从而实现可控性和选择性反应,在大幅降低汽油烯烃含量,改善汽油性质,提高液体产品产率方面效果显著[4-6]。
中国石化北京燕山分公司(简称燕山石化)炼油厂2#催化裂化装置原设计规模为120万吨/年高低并列式常规蜡油催化裂化装置,1983年11月建成投产,1985年8月改造成80万吨/年的重油催化裂化装置,设计大庆减压渣油掺炼比例25%(质量分数)。
1998年,为进一步提高原油加工深度和催化汽油辛烷值,燕山石化与北京设计院、石科院联合开展技术攻关,在装置加工规模不变的前提下,改造成全大庆减压渣油催化裂化装置,对燕山石化重油平衡起到重要作用。
2021年为满足汽油质量升级及优化调整产品结构的要求,对2#催化裂化装置进行MIP技术改造。
本文主要介绍MIP 技术在燕山石化2#催化裂化装置上的工业应用情况。
1 装置开工及运行情况燕山石化2#催化装置于2021年6月11日提升管反应器进料实现一次开车成功。
为适应MIP技术改造,2#催化装置使用MIP专用催化剂,于2021年10月进行了48h标定,标定范围及内容包括:装置生产能力、产品分布、产品质量、物料及公用工程消耗、装置能耗等,从而找出装置满负荷工艺运行情况下出现的主要问题,做好今后装置生产优化、调整工作。
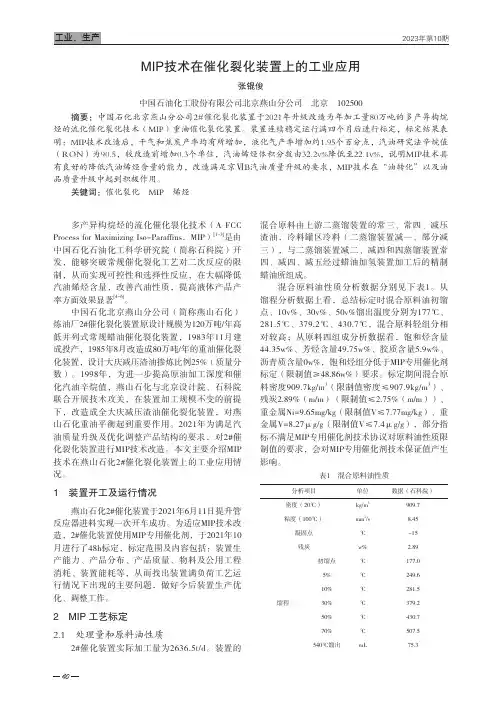
2 MIP 工艺标定2.1 处理量和原料油性质2#催化装置实际加工量为2636.5t/d。
装置的混合原料由上游二蒸馏装置的常三、常四、减压渣油,冷料罐区冷料(二蒸馏装置减一、部分减三),与二蒸馏装置减二、减四和四蒸馏装置常四、减四、减五经过蜡油加氢装置加工后的精制蜡油所组成。
混合原料油性质分析数据分别见下表1。
从馏程分析数据上看,总结标定时混合原料油初馏点、10v%、30v%、50v%馏出温度分别为177℃、281.5℃、379.2℃、430.7℃,混合原料轻组分相对较高;从原料四组成分析数据看,饱和烃含量44.35w%、芳烃含量49.75w%、胶质含量5.9w%、沥青质含量0w%,饱和烃组分低于MIP专用催化剂标定(限制值≥48.86w%)要求。
γ射线扫描监测技术在精馏塔操作中的应用y射线扫描监测技术在精馏塔操作中的应用有效的一种"透视"技术,最早见报于60年代,但广泛地应用于工业精馏塔检测却是在70年代末期以后.1983年国外报导了应用7射线扫描技术诊断_个溶剂分馏塔的实例.计算机模拟和优化虽然可指导生产在最优和接近最优的条件下进行操作,然而计算机模拟是建立在设备完好无损的前提下若把计算机模拟技术和7射线扫描技术配合使用,将会互相取长补短.Harrison报导了应用7射线扫描技术和计算机模拟技术相结合,对某精馏塔连续进行了两次挖潜改造,取得了处理能力增加15+15,舌的结果.T射线扫描技术并不局限用于塔设备的故障检测,现已发展到了用于其它的石油和化工设备,如用于容器内的液面,管线的结垢堵塞位置,反应器内催化剂的位置和催化裂化提升管的流化状态和结焦位置等的检测中.1987年第四届国际精馏会议以来,英国的Phillips公司,美国的Glitsch公司和Koch公司等先后组织了各自的商业化T射线扫描技术服务队伍,各自拥有移动式扫描设备和精干的专业技术人员.同时国外一些生产厂也意识到射线扫描技术对于辅助维护生产操作和故障检修的重要性,对于经常产生事故的塔设备纷纷配备了7射,发现问题及时解决,实现了安,稳,长生产.1射线扫描技术的原理和方法T射线透过介质时,部分被吸收,吸收后的强度符合如下衰减关系I一,×e一式中:J——探测器接收的7射线强度;,.