常见金属加工工艺及图解
- 格式:ppt
- 大小:7.40 MB
- 文档页数:16
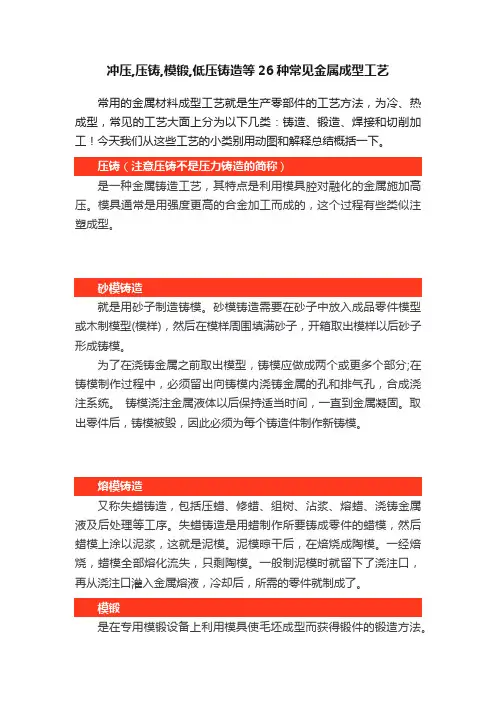
冲压,压铸,模锻,低压铸造等26种常见金属成型工艺常用的金属材料成型工艺就是生产零部件的工艺方法,为冷、热成型,常见的工艺大面上分为以下几类:铸造、锻造、焊接和切削加工!今天我们从这些工艺的小类别用动图和解释总结概括一下。
是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。
模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。
就是用砂子制造铸模。
砂模铸造需要在砂子中放入成品零件模型或木制模型(模样),然后在模样周围填满砂子,开箱取出模样以后砂子形成铸模。
为了在浇铸金属之前取出模型,铸模应做成两个或更多个部分;在铸模制作过程中,必须留出向铸模内浇铸金属的孔和排气孔,合成浇注系统。
铸模浇注金属液体以后保持适当时间,一直到金属凝固。
取出零件后,铸模被毁,因此必须为每个铸造件制作新铸模。
又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。
失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。
泥模晾干后,在焙烧成陶模。
一经焙烧,蜡模全部熔化流失,只剩陶模。
一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
是在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。
根据设备不同,模锻分为锤上模锻,曲柄压力机模锻,平锻机模锻,摩擦压力机模锻等。
辊锻是材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺。
它是成形轧制(纵轧)的一种特殊形式。
是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。
通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
韦xx加工厂学习总结经过将近一个月的xxx学习,从中也学到有很多有关板材加工相关的知识。
北京京湘联科技有限公司主要从事钣金加工及喷涂工事智能门窗制造等业务,针对金属薄板(京湘联工厂主要是对冷板、铝板、镀锌板和不锈钢板)一种综合冷加工工艺,包括一系列的剪、冲/切/复合、折、焊接、铆接、拼接、成型等。
一般完成一次板材加工入库需要几个过程,工厂技术部收到现场发来的板材加工图以后:技术部对加工图的深化、下料——剪板机剪板(剪板料)——刨槽机刨槽——数控冲床切边、冲孔——折弯机折弯板材——对成型板材组装、辅助焊接、打磨——喷涂前处理——喷涂板材——喷涂检测,包装入库。
一:技术部对加工图的深化,下料工厂技术部收到工地现场发来的各板材加工图,然后对加工图的进一步深化,包括对板材投影面的展开、计算面积(用做后期预算)以及对加工板材的数控编程,就可以下料了。
