机械制造装备设计3 机床主要部件设计
- 格式:ppt
- 大小:5.31 MB
- 文档页数:77
一、单选(共计30分,每题2.5分)错误:【D】错误:【A】3、组合攻丝机床加工螺孔的工艺方法是用()加工螺纹。
滚刀B.钻头C.镗刀D.丝锥错误:【D】错误:【D】错误:【A】6、下列不是机床主轴轴承选择的依据是()。
刚度B.承载能力C.旋转精度D.极限转速错误:【B】错误:【A】错误:【C】错误:【D】错误:【D】错误:【B】错误:【C】二、判断(共计70分,每题2.5分)13、主轴轴承可根据刚度、旋转精度和极限转速来选择。
()错误:【A】14、为了便于维修,多轴箱的油泵齿轮最好布置在中间排。
()错误:【B】15、推力轴承置于主轴后端用于轴向精度要求高的精密机床。
()错误:【B】16、铸铁材料的抗振性能好,常作为机床支承件的首选材料。
()错误:【A】17、加工装备的动力参数是各种执行件的运动速度。
()错误:【B】错误:【A】19、爬行是进给机构低速转动时工作台的均匀运动现象。
()错误:【B】错误:【B】21、组合机床联系尺寸图设计要考虑夹具外轮廓大小。
()错误:【A】错误:【A】23、为了便于维修,多轴箱的油泵齿轮最好布置在第Ⅰ排。
()错误:【A】错误:【B】错误:【A】错误:【B】27、机床工作台设置斜向隔板主要用于提高其抗弯刚度。
()错误:【B】错误:【B】29、钻孔多轴箱主轴的前、后支承均采用圆锥滚子轴承()错误:【B】30、滑台是实现组合机床主运动的通用动力部件。
()错误:【B】31、机床支承件采用横向隔板来加强其抗弯刚度。
()错误:【B】错误:【A】错误:【B】错误:【B】错误:【B】36、被加工零件工序图重点反映本工序加工内容及装夹方案。
()错误:【A】错误:【B】错误:【A】错误:【B】错误:【B】一、单选(共计35分,每题2.5分)错误:【A】错误:【A】错误:【C】错误:【A】错误:【C】6、卧式车床车削螺纹时,必须使()的运动保持严格的传动比关系。
错误:【D】错误:【B】8、组合攻丝机床加工螺孔的工艺方法是用()加工螺纹。
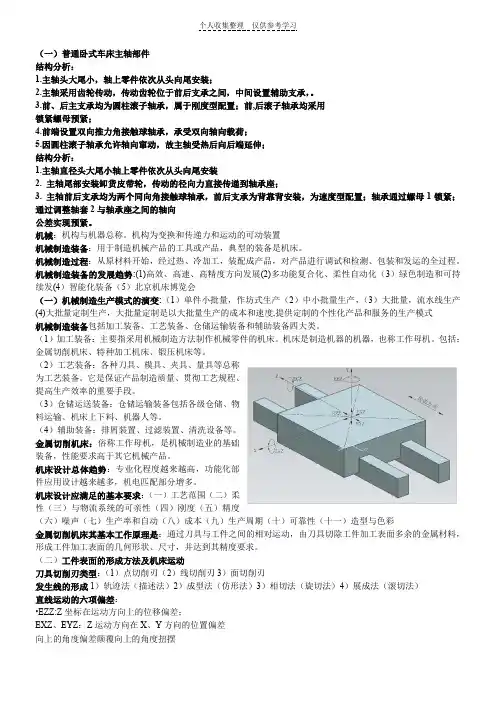
(一)普通卧式车床主轴部件结构分析:1.主轴头大尾小,轴上零件依次从头向尾安装;2.主轴采用齿轮传动,传动齿轮位于前后支承之间,中间设置辅助支承,。
3.前、后主支承均为圆柱滚子轴承,属于刚度型配置;前,后滚子轴承均采用锁紧螺母预紧;4.前端设置双向推力角接触球轴承,承受双向轴向载荷;5.因圆柱滚子轴承允许轴向窜动,故主轴受热后向后端延伸;结构分析:1.主轴直径头大尾小轴上零件依次从头向尾安装2. 主轴尾部安装卸货皮带轮,传动的径向力直接传递到轴承座;3. 主轴前后支承均为两个同向角接触球轴承,前后支承为背靠背安装,为速度型配置;轴承通过螺母1锁紧;通过调整轴套2与轴承座之间的轴向公差实现预紧。
机械:机构与机器总称。
机构为变换和传递力和运动的可动装置机械制造装备:用于制造机械产品的工具或产品,典型的装备是机床。
机械制造过程:从原材料开始,经过热、冷加工,装配成产品,对产品进行调试和检测、包装和发运的全过程。
机械制造装备的发展趋势:(1)高效、高速、高精度方向发展(2)多功能复合化、柔性自动化(3)绿色制造和可持续发(4)智能化装备(5)北京机床博览会(一)机械制造生产模式的演变:(1)单件小批量,作坊式生产(2)中小批量生产,(3)大批量,流水线生产(4)大批量定制生产,大批量定制是以大批量生产的成本和速度,提供定制的个性化产品和服务的生产模式机械制造装备包括加工装备、工艺装备、仓储运输装备和辅助装备四大类。