——射线源的7射线强度{——透射系数,m/kg;P——介质密度,kg/m.}——射线源到探测器间距离,m7射线扫描技术是利用在精馏塔两侧同步移动的7射线源和探测器测出设备内操作介质的密度分布谱图.无论是填料塔还是板式塔,不同位置的介质密度不同,对T射线的吸收也不同,籍此,可以从扫描谱图判断出塔内的操作情况.图1和图2分别示出了对填料塔和板式塔的扫描方式,谱图和谱图解释结果对于一般的精馏塔一塔盘为单溢流时,进行塔中心位置的单程扫描就可以判断出大部分的操作故障{塔盘为双溢流时,就需要进行双程扫描}而对于(收稿日期:1997—01—06)d.可以节省冷却塔的改造费和维修费约200000元;e,可以减少AN废气的排出量,降低AN的损耗,减少环境的污染,方便操作.以凉凉隔热胶使用寿命5年计算,其经济效益更为可观,其投入产出比可达1:3以上而且,具有一定的社会效益.总而言之,凉凉隔热胶在危险品储罐上的应用是成功的,目前,我厂AN储罐已全都采用涂凉凉隔热胶降温方法.当然,采用储罐外壁涂刷凉凉隔热胶以达到降温的目的仅仅是一种新的尝试;凉凉隔热胶的施工质量还有待进一步改进.因此,我们将进一步和生产厂家合作进行凉凉隔热胶的应用开发工作,不断改进提高用.基一岛一学描术一不大扫一菩油线毒一石射型一7一蔓篓一要悯;l~一石油化工设备技术填料塔,至少需要进行2×2的网格扫描,详细的扫描方式参见图3.舒布器,主二=填料麻一再丹布器.容:==:—…填料睐(一…分布效果好均匀分布分布效果差填料塌陷不均匀分布塔底灌位脱落填料碎片图1填料塔扫描及谱图解释常{麦清板泛气位线线——,—k图2板式塔扫描及谱图解释三nn:()埘唯流板式11))对双流板式(c)对填料塔的塔的扫描塔的扫描2×2同格扫描图3对填料塔和板式塔的扫描方式对于一些需要深人考察的问题,板式塔常常需要进行多方位的多程扫描,例如塔板的局部破损,降液管的堵塞,加压塔的降液管气体夹带和由于塔板安装误差引起的人口过量泄漏,局部堵塞等'对于填料塔而言,往往需要多网格的CA T扫描或全方位的三维扫描,例如.填料床层内的汽液分布规律,填科局部塌陷,局部堵塞等.应用射线扫描技术诊断塔设备的操作故障是基于对扫描谱图的分析和解释.通过参照工艺操作条件和塔设备结构参数,从而对塔内部的操作问题作出判断和推测.因此,7射线扫描过程的实施程序一般分为四个阶段;a.扫描前的准备向生产操作人员详细了解工艺操作情况,收集设备的操作条件和结构参数,确定扫描方案和方式}b.进行扫描测试;c.扫描结果的分析和解释由专家对扫描结果进行解释.扫描结果有时会确认操作人员已经猜到的故障,但有时也可能得到的是一张蒸馏塔"健康正常"的结果,此时就应将注意力转移到整个工艺过程,通过分析,确定出故障原因,这可能需要进行操作条件下的工艺模拟和设备流体力学预测;d.建议报告在解释扫描分布和判明故障原因之后,由扫描专家提交一份关于装置新的操作条件或改造的建议报告.2射线扫描技术辅助精馏塔操作的价值2.1有效的设备和操作故障诊断技术对于一个正在操作的有故障的塔,尤其是生产中的关键塔设备,如常减压塔等,失效的操作会严重影响下游生产.若进行射线扫描,就能可靠地确认操作故障,提出故障排除方案,尽可能避免非正常停工.操作不当,塔内件破损或被冲翻,通过7射线扫描,就可以清楚地"看到"是哪一块或哪个位置的塔内件出了问题..