第二章 注塑成型工艺塑料成型理论基础
- 格式:ppt
- 大小:3.21 MB
- 文档页数:77
塑料成型工艺学思考题答案The pony was revised in January 2021序言及第一章1.为什么塑料成型加工技术的发展要经历移植、改造和创新三个时期(P2)第一段2.移植期、改造期和创新期的塑料成型加工技术各有什么特点答:移植时期用移植技术制造的塑料制品性能较差,只能成型加工形状与结构简单的制品.而且制品的生产效率也比较低。
这段时问虽然已经出现了几种改性纤维素类热塑性塑料,但其使用性远不如酚醛和脲醛等热固性塑料料,从而使压缩模塑等特别适合成型热固性塑料的制品生产技术;其一是塑料的成型加工技术更加多样化,从前一时期仅有的几种技术发展到数十种技术,借助这几十种技术可将粉状、粒状、纤维状、碎屑状、糊状和溶液状的各种塑料原材料制成多种多样形状与结构的制品,如带有金属嵌件的模制品、中空的软制品和用织物增强的层压制品等;其二是塑料制品的质量普遍改善和生产效率明显提高,成型过程的监测控制和机械化与自动化的生产已经实现,全机械化的塑料制品自动生产线也已出现;其三是由于这一时期新开发的塑料品种主要是热塑性塑料,加之热塑性塑料有远比热固性塑料良好的成型工艺性,因此,这一时期塑料成型加工技术的发展,从以成型热固性塑料的技术为重点转变到以成型热塑性塑料的技术为主; 进入创新时期的塑料加工技术与前一时期相比,在可成型加工塑料材料的范围、可成型加工制品的范围和制品质量控制等方面均有重大突破。
采用创新的成型技术,不仅使以往难以成型的热敏性和高熔体粘度的她料可方便地成型为制品,而且也使以往较少采用的长纤维增强塑料、片状馍型料和团状模塑料也可大量用作高效成型技术的原材料。
3.按所属成型加工阶段划分,塑料成型加工可分为几种类型?分别说明其特点。
答:一次成型技术,二次成型技术,二次加工技术一次成型技术,是指能将塑料原材料转变成有一定形状和尺寸制品或半制品的各种工艺操作方法。
目前生产上广泛采用的挤塑、注塑、压延、压制、浇铸和涂覆等。
第一章绪论1.为什么塑料成型加工技术的发展要经历移植、改造和创新三个时期?2.移植期、改造期和创新期的塑料成型加工技术各有什么特点?3.按所属成型加工阶段划分,塑料成型加工可分为几种类型?分别说明其特点。
4.成型工厂对生产设备的布置有几种类型?第二章塑料成型的理论基础1、什么是取向?2、流动取向对制品性能有何影响?3、掌握分析流动取向的方法(注意:取向程度取决于剪切力大小、作用时间和解取向的程度)4、举几个拉伸成型的产品的例子。
5、为什么热固性塑料的注射成型难度比压缩成型大?6、什么是降解?7、发生热降解的塑料主要有哪些?如何有效防止热降解?8、氧化降解主要有哪两类?如何有效防止氧化降解?第三章成型用的物料及其配制1. 塑料成型物料配制中混合及分散的原理是什么?2. 粉料和粒料如何制造?一般分为几个步骤?3. 塑料糊可分为几类?各如何配制?4. 塑料的工艺性能有哪些?第四章压缩模塑1、简述压缩模塑成型的工艺流程。
