注塑模具按结构分为
- 格式:doc
- 大小:19.50 KB
- 文档页数:1


塑胶模具基本结构详解塑胶模具是在塑料制品生产中使用的主要工具,它是将液态塑料注入模具中,经过一定的温度和压力处理后形成的产品。
塑胶模具的基本结构是由模具基板、模具芯、模具腔、模具导板、模具定位销、模具螺栓和注塑系统组成。
1.模具基板模具基板是塑胶模具的主要承载部分,是模具的基础结构,其质量主要决定了整个模具的稳定性和使用寿命。
通常情况下,模具基板是由钢材制造而成,其材质应该具有高强度、高耐磨性、高韧性以及耐高温的特点。
2.模具芯模具芯是模具中用来预留产品中空部分的一个孔,通常直接与注塑系统相连。
在塑料模具的制造中,模具芯的加工难度较大,生产过程中需要高精密度的加工设备和技术,可以利用CNC机床进行加工。
其中,最为常见的模具芯形状包括圆柱形、方形、各种不规则形状等。
3.模具腔模具腔是指模具中用来成型产品的部分,由于涉及到产品的外观、尺寸、表面光洁度等因素,因此模具腔的加工难度也相对较大。
模具腔需要具备高度精密度的尺寸和表面处理,通常要求采用光学除毛刺技术和精密抛光技术来完成。
4.模具导板模具导板是指在塑料模具中,用来固定模具芯和模具腔的位置和方向关系的部件。
通常情况下,模具导板由优质的合金钢、特种材料等制作而成,确保了模具芯和模具腔之间的高度一致性和整体稳定性。
5.模具定位销模具定位销是模具中用来保持模具芯和模具腔对准的重要部件。
其主要作用是确保注塑过程中的模具对位,从而保证了最终产品质量的稳定性和一致性。
模具定位销的数量一般根据模具的大小和复杂度来决定,通常为1~16个。
6.模具螺栓模具螺栓是模具中用来连接、固定模具芯和模具腔的部件。
由于注塑过程中会受到较大的压力和温度冲击,因此模具螺栓的材质必须具有高韧性、高强度和高耐磨性等特点,以保证模具系统的整体稳定性和耐用性。
7.注塑系统注塑系统是塑胶模具中的一个重要部分,其主要作用是将塑料熔化,将熔融塑料注入到模具芯和模具腔中,从而形成最终的产品。
其主要组成部分包括进料系统、加热系统、注塑系统、保压系统、冷却系统和排气系统等。


注塑模之标准模架模架之标准模架模具是制造模型的⼯具,按特定形状去成型具有⼀定形状和尺⼨的制品的⼯具。
模具技术在制造业中占⽤很⾼的地位。
对于我们产品设计⼈员来说,模具在⼯作中频繁出现,与我们的⼯作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。
模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排⽓系统和标准模架。
⼀,标准模架结构简述不同产品零件所需要的模具不⼀样,⽽模具结构⼜有很多相同的结构,所以为了更加效率地做出模具,⼈们开始使⽤⼀些标准模架,标准模架构成了模具的⾻架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,⼀套模具是相当复杂的,这⾥只是介绍模具的⾻架--标准模架。
1标准模架的分类对于塑胶模具,按照基本结构分类,⼀般分为⼆板模式模具(⼤⽔⼝)和三板式模具(细⽔⼝),其中三板式模具⼜可以细分为细⽔⼝模具和简化型细⽔⼝模具,对应的就有⼤⽔⼝模架、细⽔⼝模架和简化型细⽔⼝模架。
2,模架的基本结构(以⼆板模CI型为例)由上图可以看出标准模架的组成(1),板⼦部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。
前后模底板:分别要和注塑机上⾯的定模扳和动模板固定在⼀起。
前后模板:两个模仁就是要镶嵌在两个模板⾥⾯。
上下顶出板:注塑机上⾯的合模系统中的顶出机构会顶住这两块板,进⽽将塑件顶出。
模脚:为零件的顶出⽀撑出⼀定的空间。
(2),固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。
(3),辅助零部件:导柱与导套、回针。
导柱与导套:导柱在后模板,导套在前模板,当前后模合并时起导向作⽤。
回针:也较复位杆,上⾯套有弹簧,当注塑机上⾯的顶出杆顶出顶出板并将塑件顶出,此时回针上⾯的弹簧使顶出板复位。
(4),辅助零件部分:吊环孔,为了在模具加⼯时⽅便搬运⽽设计的。
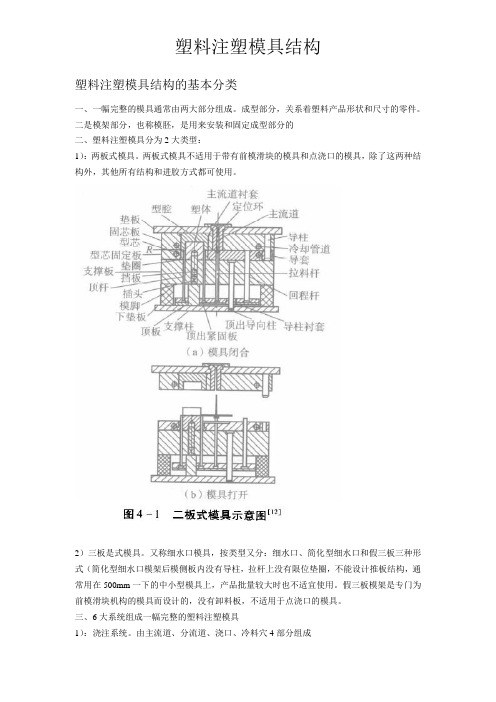
塑料注塑模具结构的基本分类一、一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