当原料性质变化和操作的波动而导致操作不稳,产品质量不合格时,通过射线扫描可以判断出塔内存在的问题,如过量雾洙夹带,泄漏,液体分布不均等;分析其产生原因,通过计算机模拟结果调整操作条件,达到排除故障的目的.2.2可靠的设备挖潜改造辅助工具目前,国内挖潜改造提高处理能力的策略大多数是通过模拟优化计算,更换新型塔内件,如大处理能力的塔板,高效填料等.对于原设计余度较大的塔设备,毫无疑问,无论何种方法都是有效的.但改造后的塔设备处理能力是否达到了最大值或所期望的第l8卷第2期9](2)'一多刘艳升等射线扫描监测技术在精馏塔操作中的应用?57? 要求,则很难断言.这是由于模拟计算所依据的原料物性预测的可靠性,精确性和塔内件流体力学设计模型预测的精度误差所引起的.通过射线扫描和计算机模拟相结合,可确定出塔设备制约处理能力的瓶颈点,在该点进行扫描,逐渐增加进料量,直到该点接近液泛,从而就可以确定出该塔的最大处理能力.该法对于处理能力提高幅度不大的情况往往是最经济有效的,同时也无需停工.对于要求处理能力提高幅度较大的情况,可以通过适当的技术消除此瓶颈点来达到.2.3定期在线监测,实现安稳长生产射线扫描技术可对塔设备实现不停工,无干扰监测.对于生产中的关键设备,进行经常性的射线扫描检查,可以保证安稳长生产,尤其是对于易结垢,易腐蚀,易堵塞,原料波动较大的分离塔设备更为重要.定期进行射线扫描,确定塔设备的操作情况,建立设备运行历史数据库,发现问题及时解决.7射线扫描技术和体检用的x射线透视,CT扫描一样,是一种检测设备病"情和设备历行体检的可靠手段.其价值体现于保证生产的正常和可靠操作,尽可能地减少非正常停工及其停工时间这一点和计算机一样,本身并不能创造价值,只是一种有效创造价值的工具.2.4辅助实现可靠的精馏塔设计由于进行精馏塔热膜研究需要巨大的投资和化工设备的放大效应,目前国内,外塔内件的开发研究以及设计模型的关联均是基于一定规模的空气/水体系的冷模经验研究.这些模型的可靠性和外推性以及对物性的修正方法直接影响所设计的塔设备的操作效果.通过精细的射线扫描及对生产中的塔设备的测试数据的积累,可以获得许多实验模拟研究所无法获得的工业数据,将这些数据和实验室数据相结合修正设计模型,可以提高塔内件的设计水平.2.5y射线扫描技术安全问题和其它说明放射源的强度:防护良好的放射源对现场人员几乎没有任何影响,其辐射强度大约为x射线焊缝探伤辐射强度的千分之一.使用射线放射性物质需取得国家卫生,防疫部门的工作许可证,而且工作人员应严格遵循国家有关使用放射物质的法规,在现场测试之前,要详细考虑操作安全问题.扫描时间:通常在一天内可完成多次全塔扫描,当场即可拿到输出的扫描数据.3结束语石油大学分离工程研究室在中国石化总公司支持下,从199(1年起在国内独家开展了射线扫描技术用于工业塔故障诊断和催化裂化提升管监测的研究工作,目前已取得实验室阶段成果,并已开发出了三维扫描提升技术硬件系统{利用C"面向对象设计技术,开发了扫描图谱分析解释软件系统,以部分取代靠有经验的专家饵释图谱.这两项技术在国际上尚未见报道.目前我们正在开展射线扫描技术工业应用工作,预期该技术将成为我国石化生产设备操作维护的可靠辅助工具.术信息?胜利炼油厂烟机发电机组(两机组)投入运行一胜利炼油厂烟气韵量饲啊置匿趸面目葛冉静-日~本国新能源综合开发机构(NEDO)1993年12月鉴署的能霭【与痢鞠常宕叶瞰眨百酮辅菇曜筻仡幽气能量圊收装置—圣嘲璧中百设肯=萼.