为了更好的节约原材料,编程时要合理的选择板材的拼接图使几张要加工的板材拼接起来符合原材料的常规尺寸。
在数控冲床的编程时,应当选择合理的换模次序,其一般原则是:先圆孔后方孔,先小孔后大孔、先中间后外形。
同时一套模具在选用以后,出于缩短加工时间的考虑,应该完成其在这个零件上的所有需要加工的型孔。
在合理选择换模次序的同时也应该选取模具的最佳走刀路线,以减少空行程,提高生产效率,并保证机床安全可靠的运行,一般每个不同的工件必须独立编程。
在对加工图深化的过程中要参照常用板材来进行选板、计算。
如下表1:二:剪板机剪板(剪板料)数控剪板机(下图1)是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离,一般采用脚踏或按钮操纵进行单次或连续剪切金属。
数控剪板机可分为:脚踏式(人力)、机械数控剪板机式、液压摆式数控剪板机等。
数控剪板机常用来剪裁直线边缘的板料毛坯。
剪切工艺应能保证被剪板料剪切表面的直线性和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。
金属表面处理工艺大全!阳极氧化、电镀、拉丝、抛光等一次讲明白表面处理是在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同的表层的工艺方法。
表面处理的目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求。
金属表面处理方法汇总图一、阳极氧化阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜。
这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。
工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2 →封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1 →镭雕→阳极氧化2 →封孔→烘干技术特点:1、提升强度,2、实现除白色外任何颜色。
3、实现无镍封孔,满足欧、美等国家对无镍的要求。
技术难点及改善关键点:阳极氧化的良率水平关系到最终产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。
二、电泳 ( ED-Electrophoresis deposition )电泳:用于不锈钢、铝合金等,可使产品呈现各种颜色,并保持金属光泽,同时增强表面性能,具有较好的防腐性能。
工艺流程:前处理→电泳→烘干技术特点:优点:1、颜色丰富;2、无金属质感,可配合喷砂、抛光、拉丝等;3、液体环境中加工,可实现复杂结构的表面处理;4、工艺成熟、可量产。
缺点:掩盖缺陷能力一般,压铸件做电泳对前处理要求较高。
.三、微弧氧化 (MAO)微弧氧化:在电解质溶液中(一般是弱碱性溶液)施加高电压生成陶瓷化表面膜层的过程,该过程是物理放电与电化学氧化协同作用的结果。
