中间包预制件
- 格式:ppt
- 大小:14.80 MB
- 文档页数:67

钢包预制块制作施工工艺流程一、原料准备。
咱们先说原料这一块呀。
制作钢包预制块,原料那可得选好。
就像做菜,食材不好,做出来的菜就不好吃。
对于钢包预制块来说,各种耐火材料是主要原料。
像高铝矾土啦,镁砂之类的。
这些原料得经过严格的筛选,那些杂质多的、不符合粒度要求的可不能要。
要把它们筛选得干干净净,就像给一群小动物排队,大小合适、干干净净的才能入选。
而且原料的配比也特别重要,就像调鸡尾酒,各种材料的比例得恰到好处,不然做出来的预制块性能就会大打折扣。
二、混料。
原料准备好啦,就该混料喽。
这就像是把不同的调料混合在一起。
把各种耐火原料放进混料机里,然后再加入一些结合剂。
这个结合剂就像是胶水一样,能把那些原料紧紧地粘在一起。
混料的时候,那混料机得欢快地转起来,把原料和结合剂充分地混合均匀。
要是混合不均匀,就会出现有的地方结实,有的地方松散的情况。
这时候就得好好盯着混料机,就像盯着一个调皮的孩子,确保它把活儿干好。
三、成型。
混好料之后呢,就到成型的环节啦。
这可是个技术活。
把混合好的料放进模具里,这个模具的形状就决定了预制块的形状。
放料的时候要轻轻的,不能太用力,不然料会分布不均匀。
然后就得用压力机来压啦。
压力机就像一个大力士,用力把料压实。
这个压力得控制好,压力小了,预制块不够密实,在钢包里就不耐用;压力大了呢,又可能会把模具压坏或者让预制块出现裂纹。
这就像是给气球打气,气少了瘪瘪的,气多了就爆了。
四、干燥。
成型后的预制块得干燥一下。
这就像是把洗过的衣服晾干一样。
把预制块放在干燥的地方,让里面的水分慢慢散发出去。
要是干燥不彻底,里面还有水分的话,在后面的使用过程中就容易出现问题,比如可能会产生气泡,影响预制块的质量。
这个干燥的时间也得把握好,不能太着急,要让预制块彻底干透,就像等一朵花慢慢开放,需要耐心。
五、烘烤。
干燥后的预制块还得经过烘烤呢。
烘烤就像是给预制块做一次“桑拿”。
把预制块放进专门的烘烤设备里,慢慢升高温度。
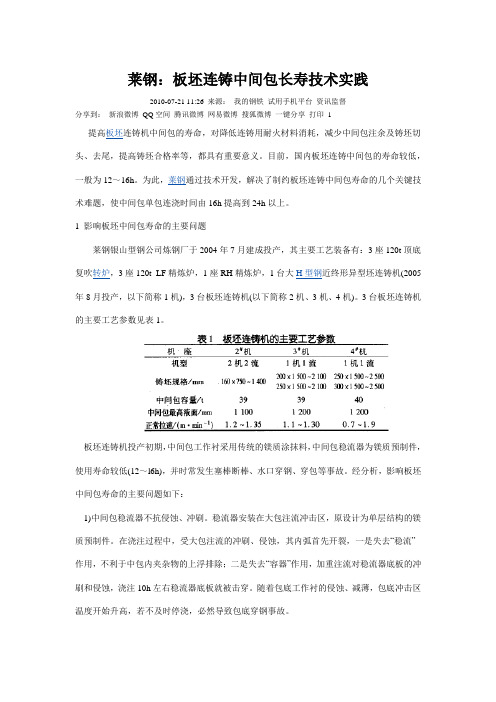
莱钢:板坯连铸中间包长寿技术实践2010-07-21 11:26 来源:我的钢铁试用手机平台资讯监督分享到:新浪微博QQ空间腾讯微博网易微博搜狐微博一键分享打印 1提高板坯连铸机中间包的寿命,对降低连铸用耐火材料消耗,减少中间包注余及铸坯切头、去尾,提高铸坯合格率等,都具有重要意义。
目前,国内板坯连铸中间包的寿命较低,一般为12~16h。
为此,莱钢通过技术开发,解决了制约板坯连铸中间包寿命的几个关键技术难题,使中间包单包连浇时间由16h提高到24h以上。
1 影响板坯中间包寿命的主要问题莱钢银山型钢公司炼钢厂于2004年7月建成投产,其主要工艺装备有:3座120t顶底复吹转炉,3座120t LF精炼炉,1座RH精炼炉,1台大H型钢近终形异型坯连铸机(2005年8月投产,以下简称1机),3台板坯连铸机(以下简称2机、3机、4机)。
3台板坯连铸机的主要工艺参数见表1。
板坯连铸机投产初期,中间包工作衬采用传统的镁质涂抹料,中间包稳流器为镁质预制件,使用寿命较低(12~l6h),并时常发生塞棒断棒、水口穿钢、穿包等事故。