该装置于1996~芝l~0—8,日棼A断该装置腺包括三旋,四旋分离器,催化剂冷却罐和4台快速动作骠周外,主机为功率6000kW单级烟机1台,67fiOkW碱速器1台,6670kV-A4级同步发电机1台及百己套油站,电气,仪表辅助设一…———~蕨l工程黼齐鲁右化公司胜利炼油厂自行到日本专家前热量鲞导打啊日9旦三羹就位到]9969月视盒施工结束,9再17日至27日机组进行了空,低苗峨运转,10月8日起进行性能出力考核并投入正式运鞯.均每小时发电5丽W百F开爱再92万kWh,预计年发电量4280万kW?h.三,四旋现运行正常,烟机入口催化剂含量(标准状态)小于160mg/m,最大粒度小于10岬,满足了烟机运转要求.(胜利炼油厂侯敏供稿)。
大型催化裂化装置再生器旋风分离器更换施工技术周旭东;梁卓;彭振亚【摘要】在炼油装置中催化裂化装置占有重要地位,其反应/再生系统中旋风分离器的分离效果直接影响到反应/再生系统的正常运转,对于性能不满足要求的旋风分离器要及时进行更换.文章以中国石油大连石化公司350万t/a催化裂化装置检修为例,介绍了大直径再生器旋风分离器的更换作业,详细阐述了旋风分离器高精度安装的施工难点及施工工艺.施工实践验证了再生器顶部大直径开孔、旋风分离器成组更换施工方法的可行性,有效地缩短了施工工期.【期刊名称】《石油工程建设》【年(卷),期】2014(040)001【总页数】5页(P34-37,41)【关键词】催化裂化装置;大直径再生器;旋风分离器;更换;高精度安装;施工工艺【作者】周旭东;梁卓;彭振亚【作者单位】中国石油天然气第一建设公司,河南洛阳471000;中国石油天然气第一建设公司,河南洛阳471000;中国石油天然气第一建设公司,河南洛阳471000【正文语种】中文在炼油装置中催化裂化装置占有重要地位,其反应/再生系统中旋风分离器的分离效果不但直接影响到反应/再生系统的正常运转和催化剂的跑损,而且对分馏塔底油浆固体含量亦有很大影响。
因此保证旋风分离器的分离效果对企业节能减排、环境保护具有重要意义,对于性能不满足要求的旋风分离器要定期进行更换。
中国石油大连石化分公司 350 万 t / a 催化裂化装置,是我国迄今为止最早、最大的高低并列式催化裂化装置,其核心设备之一再生器的规格为D15600/9 300 × 43 550×36/34(单位为 mm),焊接后采用内燃法进行整体热处理。
这是 2003 年该催化裂化装置建成后运行至今的首次大修。
更换旋风分离器因其施工周期长、难度大,成为催化裂化装置检修工作的重点。
常规的再生器旋风分离器更换多采用侧壁开孔、单体更换的施工工艺。
本次旋风分离器更换作业对实际情况进行了充分分析,首次采用了旋风分离器工厂化深度预制,壳体顶部开孔,脚手架分段循环拆搭的施工方法,确保了整个工程的如期完工。
山东化工SHANDONG CHEMICAL INDUSTRY2021年第50卷・134・2.0Mt/a催化裂化装置VQS技术改造应用李旭,张盼,陈黎明,常江旭,折雄雄(陕西延长石油(集团)有限责任公司延安炼油厂,陕西延安727406)摘要:延安炼油厂联合二车间催化裂化装置建成于2006年,同年''月投产,设计规模2.0Mt/a。
装置自新建开工以来,油浆固含量一直较高,多年来采取各种措施进行调整,优化操作,仍不能稳定的将油浆固含控制到5g/L以下,给装置安全生产带来隐患。