工艺流程:前处理→ 热水洗→ MAO → 烘干技术特点:优点:1、陶瓷质感,外观暗哑,没有高光产品,手感细腻,防指纹;2、基材广泛:Al, Ti, Zn, Zr, Mg, Nb, 及其合金等;3、前处理简单,产品耐腐蚀性、耐候性极佳,散热性能佳。
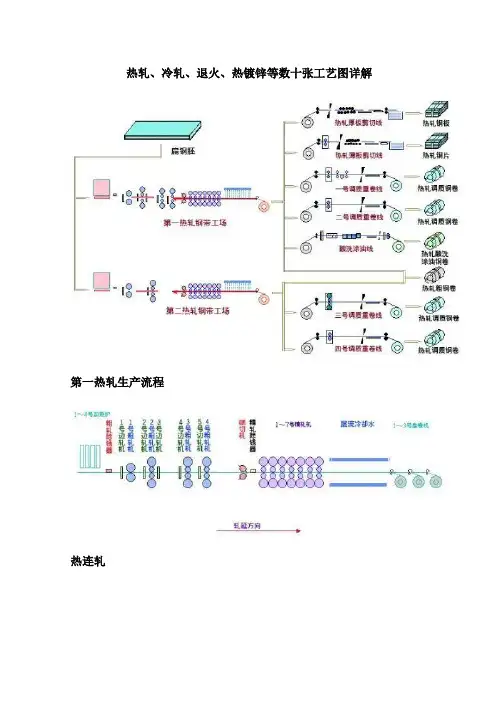
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。
常见的金属制品加工工艺
1.金属切割:常见的切割工艺有喷氧切割、等离子切割、火焰切割、水切割、激光切割等。
2.金属冲压:金属冲压是利用冲床在板料或条料上进行模具压制,加工制造出所需的形状和尺寸的工件。
3.金属焊接:金属焊接技术主要包括电弧焊、气焊、TIG焊、MIG焊、激光焊等。
4.金属铸造:金属铸造是指把熔化的金属或合金铸入模具中,进行凝固后复原得到零件的工艺过程,如铸铁、铸钢、铸铝、铸铜等。
5.金属表面处理:包括喷涂、电镀、镀锌、镀铬、热处理等工艺,通过改变金属表面的物理、化学性质来改善产品的耐腐蚀、美观、耐磨等特性。
6.金属拼接:金属拼接包括螺纹连接、铆接、焊接、接钩等。
七种常用的金属加工方法组成机器的零件大小不一。
金属切削加工方法也多种多样。
常用的形状和结构各不相同。
有车削、钻削、镗削、刨削、拉削、铣削和磨削等。
尽管它加工原理方面有许多共同之处。
切削运动形式不同,但由于所用机床和刀具不同,所以它有各自的工艺特点及应用范围。
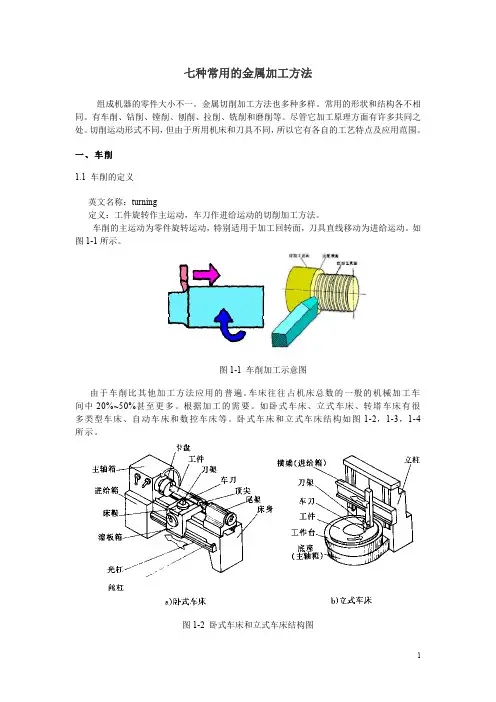
一、 车削1.1 车削的定义英文名称:turning定义:工件旋转作主运动,车刀作进给运动的切削加工方法。
车削的主运动为零件旋转运动,特别适用于加工回转面,刀具直线移动为进给运动。
如图1-1所示。
图1-1 车削加工示意图由于车削比其他加工方法应用的普遍。
车床往往占机床总数的一般的机械加工车间中20%~50%甚至更多。
根据加工的需要。
如卧式车床、立式车床、转塔车床有很多类型车床、自动车床和数控车床等。
卧式车床和立式车床结构如图1-2,1-3,1-4所示。
图1-2 卧式车床和立式车床结构图图1-3 转塔车床示意图图1-4 转塔刀架结构图1.2 车削的工艺特点:1. 易于保证零件各加工面的位置精度零件各表面具有相同的回转轴线(车床主轴的回转轴线)——一次装夹中加工车削时,同一零件的外圆、内孔、端平面、沟槽等。
能保证各外圆轴线之间及外圆与内孔轴线间的同轴度要求。
2. 生产率较高一般情况下车削过程是连续进行的,不易产生冲击,切削力基本上不发生变化。
并且当车刀几何形状、吃刀量和进给量次走刀过程中刀齿多次切入和切出一定时,切削过程可采用高速切削和强切削层(公称横截面积)是不变的切削力变化很小。
车削加工既适于单件小批量生产,生产效率高,也适宜大批量生产。
3. 生产成本较低车刀是刀具中最简单的一种,故刀具费用低,制造、刃磨和安装均较方便。
车床附件多,加之切削生产率高,装夹及调整时间较短,故车削成本较低。
4. 适于车削加工的材料广泛可以车削黑色金属(铁、锰、铬)、有色金属,非金(除难以切削的30HRC(洛氏硬度)以上高硬度的淬火钢件外),塑性材料(有机玻璃、橡胶等),特别适合于有色金属零件的精加工。