通止规计算公式
- 格式:xls
- 大小:25.00 KB
- 文档页数:2
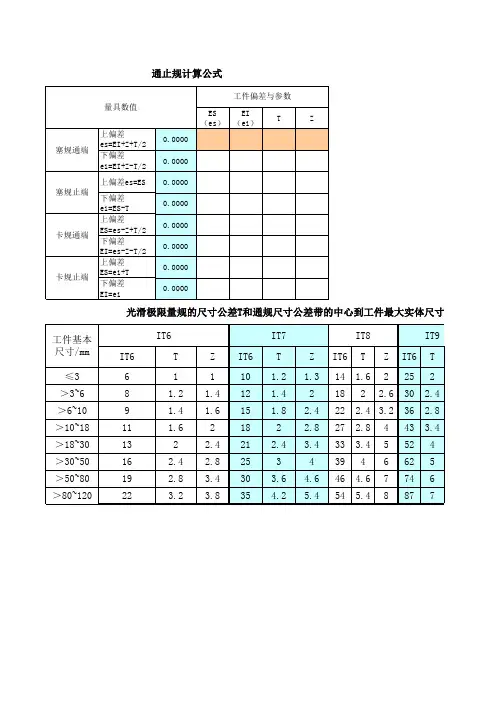
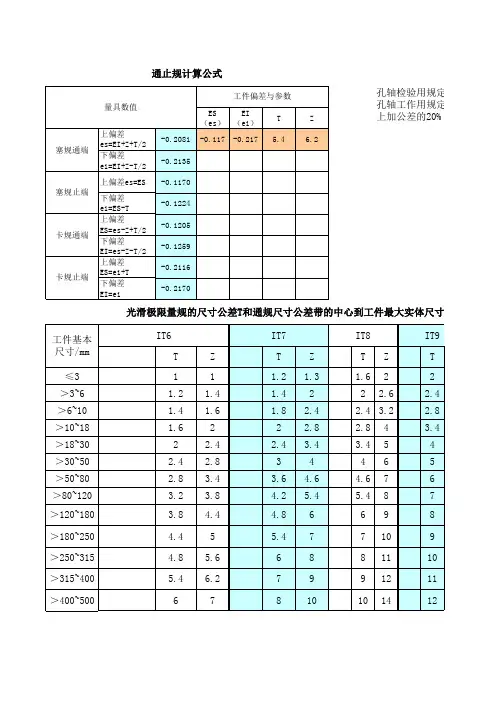

量规“通、止”规公差值的计算1、孔用2、轴用 通规基本尺寸:不变上偏差:Ts=EI+Z+T/2 通规基本尺寸:不变下偏差:Ti=EI+Z-T/2 止规基本尺寸:不变上偏差:Zs=ES 止规基本尺寸:不变下偏差:Zi=ES-T磨损极限 T μ=es孔用通规止规 磨损极限t μ=11.927轴用通规止规磨损极限t μ=58.33、深度卡板基本尺寸:不变上偏差:Ts=es-Z+T/2 通规基本尺寸:不变上偏差:下偏差:Ti=es-Z-T/2下偏差:基本尺寸:不变上偏差:Zs=ei+T 止规基本尺寸:不变上偏差:下偏差:Zi=ei下偏差:4、形位公差芯轴Ⅰ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公Ⅱ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公Ⅲ基本尺寸:不变上偏差:下偏差:上偏差-0.005(制造公形位公差=0.01(锥度+椭圆度)+ZEI-形位公差(ES+EI)/2-形位公差ES-形位公差表面光洁度与粗糙度Ra、Rz数值换算表▽1▽2▽3▽4▽5▽6表面Ra502512.5 6.3 3.2 1.6粗糙度Rz200100502512.5 6.3▽8▽9▽10▽11▽12▽13表面Ra0.40.20.10.050.0250.012粗糙度Rz3.21.60.80.40.20.1采用一面两孔定位时,圆柱销、菱形销的主要参数确定如下:1)圆柱销直径d1的基本尺寸及公差 圆柱销直径的基本尺寸应等于与之相配合的工件定位孔的最小极限尺寸,其公差一般取g6或f7。
2)圆柱销与菱形销之间的中心距及公差 两销之间的中心距的平均尺寸应等于工件上两定位孔之间的中心距的平均尺寸,其公差一般为:δLd=(1/3~1/5)δLD式中δLd、δLD----两销之间的中心距的公差和两定位孔之间中心距的公差。
式中工件加工精度要求较高时取1/5,加工精度要求较低时取1/3。
3)菱形销直径d2的基本尺寸及公差 菱形销直径d2及其公差可按下列步骤确定: 先按表1-1查得菱形销的b(采用修圆菱形销时,应为 b1)与B,再代入下列公式计算d2max=D2min-〔b(δLd+δLD)/D2min〕式中d2max---允许的菱形销直径的最大值; D2min---与菱形销相配合的孔的最小极限尺寸。
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×=3-(1/2×=M6×=6-(1/2×=例2:公式:M3×=3-÷2)=M6×=6-÷2)=二、一般英制丝攻之换算公式:1英寸=(代码)例1:(1/4-30)1/4×=(牙径)÷30=(牙距)则1/4-30换算成公制牙应为:×例2:(3/16-32)3/16×=(牙径)÷32=(牙距)则3/16-32换算成公制牙应为:×三、一般英制牙换算成公制牙的公式:分子÷分母×=牙外径(同上)例1:(3/8-24)3÷8×=(牙外径)÷24=(公制牙距)则3/8-24换算成公制牙应为:×四、美制牙换算公制牙公式:例:6-326-32 +/代码×6=×=(牙外径)÷32=(牙距)那么6-32换算成公制牙应为:×1、孔内径计算公式:牙外径-1/2×牙距则应为:-1/2×=那么6-32他内孔径应为2、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距)/代码=下孔径例1:M6×M6-×=(最大下孔径)M6-(×)=(最小)例2:切削丝攻下孔内径简易计算公式:M6-×=(最大)M6-×=(最小)M6-(牙距)/代码=下孔径例3:M6×=6-=+=五、压牙外径计算简易公式:1.直径-××牙距(需通规通止规止)例1:M3×=3-××=(外径)例2:M6×=6-××=(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×=3-×=(车削前外径)例2:M6×=6-×=(车削前外径)七、压花外径深度(外径)外径÷×花齿距=压花前外径例:÷×(花距)=压花深度应为八、多边形材料之对角换算公式:1.四角形:对边径×=对角径2.五角形:对边径×=对角径3.六角形:对边直径×=对角直径公式2:1.四角:对边径÷=对角径2.六角:对边径÷=对角径九、刀具厚度(切刀):材料外径÷10+参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷÷总长=度数。