(1)加工装备:主要指采用机械制造方法制作机械零件的机床。
机床是制造机器的机器,也称工作母机。
包括:金属切削机床、特种加工机床、锻压机床等。
(2)工艺装备:各种刀具、模具、夹具、量具等总称为工艺装备。
它是保证产品制造质量、贯彻工艺规程、提高生产效率的重要手段。
(3)仓储运送装备:仓储运输装备包括各级仓储、物料运输、机床上下料、机器人等。
(4)辅助装备:排屑装置、过滤装置、清洗设备等。
金属切削机床:俗称工作母机,是机械制造业的基础装备,性能要求高于其它机械产品。
江苏省高等教育自学考试大纲02209机械制造装备设计孙膑第一章机械制造及装备设计方法第一节概述一、全新生产制造模式的主要特征⑴以用户的需求为中心;⑵制造的战略重点是时间和速度,并兼顾质量和品种;⑶以柔性、精益和敏捷作为竞争的优势;⑷技术进步、人因改善和组织创新是三项并重的基础工作;⑸实现资源快速有效的集成是其中心任务,集成对象涉及技术、人、组织和管理等,应在企业之间、制造过程和作业等不同层次上分别实施相应的资源集成;⑹组织形式采用如“虚拟公司”在内的多种类型。
第二节机械制造装备应具备的主要功能一、机械制造装备应满足的一般功能包括:(1)加工精度方面的要求;(2)强度、刚度和抗振性方面的要求;(3)加工稳定性方面的要求;(4)耐用度方面的要求,提高耐用度的主要措施包括减少磨损、均匀磨损、磨损补偿等5)技术经济方面的要求二、柔性化含义:即产品结构柔性化和功能柔性化.产品结构柔性化是指产品设计时采用模块化设计方法和机电一体化技术,只需对结构作少量的重组和修改,或修改软件,就可以快速地推出满足市场需求的,具有不同功能的新产品。
功能柔性化是指只需进行少量的调整或软件修改,就可以方便地改变产品或系统的运行功能,以满足不同的加工需要。
三、精密化采用传统的措施,一味提高机械制造装备自身的精度已无法奏效,需采用误差补偿技术。
误差补偿技术可以是机械式的,如为提高丝杠或分度蜗轮的精度采用的校正尺或校正凸轮等。
四、自动化(详细见P7)自动化有全自动(能自动完成工件的上料、加工和卸料的生产全过程)和半自动(人工完成上下料)之分。
实现自动化的方法从初级到高级依次为:凸轮控制、程序控制、数字控制和适应控制等。
五、机电一体化指机械技术与微电子、传感检测、信息处理、自动控制和电力电子等技术,按系统工程和整体化的方法,有机地组成最佳技术系统。
这个系统应该是功能强、质量好和故障率低、节能和节材、性价比高,具有足够的“结构柔性”“。
六、节材七、符合工业工程要求工业工程是对人、物料、设备、能源和信息所组成的集成系统进行设计、改善和实施的一门学科。

一、实验目的本次实验旨在让学生了解机床的基本结构、工作原理及设计方法,提高学生对机床设计的基本认识,培养学生的实际操作能力和创新意识。
通过实验,使学生掌握以下内容:1. 机床的基本组成及各部分功能;2. 机床设计的基本原则和步骤;3. 机床主要部件的结构设计及计算方法;4. 机床设计过程中的注意事项。
二、实验内容1. 机床概述(1)机床的定义及分类(2)机床的主要用途及发展趋势(3)机床的主要参数及性能指标2. 机床基本结构(1)机床床身(2)主轴箱(3)进给箱(4)刀架(5)工作台(6)液压系统3. 机床设计基本原理(1)机床设计的基本原则(2)机床设计的基本步骤(3)机床设计的主要参数4. 机床主要部件结构设计(1)床身设计(2)主轴箱设计(3)进给箱设计(4)刀架设计(5)工作台设计5. 机床设计计算(1)床身强度计算(2)主轴箱强度计算(3)进给箱强度计算(4)刀架强度计算(5)工作台强度计算6. 机床设计注意事项(1)机床结构合理性(2)机床精度保证(3)机床安全可靠性(4)机床易维护性三、实验步骤1. 查阅相关资料,了解机床的基本结构、工作原理及设计方法。