2、模压成型中的预压有什么优点?3、预热的方式有哪几种?第五章挤出成型1.根据功能不同,螺杆可分为哪三段?各段的作用是什么?2.双螺杆挤出机有哪些特点?3.通过哪些措施可以提高挤出机的固体输送能力?4.单螺杆挤出机主要由哪几部分组成?5.通常只提高螺杆转数,挤出成型的塑化质量是提高还是下降?如何既保证质量又能提高挤出产量?6.均化段熔体的流动形式可分为哪四种?实际的流动形式是什么?7.简述排气式挤出机的原理。
8.如何改进普通螺杆熔融段固体床破碎而引起的塑化能力下降?第六章注射成型1. 什么是注塑成型?它有何特点?请用框图表示一个完整的注射成型工艺过程。
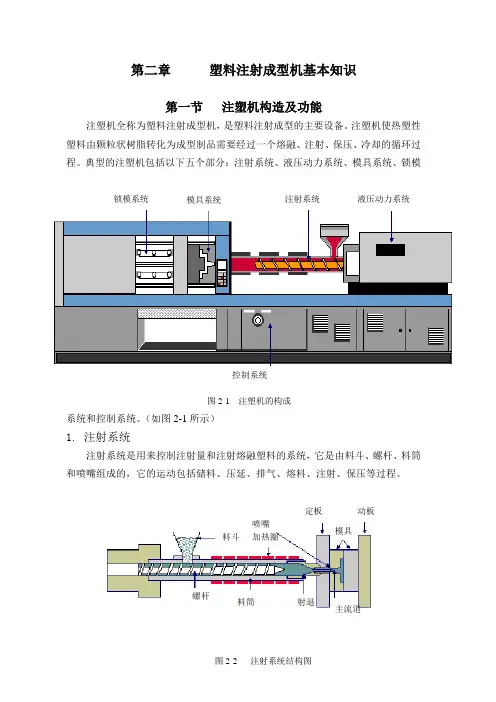
2. 注射成型机主要由哪些部分组成?3. 注射成型工艺条件包括哪些?简述温度、压力、周期与制品产量和质量的关系。
4. 注塑制品产生内应力的原因及其解决办法。
5. 注塑机的喷嘴分为哪几种类型?各适用于何种聚合物的加工?6. 简述热固性塑料的注塑成型。
第2章塑胶产品注塑成型工艺塑胶类零件制造过程,根据需要先要进行塑胶成型、加工成各类塑胶半成品或部件,注塑成型是塑胶零件主要的成型方法之一。
注塑成型必须借助注塑机等成型设备和注塑模具才能完成,对于注塑原理与工艺流程以及注塑模具结构和原理等理论内容在其他有关资料中都有详尽的描述,在此不必重复。
本章主要介绍在塑胶产品制造过程中常涉及的实际内容和问题。
2.1概述塑胶产品制造过程中,塑胶件成型是其中十分重要内容之一。
塑胶件成型是将各种形态(粉料、粒料、熔料和分散体)的塑料制成所需形状的制品或坯件的过程。
塑胶件成型是以注塑、挤塑和压延三大成型工艺为主,塑胶产品制造又以注塑成型工艺最为常见。
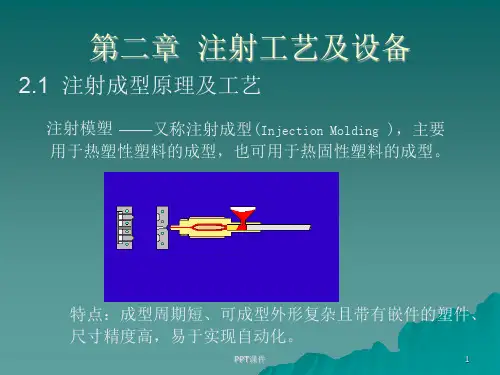
所谓注塑成型(injection molding)是指将已加热熔融的材料喷射注入模具内,经冷却与固化后,得到成型品德方法。
其具体过程是,将粒状或粉状塑料从注塑机的料斗送入加热的料筒中,经加热塑化成熔融状态,由螺杆施压而通过料筒端部的喷嘴注入低温的、闭合的模具型腔中经冷却硬化而保持模腔所赋予的形状,开模取出胶体后就完成了一个工作周期。
注塑成型是塑胶成型加工中普通采用的方法,它适用于全部热塑性塑料(热塑性塑料:在特定的温度范围内能反复加热熔融和冷却硬化的一类塑料,如ABS、PP、PE、PC、PA、POM)和部分热固性塑料,塑胶塑胶产品的大部分零部件都是通过注塑成型制造的。
注塑成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。
因此,该方法适应性强,生产效率高。
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。
注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
不利的一面是模具成本高,且清理困难,所以小批量制品就不宜采用此法成型。