本文通过对20'7年、2020年装置大修对VQS系统的两次(提升管出口旋流快分头、顶旋、沉降器汽提段等部位)技术改造的情况进行说明,结合技术改造前后操作参数统计、比对、分析,评估改造效果,总结操作经验,优化操作参数,以保证装置技术改造后安全平稳运行。
关键词:催化裂化;VQS;固含量中图分类号:TE624.4文献标识码:B文章编号:'008-02'X(202')07-0134-03陕西延长石油集团炼化公司延安炼油厂联合二车间200万Ma催化裂化,于2006年投入运行。
以延安混合原油的常压渣油为原料,采用石油化工科学研究院开发的多产异构烷烃的专利技术MIP(Maximizing Iso-Paraffins)。
生产方案以多产低烯烃、高辛烷值汽油为主,兼顾柴油和液化气。
装置使用长岭石化公司生产的CRMI-n型催化剂,反应器岀口采用中国石化工程建设公司开发的密闭式旋流快分系统(VQS)使油气和催化剂快速分离,而后进入BY型旋风分离器,进行进一步分离,回收反应油气携带的催化剂,减少催化剂跑损。
“VQS”系统是中国石化工程建设公司的专利技术,由旋流快分头、封闭罩、旋分直联管、预汽提挡板和金属盖板组成。
主要作用是使油气和催化剂快速分离,减少油气的停留时间,避免热裂化和缩合反应发生,同时使油气进入不了沉降器顶部,避免沉降器稀相死区的结焦。
350 万t / a 催化裂化装置再生器现场建造技术1. 设备简介中国石油天然气股份有限公司大连石化股份公司350 万t / a 催化裂化装置,是目前国内最大规模的催化裂化装置。
其核心设备再生器也是目前同类装置中最大、最复杂的设备,作为一类压力容器和带内衬的特殊设备,其建造施工难度非常大。
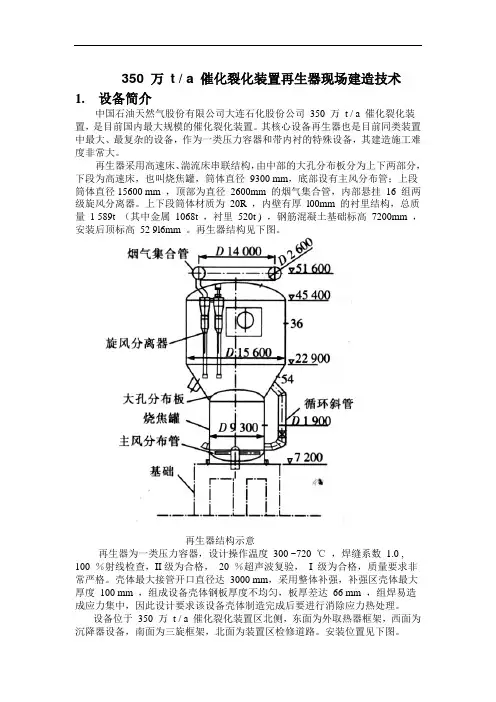
再生器采用高速床、湍流床串联结构,由中部的大孔分布板分为上下两部分,下段为高速床,也叫烧焦罐,筒体直径9300 mm,底部设有主风分布管;上段筒体直径15600 mm ,顶部为直径2600mm 的烟气集合管,内部悬挂16 组两级旋风分离器。
上下段筒体材质为20R ,内壁有厚l00mm 的衬里结构,总质量1 589t (其中金属1068t ,衬里520t ) ,钢筋混凝土基础标高7200mm ,安装后顶标高52 9l6mm 。
再生器结构见下图。
再生器结构示意再生器为一类压力容器,设计操作温度300 ~720 ℃,焊缝系数1.0 , 100 %射线检查,II级为合格,20 %超声波复验,I 级为合格,质量要求非常严格。
壳体最大接管开口直径达3000 mm,采用整体补强,补强区壳体最大厚度100 mm ,组成设备壳体钢板厚度不均匀,板厚差达66 mm ,组焊易造成应力集中,因此设计要求该设备壳体制造完成后要进行消除应力热处理。
设备位于350 万t / a 催化裂化装置区北侧,东面为外取热器框架,西面为沉降器设备,南面为三旋框架,北面为装置区检修道路。
安装位置见下图。
再生器采用分段、分片到货方式:烧焦罐底封头和裙座为 1 段整体到货;烧焦罐D9300 mm 筒体分 5 段到货;烧焦罐顶大孔分布板分 2 段到货;大锥段、上部D 15600 mm 筒体、顶封头均为分片到货;顶部烟气集合管分8 段到货;主风分布管整体到货;旋风分离器整体到货;其他构件分别按图纸上的件号供货。