经分析,影响板坯中间包寿命的主要问题如下:1)中间包稳流器不抗侵蚀、冲刷。
稳流器安装在大包注流冲击区,原设计为单层结构的镁质预制件。
在浇注过程中,受大包注流的冲刷、侵蚀,其内弧首先开裂,一是失去“稳流”作用,不利于中包内夹杂物的上浮排除;二是失去“容器”作用,加重注流对稳流器底板的冲刷和侵蚀,浇注10h左右稳流器底板就被击穿。
随着包底工作衬的侵蚀、减薄,包底冲击区温度开始升高,若不及时停浇,必然导致包底穿钢事故。
2)中间包工作衬渣线侵蚀严重。
中间包工作衬原采用镁质涂抹料。
浇注超过16h后,冲击区渣线涂抹料被全部侵蚀、冲刷掉,开始侵蚀永久衬,并导致中间包翻包困难,残余工作衬不易剥离。
3)整体塞棒出现脱丝,渣线、棒头部位断裂以及垫棒失控。
原塞棒连接丝杆与棒体的丝扣为石墨质,因石墨氧化导致脱扣;导致渣线、棒头部位断裂的主要原因是棒体中心吹氩孔偏斜,安装过程导致的损伤,低温烘烤氧化等;垫棒失控的主要原因是开浇时包衬和包盖内衬浇注料及粘附的钢渣脱落后直接掉入上水口内,或随开浇时钢流流到上水口内。
![一种低成本中间包预制件及其制备方法[发明专利]](https://img.taocdn.com/s1/m/0ee07b1604a1b0717fd5ddf0.png)
专利名称:一种低成本中间包预制件及其制备方法
专利类型:发明专利
发明人:崔任渠,刘泉,王德军,郁书中,张小红,尚钢城,骆文凯,谷裕丰
申请号:CN202011469766.6
申请日:20201214
公开号:CN112500131A
公开日:
20210316
专利内容由知识产权出版社提供
摘要:本发明公开了一种低成本中间包预制件及其制备方法,涉及钢铁冶炼技术领域。
该低成本中间包预制件及其制备方法,该预制件包括如下质量百分比的组分:20‑45%再生镁碳料颗粒、
20‑50%镁砂颗粒、10‑30%镁砂细粉、0.5‑5%镁质结合剂、1‑4%Si2N2O、2‑5%硅微粉、
0.01‑0.03%金属铝粉、0.1‑0.15%三聚磷酸钠、0.1‑0.15%六偏磷酸钠、0.05‑0.15%有机纤维。
该低成本中间包预制件及其制备方法,提出了一种合理有效的水化工艺,并在优化水化工艺基础上增加浸渍处理工艺,通过水化及浸渍处理工艺处理后,使用再生镁碳料替代电熔镁砂,大大降低生产成本,同时引入SiNO可以在高温下形成微裂纹而缓冲热应力,从而提高镁质预制件的高温体积稳定性,减少因出现裂纹而损坏的问题。
申请人:瑞泰马钢新材料科技有限公司
地址:243000 安徽省马鞍山市雨山经济开发区智能装备园
国籍:CN
代理机构:马鞍山市金桥专利代理有限公司
代理人:文香达
更多信息请下载全文后查看。
冶金工程课程设计题目:中间包
年级专业: 16级冶金工程
学号:
学生姓名:
第四章所需原材料的采购指南
一套完整的制造设备所需原材料包括耐火材料和,可在阿里巴巴上购买。
4.1中间包耐火衬
中间包耐火衬主要包括绝热层、永久层和工作层。
4.1.1绝热层材料
石棉板:
保温砖:
轻质浇注料:
硅酸铝纤维毡(最优):
4.1.2 永久层材料
高铝砖:
浇注料:(高铝质浇注料、莫来石质浇注料)
4.1.3 工作层材料
4.1.4 包底
采用预制块增强(材质为刚玉质和镁质浇注料)
4.2中间包绝热板
中间包绝热板一般有硅质、镁质和镁橄榄石质三种。
4.3堰
