广汽丰田汽车公司简介
- 格式:doc
- 大小:24.00 KB
- 文档页数:1
丰田汽车的发展历程1. 创业初期丰田汽车公司是日本最大的汽车制造商之一,也是全球最大的汽车制造商之一。
该公司于1937年由丰田喜一郎创立,起初名为“丰田自动织机工业株式会社”。
创业初期,丰田公司主要从事纺织机械的生产和销售。
2. 迈入汽车行业在二战结束后,日本开始重建经济。
丰田公司决定进军汽车行业,并于1947年更名为“丰田汽车公司”。
此时,世界上许多国家都在重建自己的汽车工业,竞争异常激烈。
为了迅速提升技术水平和生产能力,丰田公司与美国通用汽车公司签订了技术合作协议。
通过这项合作,丰田得以引进现代化的生产设备和先进的管理理念,并进行了大规模的技术培训。
3. 第一款量产轿车1950年代初期,丰田公司推出了其第一款量产轿车——“皇冠”(Crown)。
这款轿车采用了现代化的设计理念和先进的生产技术,受到了市场的热烈欢迎。
皇冠的成功使丰田公司在日本汽车市场上崭露头角。
4. 全球化战略20世纪60年代,丰田公司开始着手实施全球化战略。
该公司相信,通过在不同国家建立生产基地,可以更好地满足当地市场的需求,并降低成本。
丰田先后在美国、澳大利亚、巴西等国建立了生产基地,并成功进入了这些国家的汽车市场。
通过与当地合作伙伴的合作,丰田逐渐构建起了一个全球化的生产和销售网络。
5. 环保与节能20世纪70年代,环保和节能成为全球汽车行业的重要议题。
作为一家具有社会责任感的企业,丰田积极响应并主导了这一趋势。
1989年,丰田推出了第一款混合动力汽车——“普锐斯”(Prius)。
普锐斯采用了电动机和内燃机结合的方式,在减少尾气排放和节约燃料方面取得了显著的成就。
普锐斯的成功使丰田成为全球领先的环保汽车制造商之一。
6. 创新与技术突破丰田公司一直致力于创新和技术突破,在汽车行业中赢得了声誉。
丰田不断改进汽车设计,引入新的材料和制造技术,提升汽车性能和安全性。
丰田还积极探索未来汽车技术,如自动驾驶、人工智能等。
该公司成立了丰田研究院(Toyota Research Institute),专门从事前沿科技的研究和开发。
丰田生产方式发展历史丰田汽车公司是日本最大的汽车制造商之一,也是全球最大的汽车制造商之一、丰田公司在汽车制造方面拥有丰富的经验和技术,其生产方式经历了长期的发展和演变。
从丰田公司创立之初到现在,丰田的生产方式已经成为了世界汽车制造业的标杆。
丰田公司成立于1937年,当时的丰田是一家小型的纺织机器制造商。
但是,由于日本市场逐渐增长,丰田公司开始考虑进入汽车制造行业。
在丰田公司创始人丰田喜一郎的领导下,丰田公司采用了大规模生产方式来生产汽车。
大规模生产是现代汽车制造的基础,它以高度的自动化和标准化为特征。
丰田公司在20世纪50年代初开始使用大规模生产技术,这一时期丰田的销售迅速增长。
然而,在1950年代末到1960年代初,丰田公司面临着一系列的质量问题,这也意味着大规模生产方式的局限性开始显现。
为了解决质量问题,丰田公司在20世纪50年代末到60年代初进行了一项重大,被称为“丰田生产系统”(TPS)。
这个系统是由丰田公司的工程师大野耐一提出的,他试图改变传统的大规模生产方式,以提高质量和效率。
丰田生产系统的核心原则是“精益生产”,即实现最大价值和最小浪费的生产方式。
丰田生产系统的核心是“稳态制造”,即在稳态下降低浪费和提高效率。