2. 施工流程施工流程见下图:施工流程壳体到货后分 3 大段预制成型:下段即烧焦罐部分包括裙座、下封头及D9 300 mm 筒体段,重约190t ;中段包括再生器D15 600 / D9300 mm 锥段、D 15600 mm 筒体段及大孔分布板,重约405t ; 上段包括再生器顶封头重约180t 。
催化裂化装置催化裂化是炼油工业重要的二次加工装置,是提高轻质油收率,生产高辛烷值汽油,同时又多产柴油的重要手段,随着重油催化工艺的实现,其地位更加倍增。
作为一项传统的重油加工工艺,催化裂化实现工业化已经有60 年的历史,其总加工能力超过加氢裂化、焦化和减粘裂化之和,是目前最重要的重油轻质化工艺。
虽然曾多次受到加氢裂化工艺的竞争和清洁燃料标准的挑战,但由于催化裂化技术的进步,各种以催化裂化技术为核心的催化裂化“家族工艺”的不断出现,已经将催化裂化转变为“炼油-化工一体化”的主体装置,催化裂化仍然保持了其在石油化工行业中的重要地位。
我国的催化裂化技术与国际先进水平保持同步,进入21 世纪以后,由于我国催化裂化装置在炼厂地位的特殊性,技术发展的势头更猛,目前为止,基本解决了由于产品升级换代给催化裂化工艺带来的各种问题,而且在应对产品质量问题的技术开发过程中,拓宽了催化裂化产品的品种和范围,为确保催化裂化技术在未来石油化工中的核心地位提供了技术保证。
催化裂化装置的工艺原理是在流化状态下的催化剂作用下,重质烃类在480--520 C 及0.2-0.3MPa(a) 的条件下进行反应。
主要包括:1) . 裂解反应:大分子烃类裂解为小分子,环烷烃进行断环或侧链断裂,单环芳烃的烷基侧链断裂。
2) . 异构化反应:正构烷烃变成异构烷烃,带侧链的环烃或烷烃变成环异烷,产品中异构烃含量增加。
3) . 芳构化反应:环己烷脱氢生成芳香烃,烯烃环化脱氢生成芳烃。
4) . 氢转移反应:多环芳烃逐渐缩合成大分子直至焦炭,同时一种氢原子转移到烯烃分子中,使烯烃饱和成烷烃。
催化裂化装置的规模近三十年来逐步发展到350 万吨/年(加工1000 万吨/ 年原油)。
加工的原料为常压蜡油、减压渣油以及蜡油加氢裂化尾油原料主要性质装置由反应再生、分馏、吸收稳定(包括产品精制)、烟气能量回收几个部分组成。
装置主要产品为液化气、汽油、重石脑油和轻柴油,副产部分干气和油浆。
石油化工催化裂化技术的工艺优化分析发布时间:2023-03-03T08:56:47.868Z 来源:《科技新时代》2022年第20期作者:王中亮杨立志[导读] “三油并轨”政策的实施和车用柴油标准的升级将进一步减少污染物的排放王中亮杨立志中国石油哈尔滨石化公司第二联合车间 150056摘要:“三油并轨”政策的实施和车用柴油标准的升级将进一步减少污染物的排放,保护环境,并推动发动机企业技术进步和炼油企业转型升级。
例如,车用柴油国Ⅵ质量标准要求大幅降低柴油的硫含量和多环芳烃含量,这将使催化裂化柴油(LCO)占比较高的炼油企业面临巨大技术经济挑战。
这是因为LCO的总芳烃质量分数为50%~70%,且双环芳烃占比很大,为总芳烃的40%~60%;同时LCO的硫、氮等杂质含量高、十六烷值低,难以直接作为柴油馏分,必须进一步深入加工才能满足国Ⅵ柴油质量标准的要求。
LCO深加工技术主要有加氢精制、加氢改质等技术。
通过加氢,可以脱除LCO中的硫和氮元素,但LCO加氢过程需要高苛刻度的工况条件,氢耗高、操作成本高、经济效益差。
同时,随着消费柴汽比的不断下降,炼油企业间的竞争不断加剧,为LCO加工路线的选择带来巨大挑战。