堰,又称挡渣堰或上挡墙。
中包工作层用耐火材料—涂抹料中间包工作衬用耐材有:硅质绝热板、镁质绝热板。
硅质、镁质中包涂抹料,中间包干式料。
今天先说说涂抹料吧。
基本上都是根据包的大小看使用什么耐火材料。
中包涂料施工方法一、中包工作层用耐火材料—涂抹料施工准备① 涂抹前清理干净中间包内的灰尘及其杂物,并清除包壁上粘附的残渣、残钢,永久衬有损坏的部位应修复好。
② 中间包需烘烤至60~80℃,以利于涂抹。
连续使用的热包可不作烘烤处理,但必须待其温度降至60~80℃左右时方可涂抹。
③ 宜采用强制式搅拌机,使用前必须清理干净。
④ 准备好称量水用具及涂抹工具。
⑤ 将安放中间包水口座砖的周围清理干净,将水口座砖安放好;将水口外表面涂以火泥并将其座在水口座砖内,用一铁片或圆筒将水口座砖盖住,以防涂料进入水口内。
⑥ 在冲击区位置铺一层涂抹料,将专用冲击板砌好。
⑦ 将挡渣墙和坝吊入中间包内,在指定位置安装牢靠。
二、中包工作层用耐火材料—涂抹料施工方法a) 每次搅拌量以不超过搅拌机公称容量的20%为宜。
b) 用水温在15~35℃的清洁自来水作混练用水。
c) 往搅拌机里倒料时,发现有雨淋或受潮结块现象的料不得使用。
有碎内衬袋、扎口绳等杂物应将其拣出。
d) 干料搅拌2~3分钟后加水,用水桶或标定容器加入规定水量的90%,搅拌5分钟后,视情况再加水(或不加水)调整至适宜涂抹程度。
e) 涂抹准备:将搅拌好的料置于中间包内进行涂抹施工。
f) 座砖周围填缝:将涂抹料或其它膨胀料填充在每个水口座砖周围,然后用钢钎或涂抹工具将其捣固密实。
g) 包壁涂抹:涂抹时,应首先涂抹包壁。
先在中间包永久衬上均匀涂上一薄层,确认涂料初步凝固并能够挂住下一层涂料时,方能涂抹,直至达到需要的厚度。
渣线部位所用涂料适当涂厚一些。
包壁参考厚度:渣线部位50~60mm,其它部位30~40mm。
h) 包底涂抹:待包壁涂抹完毕后,开始涂抹包底,涂抹时由中间包两头向中间逐渐涂抹,要求涂抹厚度一次性达到要求。
专利名称:一种中间包预制件用连体模具专利类型:实用新型专利
发明人:刘星,何建基,王水斌,王忠钢
申请号:CN201720555134.9
申请日:20170518
公开号:CN206765040U
公开日:
20171219
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种中间包预制件用连体模具,包括第一固定杆,所述第一固定杆上等距套接固定有五个模板,且相邻两模板之间卡合固定有第一隔板,所述模板上位于第一隔板的一侧套接固定有第一预留辊轴,所述模板上位于第一预留辊轴的一侧套接固定有第二预留辊轴,所述位于第二预留辊轴的一侧相邻两模板之间卡合固定有第二隔板,所述模板上位于第二隔板的一侧套接固定有第二固定杆,且模板上位于第二固定杆的下方设置有第三固定杆。
本实用新型中,首先该中间包预制件用连体模具相比于传统的单独模具进行成型,平打模式改变成立式成型,一个模具一次成型一块,改成四联装立式模具,成型用原材料的合理配置和批量生产,节约了时间和场地。
申请人:武汉如星科技有限公司
地址:430000 湖北省武汉市新洲区阳逻经济开发区红岗村、牮楼村
国籍:CN
代理机构:上海精晟知识产权代理有限公司
代理人:冯子玲
更多信息请下载全文后查看。