为了实现这一目标,丰田采用了一系列的技术和方法,如“小批量生产”、“停线”、“雪藏”和“自动化设备”。
小批量生产是指将生产任务分成较小的批次,以降低库存和浪费。
停线是指在发现问题时立即停止生产线,找出问题的根本原因,并进行纠正。
雪藏是指在生产线上停止生产,以等待下一道工序准备好。
自动化设备是指在生产线上使用自动化机器和设备,以提高效率和质量。
通过实施丰田生产系统,丰田公司获得了巨大的成功,不仅在销售和利润上增长,而且在质量和效率上也取得了显著进步。
丰田生产系统成为了世界各国汽车制造商效仿的典范,被誉为“世界级制造”。
然而,随着世界经济的变化和技术的进步,丰田公司也面临着新的挑战。

广汽丰田公司参观心得体会标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]广汽丰田公司参观心得体会随着知识和创新经济时代的来临、市场的日益全球化和互联网的广泛运用,标杆学习越来越成为企业实施流程再造、持续改善及建立持续竞争优势的关键管理方法。
6月1日,公司中山团委组织青年骨干员工赴广汽丰田参观学习,我们早上8点从中山大堂门口出发,经过约一个小时的行车,9点左右到达了位于广州南沙黄阁镇广汽丰田厂,一座现代化的,绿色环保的大型工厂展现在眼前,据厂方接待人员介绍,广汽丰田汽车有限公司成立于2004年9月1日,由广州汽车集团股份有限公司和丰田汽车公司各出资50%组建,是广汽集团和丰田汽车携手共赢、共谋发展的重大项目。
广州丰田工厂位于广州南沙区,以建设"丰田全球模范工厂"为目标,秉承丰田数十年汽车制造之精义,引进全球最先进的生产设备和工艺,拥有规模宏大的厂区(面积187万㎡)、崭新的设备和技术、先进的生产线、完善的智能信息网络......这一切已构成广州丰田独一无二的强大竞争力。
广州丰田把JIT应用于公司的整个生产经营过程,实践丰田管理方式,打造以人为本的工作环境,培养能够实践丰田管理方式的人才。
在生产管理上,更精心营造人与人之间的和谐氛围,用心构筑最具人性化的工厂,充分发挥人与科技完美结合的优势,真正实现对科技的突破。
在工厂的展览厅,厂方接待员向我们简单介绍了汽车的生产过程和工艺,从钢板的冲压开始,焊接,喷涂,组装,检验等,感叹于那么多机械手井然有序的安装、喷涂。
进入车间参观,看到汽车在立体的流水生产线上缓缓而行,没有机器的轰鸣声,没有工人忙碌穿梭的身影,整个车间非常宁静,自动化程度非常高,装配机器人有条不紊工作,看到工人只要将零件放在流水线上即可,在自动生产线上,有一个LED显示屏,正常工作时是绿色的,如果在某个工位不正常,LED就显示红色数字,当班工人就要立即处理,处理不了LED就闪烁,那就要叫组长了,整个车间非常整洁干净,在黄线以外,还摆放着花草和休息圆台,供员工休息之用,在整个参观过程中,体会较深的有如下几点:1、厂房空间利用率高,虽然是大跨度的单层厂房,但是基本利用到三层, 地下一层属于设备和特殊层,地面一层是人员操作层,上层空间是所有输送系统和在制品暂存区.2、专门有分检零件的工序,然后把相应零件装在类似酒店整理房间的小推车上,装配工人看到相应车型就推相应车子去组装就可以了3、组装车间是一个移动的传输带,每一辆车型来时,工人和汽车在同步移动时进行组装,基本上传输带的速度就决定了整个车间的产量.定单量不足时,丰田一般不停产,而是整个生产系统放慢速度。