因此,探寻最优LCO加工路径,实现低成本提升LCO经济价值成为研究热点。
关键词:催化裂化;低辛烷值汽油;辛烷值引言我国FCC汽油为商品汽油的主要组分,其在商品汽油中的比例达70%以上,无论目前还是可预见的未来,FCC汽油在炼油厂中的重要地位不容置疑。
FCC汽油性质明显优于热裂化汽油,而且,稳定性要比热裂化汽油高得多,各种烃类在FCC汽油中大致分为正构烷烃约5%,异构烷烃在25%~33%之间,环烷烃在6%~12%之间,烯烃在33%~46之间,芳烃在16%~22%之间。
高辛烷值汽油能够提高发动机的功率和热效率,提高汽油辛烷值已经成为各汽油生产单位的主要努力方向。
粗汽油作为终止剂在催化裂化装置上进行工业应用已经取得了不错的效果,能够抑制氢转移二次反应和减少热裂化反应,提高重油催化裂化的轻质油和液化气收率,降低干气和焦炭产率。
350万 t / a 催化裂化装置再生器现场建造技术1.设备简介中国石油天然气股份有限公司大连石化股份公司 350 万 t / a 催化裂化装置,是目前国内最大规模的催化裂化装置。
其核心设备再生器也是目前同类装置中最大、最复杂的设备,作为一类压力容器和带内衬的特殊设备,其建造施工难度非常大。
再生器采用高速床、湍流床串联结构,由中部的大孔分布板分为上下两部分,下段为高速床,也叫烧焦罐,筒体直径 9300 mm,底部设有主风分布管;上段筒体直径 15600 mm ,顶部为直径 2600mm 的烟气集合管,内部悬挂 16 组两级旋风分离器。
上下段筒体材质为 20R ,内壁有厚 l00mm 的衬里结构,总质量 1 589t (其中金属 1068t ,衬里 520t ) ,钢筋混凝土基础标高7200mm ,安装后顶标高 52 9l6mm 。
再生器结构见下图。
再生器结构示意再生器为一类压力容器,设计操作温度300 ~720 ℃,焊缝系数 1.0 ,100 %射线检查, II 级为合格,20 %超声波复验,I 级为合格,质量要求非常严格。
壳体最大接管开口直径达3000 mm,采用整体补强,补强区壳体最大厚度 100 mm ,组成设备壳体钢板厚度不均匀,板厚差达66 mm ,组焊易造成应力集中,因此设计要求该设备壳体制造完成后要进行消除应力热处理。
设备位于 350 万 t / a 催化裂化装置区北侧,东面为外取热器框架,西面为沉降器设备,南面为三旋框架,北面为装置区检修道路。
安装位置见下图。
再生器采用分段、分片到货方式:烧焦罐底封头和裙座为1段整体到货;烧焦罐 D9300 mm 筒体分 5 段到货;烧焦罐顶大孔分布板分2段到货;大锥段、上部 D 15600 mm 筒体、顶封头均为分片到货;顶部烟气集合管分8 段到货;主风分布管整体到货;旋风分离器整体到货;其他构件分别按图纸上的件号供货。
2.施工流程施工流程见下图:施工流程壳体到货后分 3 大段预制成型:下段即烧焦罐部分包括裙座、下封头及D9D 300 mm 筒体段,重约190t ;中段包括再生器D15 600 / D9300 mm 锥段、15600 mm 筒体段及大孔分布板,重约405t ; 上段包括再生器顶封头重约180t。