二是模架部分,也称模胚,是用来安装和固定成型部分的二、塑料注塑模具分为2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通常用在500mm一下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具1):浇注系统。
由主流道、分流道、浇口、冷料穴4部分组成2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。
二:热流道模的塑料熔融温度范围较宽。
低温时,流动性好:高温时具有较好的热稳定性。
对压力敏感,不加压不流动,加压后立即流动;导热性好,加热快,冷却快。
塑胶模具基础知识注塑模具是由若干块钢板配合各种零件组成的,基本分为:A 成型装置(凹模,凸模)B 定位装置(导柱,导套)C 固定装置(工字板,码模坑)D 冷却系统(运水孔)E 恒温系统(加热管,发热线)F 流道系统(唧咀孔,流道槽,流道孔)G 顶出系统(顶针,顶棍)5、根据浇注系统型制的不同可将模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计最简单,容易加工,成本较低,所以较多人采用大水口系统作业。
(2)细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统。
(3)热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。
我们常见的热流道系统有单点热浇口和多点热浇口二种形式。
单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具.◆热流道系统的优势(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率。
(2)压力损耗小。
热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小。
(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本。
在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。
对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品。
两板式注塑模具工作原理两板式注塑模具是注塑成型中常用的一种模具类型,它通过两个平行移动的模板来完成注塑过程。
在进行注塑成型时,两板式注塑模具会分为全关闭状态和全开放状态,两者之间的变化使得塑料材料得以充满模腔,然后冷却并成型。
下面我们来详细介绍一下两板式注塑模具的工作原理。
一、两板式注塑模具的结构1. 模具结构两板式注塑模具通常由模板、导柱、导套、压模板、模腔和顶出机构等部分组成。
模板上通常会有模腔和流道,模腔是产品的形状空腔,而流道则是用于塑料材料进入模腔的通道。
导柱和导套安装在模具的结构上,保证模板能够沿着一定的轨道做平行的运动。
2. 顶出机构在两板式注塑模具中,顶出机构用于将成型好的产品从模腔中顶出。
顶出机构一般由顶出杆和顶出板构成,当模具完全开启后,顶出板会受到顶出弹簧的作用,将产品顶出模腔。
3. 开合机构两板式注塑模具的开合机构一般由开合导柱和开合面构成,当模具开合时,这些部分会起到导向和连接作用,确保模具能够正确地关闭和打开。
二、注塑成型过程1. 全闭状态在注塑成型开始时,两板式注塑模具处于全闭状态。
这时,模板之间的间隙几乎为零,模腔和流道完全封闭。
塑料颗粒通过加热后软化成为熔融状态,然后被喷射进入封闭的模腔和流道中。
2. 注射在模具全闭后,注塑机的螺杆开始旋转,将熔融状态的塑料挤压进入模腔和流道。
此时的压力会把模腔内的空气排走,使得塑料完全充满模腔,并填充每一个细小的角落。
3. 冷却注塑模具在模腔内充满塑料后,开始冷却过程。
冷却水或其他冷却介质通过流道流过模腔四周,将热量带走,使得塑料逐渐凝固变硬。
4. 开模当塑料完全凝固后,模具开始打开。
此时,模板之间的间隙逐渐增大,模腔中的成型品可以被顶出机构顶出。
成型好的产品随之脱模。
5. 循环成型好的产品被顶出后,模具再次关闭,进行下一轮的注塑成型。
三、工作原理总结两板式注塑模具的工作原理就是通过模板的开合运动,实现模腔内塑料的充填、冷却和产品脱模。