2. 根据实验要求,确定机床的类型、主要参数及性能指标。
3. 设计机床的基本结构,包括床身、主轴箱、进给箱、刀架、工作台等。
4. 计算机床主要部件的结构强度,确保机床安全可靠。
5. 分析机床设计过程中的注意事项,提高机床设计的合理性。
四、实验结果与分析1. 实验结果根据实验要求,设计了一台小型数控车床,主要参数如下:床身长度:1200mm床身宽度:600mm床身高度:800mm主轴转速:6000r/min进给速度:0.01~1.5mm/r切削深度:0.01~5mm最大切削直径:50mm2. 实验分析(1)机床结构设计合理,能够满足加工要求;(2)机床主要部件结构强度满足设计要求;(3)机床设计过程中注意了安全可靠性、易维护性等因素。
第三章典型部件设计1.主轴部件应满足那些基本要求?答:主轴部件应满足的基本要求有旋转精度、刚度、抗振性、温升热变形和精度保持性等。
主轴的旋转精度是指装配后,在无载荷、低速转动条件下,在安装工件或刀具的主轴部位的径向和轴向跳动。
旋转精度取决于主轴、轴承、箱体孔等的制造、装配和调整精度。
主轴部件的刚度是指其在外加载荷作用下抵抗变形的能力,通常以主轴前端产生单位位移的弹性变形时,在位移方向上所施加的作用力来定义,主轴部件的刚度是综合刚度,它是主轴、轴承等刚度的综合反映。
主轴部件的抗振性是指抵抗受迫振动和自激振动的能力。
主轴部件的振动会直接影响工件的表面加工质量,刀具的使用寿命,产生噪声。
主轴部件的精度保持性是指长期地保持其原始制造精度的能力,必须提高其耐磨性。
2.主轴轴向定位方式有那几种?各有什麽特点?适用场合答:(1)前端配置两个方向的推力轴承都分布在前支撑处;特点:在前支撑处轴承较多,发热大,升温高;但主轴承受热后向后伸,不影响轴向精度;适用场合:用于轴向精度和刚度要求较高的高精度机床或数控机床。
(2)后端配置两个方向的推力轴承都布置在后支撑处;特点:发热小、温度低,主轴受热后向前伸长,影响轴向精度;适用范围:用于普通精度机床、立铣、多刀车床。
(3)两端配置两个方向的推力轴承分别布置在前后两个支撑处;特点:这类配置方案当主轴受热伸长后,影响轴承的轴向间隙,为避免松动,可用弹簧消除间隙和补偿热膨胀;适用范围:用于短主轴,如组合机床。
(4)中间配置两个方向的推力轴承配置在前支撑后侧;特点:此方案可减少主轴的悬伸量,使主轴热膨胀后向后伸长,但前支撑结构复杂,温升可能较高。
3.试述主轴静压轴承的工作原理答:主轴静压轴承一般都是使用液体静压轴承,液体静压轴承系统由一套专用供油系统、节流器和轴承三部分组成。
静压轴承由供油系统供给一定压力油,输进轴和轴承间隙中,利用油的静压压力支撑载荷、轴颈始终浮在压力油中。
所以,轴承油膜压强与主轴转速无关,承载能力不随转速而变化。
绪论1、机械制造业在国民经济中的地位如何,其发展趋势体现在哪些方面?2、机械制造技术的发展趋势如何?3、什么是机械制造装备有哪些类型,其功能是什么?第一章金属切削机床的总体设计1、机床设计应满足哪些基本要求?其理由是什么?2、机床设计的主要内容及步骤是什么?3、机床的尺寸参数根据什么确定?4、机床的运动参数如何确定?5、机床主轴转速采用等比数列的主要原因是什么?6、机床主轴转速数列的标准公比值有哪些?其制订原则是什么?7、选定公比值ϕ的依据是什么?8、机床的动力参数如何确定?9、如何确定机床主电动机的功率?10、如何确定进给电动机的功率?11、试用查表法求主轴各级转速⑴已知:ϕ=1.58,n max=950 r/min,Z=6;⑵n min=100 r/min,Z=12,其中n1至n3、n10至n12的公比ϕ 1=1.26,其余各级转速的公比ϕ 2=1.58。