探究分析射线检测技术在石油化工装置中的作用陈寿华;王洪娟;张秀玲【摘要】射线检测技术在石油化工装置中能够起到评价石油化工装置的状况,优化其操作,进行预测维修等作用,是保证石油化工装置正常运行的重要技术手段.【期刊名称】《化工设计通讯》【年(卷),期】2017(043)005【总页数】2页(P57,74)【关键词】射线检测技术;石油化工;γ射线扫描技术;中子背散射技术【作者】陈寿华;王洪娟;张秀玲【作者单位】中国石油吉林石化分公司高碳醇厂,吉林吉林 132021;中国石油吉林石化分公司合成树脂厂,吉林吉林 132021;中国石油吉林石化分公司合成树脂厂,吉林吉林 132021【正文语种】中文【中图分类】TQ0501.1 γ射线扫描技术原理γ射线是一种扫描工业设备装置,与人体透视相似,是一种工业装置进行“透视”的先进技术。
γ射线扫描技术具有能够在线检测、准确性高、速度快等优点,应用于石油化工装置中,不仅能够快速、准确的检测出石油化工装置中故障,还能够对装置操作进行优化。
现阶段,γ射线扫描技术还能够对石油化工装置中精馏塔、反应器内催化剂位置、管的流状状态等方面进行诊断。
该技术还对现场操作的版式塔和填料塔内的流体力学的研究和检测有一定的帮助。
一般进行测试时是将γ射线源和探测器置于待测装置的两侧,同时在设置γ射线源和探测器下方设置一个扫描移动装置,从而实现同步扫描装置。
然后按照扫描射线绘制图谱,以此便能够大概推断出装置内部的操作情况。
版式塔和填料塔位置与介质密度的不同,吸收γ射线的程度也不同。
此技术也能检测出一些异常的现象:比如说失踪或塌陷的塔板、气体分布器位置偏移、严重漏液与起泡等。
应用γ射线扫描技术除了能够快速、准确的对塔设备故障进行诊断之外,还能随时对塔设备进行检测。
在生产关键设备的时候需要使用该技术对设备进行经常性的扫描检查,保证生产的安全、稳定、长期的生产。
还应建立设备运行的历史数据库,对易结垢、易腐蚀、易堵塞、原料波动较大的分离塔设备的数据进行记录,然后利用γ射线扫描技术进行有目的的跟踪,找出关键参数变化情况,可以提前预测出可能发生的故障问题,以便能更好的解决潜在的问题,保证生产可以正常可靠运行,节约时间和成本。
射线检测技术在石油化工装置中的应用
魏伟胜;王国荣;颜祥富
【期刊名称】《同位素》
【年(卷),期】2006(019)004
【摘要】对γ射线扫描技术和中子背散射技术的基本原理及其在石油化工装置中的主要应用进行了简要介绍.重点介绍了γ射线扫描技术在塔器操作上的典型工业应用和中子背散射技术在测量工业气液分离器、加氢反应器料位中的应用.这些应用情况表明,利用射线检测技术不仅可以准确诊断石油化工设备的故障,还可以用于装置的运行状况评价、操作优化、挖潜增效以及实现预测维修等多个方面.因此,该技术在石油化工领域具有广泛的应用前景.
【总页数】6页(P204-209)
【作者】魏伟胜;王国荣;颜祥富
【作者单位】中国石油大学(北京)中国石油天然气集团公司,催化重点实验室,北京,昌平,102249;中国石油大学(北京)中国石油天然气集团公司,催化重点实验室,北京,昌平,102249;中国石化股份有限公司,长岭炼化公司,湖南,岳阳,414012
【正文语种】中文
【中图分类】TL99;TE91
【相关文献】
1.探究分析射线检测技术在石油化工装置中的作用 [J], 陈寿华;王洪娟;张秀玲
2.石油化工装置中射线检测技术的应用 [J], 杨东明;史学材
3.石油化工装置中射线检测技术的应用 [J], 杨东明;史学材;
4.石油化工装置中射线检测技术的应用 [J], 杨鹏程
5.γ射线液位计在石油化工装置中的应用 [J], 赵建民
因版权原因,仅展示原文概要,查看原文内容请购买。