12、试用计算法求下列参数:⑴已知:R n=10,Z=11,求ϕ;⑵已知:R n=335,ϕ=1.41,求Z;⑶已知:Z=24,ϕ=1.06,求R n。
13、设计某规格机床,若初步确定主轴转速为n min=32r/min,n max=980 r/min,公比ϕ=1.26,试确定主轴转速级数Z,主轴各级转速值和主轴转速范围R n。
第二章机床的传动系统设计1、什么是传动组的级比和级比指数?常规变速传动系统的各传动组的级比指数有什么规律?2、什么是传动组的变速范围?如何计算?各传动组的变速范围之间有什么关系?3、 某机床的主轴转速级数Z =18,采用双副和三副变速组,试写出符合级比规律的全部结构式,并指出其中扩大顺序与传动顺序一致的和不一致的方案各有多少个。
4、 判断下列结构式是否符合级比规律,符合者需说明其扩大顺序与传动顺序是否一致;不符者则需简要说明会出现什么情况。
⑴ 8=21×22×24;⑵ 8=24×21×22;⑶ 8=22×21×23;⑷ 8=22×23×245、 画出结构式12=23×31×26相应的结构网,并分别求出第一变速组和第二扩大组的传动副数、级比、级比指数和变速范围。
第五章课后习题答案1机床夹具的作用是什么?有哪些要求?作用:1、保证加工精度2、提高生产率3、扩大机床的使用范围4、减轻工人的劳动程度,保证生产安全5、降低成本要求:1、保证加工精度2、夹具的总体方案应与生产纲领相适应3、安全、方便、减轻劳动强度4、排屑顺畅5、夹具应有良好的刚度、强度、结构工艺性1.机床夹具的组成部分有哪些?1、定位元件及定位装置用于确定工件正确位置的元件或装置2、夹紧元件及夹紧装置用于固定工件已获得的正确位置的元件或装置3、导向及对刀元件用于确定工件与刀具的相互位置的元件4、动力装置5、夹具体用于将各元件、装置连接在一块,并通过它将整个夹具安装在机床上6、其它元件及装置3.何为六点定位原理?何谓定位的正常情况和非正常情况?它们各包括哪些方面?六点定位原理:采用六个按一定规则布置的约束点,限制工件的六个自由度使工件实现完全定位。
正常情况:根据加工表面的位置尺寸要求,需要限制的自由度均已被限制,称定位的正常情况。
正常情况分为:a完全定位六个自由度全部被限制b不完全定位少于六个自由度被限制非正常情况:根据加工表面的位置尺寸要求,需要限制的自由度没有完全被限制,或某个自由度被两个或两个以上的约束重负限制,称为非正常情况非正常情况分为:a.欠定位需要限制的自由度没有完全被限制b.过定位某个自由度被两个或两个以上的约束重负限制4、确定夹具的定位方案时,要考虑哪些方面的要求?在多个表面参与定位时:限制自由度最多的定位面——第一定位基准面或主基准面限制自由度较多的定位面——第二定位基准面或导向基准限制一个自由度的定位面——第三定位基准面或定程基准5、何谓定位误差?定位误差是由哪些因素引起的?定位误差:指工序基准在加工方向上的最大位置变动量所引起的加工误差,它是加工误差的一部分产生定位误差的原因:1、基准不重合带来的定位误差2、间隙引起的定位误差3、与夹具有关的因素产生的定位误差6、夹紧和定位的区别?对夹紧装置的基本要求有哪些?定位是确定工件在机床上或夹具中占有正确位置的过程。