丰田汽车公司百科名片丰田logo丰田汽车公司(トヨタ自动车株式会社,Toyota Motor Corporation;)是一家总部设在日本爱知县丰田市和东京都文京区的汽车工业制造公司,隶属于日本三井财阀。
丰田汽车公司自2008始逐渐取代通用汽车公司而成为全世界排行第一位的汽车生产厂商。
其旗下品牌主要包括凌志、丰田等系列高中低端车型等。
公司名称:丰田汽车公司外文名称:トヨタ自动车株式会社(Toyota Motor Corporation) 总部地点:日本爱知县丰田市和东京都文京区成立时间:1933年经营范围:汽车、钢铁、电子、化工等公司性质:外商独资目录丰田概况历史大事记基本理念丰田标志发展过程大事记旗下车型丰田“召回门”•••••展开编辑本段丰田概况简介品牌名称:丰田汽车英文名称:TOYOTA创立年份:1933年创始人:丰田喜一郎所属地区:日本所属公司:丰田汽车集团品牌标志:三个外形近似的椭圆品牌释义:象征丰田公司立足于未来,对未来的信心和雄心。
丰田汽车丰田汽车公司(トヨタ自动车株式会社,Toyota Motor Corporation;)简称“丰田”(TOYOTA),创始人为丰田喜一郎,是一家总部设在日本爱知县丰田市和东京都文京区的汽车工业制造公司,隶属于日本三井产业财阀。
丰田是世界十大汽车工业公司之一,日本最大的汽车公司,创立于1933年。
丰田汽车公司自2008始逐渐取代通用汽车公司而成为全世界排行第一位的汽车生产厂商。
其旗下品牌主要包括凌志、丰田等系列高中低端车型等。
丰田汽车公司1895年,丰田喜一郎出生于日本,毕业于东京帝国大学工学部机械专业。
1929年底,丰田喜一郎亲自考察了欧美的汽车工业。
1933年,在“丰田自动织布机制造所”设立了汽车部。
早期的丰田牌、皇冠、光冠、花冠汽车名噪一时,近来的克雷西达、凌志豪华汽车也极负盛名。
丰田公司的三个椭圆的标志是从1990年初开始使用的。
标志中的大椭圆代表地球,中间由两个椭圆垂直组合成一个T字,代表丰田公司。
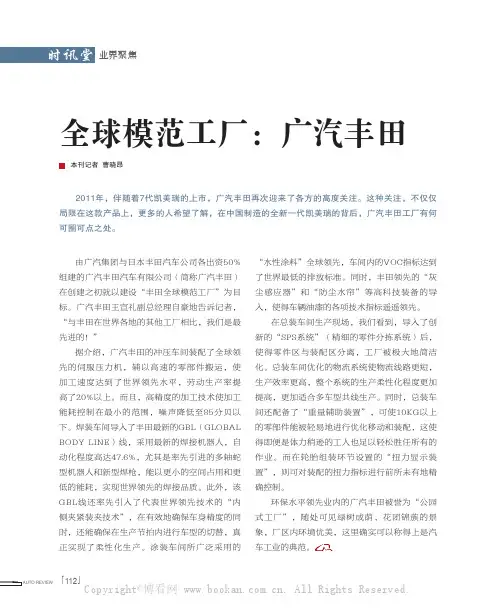
「112」业界聚焦全球模范工厂:广汽丰田 本刊记者 曹晓昂2011年,伴随着7代凯美瑞的上市,广汽丰田再次迎来了各方的高度关注。
这种关注,不仅仅局限在这款产品上,更多的人希望了解,在中国制造的全新一代凯美瑞的背后,广汽丰田工厂有何可圈可点之处。
由广汽集团与日本丰田汽车公司各出资50%组建的广汽丰田汽车有限公司(简称广汽丰田)在创建之初就以建设“丰田全球模范工厂”为目标。
广汽丰田王宣礼副总经理自豪地告诉记者,“与丰田在世界各地的其他工厂相比,我们是最先进的!”据介绍,广汽丰田的冲压车间装配了全球领先的伺服压力机,辅以高速的零部件搬运,使加工速度达到了世界领先水平,劳动生产率提高了20%以上。
而且,高精度的加工技术使加工能耗控制在最小的范围,噪声降低至85分贝以下。
焊装车间导入了丰田最新的GBL(GLOBAL BODY LINE)线,采用最新的焊接机器人,自动化程度高达47.6%,尤其是率先引进的多轴蛇型机器人和新型焊枪,能以更小的空间占用和更低的能耗,实现世界领先的焊接品质。
此外,该GBL线还率先引入了代表世界领先技术的“内侧夹紧装夹技术”,在有效地确保车身精度的同时,还能确保在生产节拍内进行车型的切替,真正实现了柔性化生产。
涂装车间所广泛采用的“水性涂料”全球领先,车间内的VOC指标达到了世界最低的排放标准。
同时,丰田领先的“灰尘感应器”和“防尘水帘”等高科技装备的导入,使得车辆油漆的各项技术指标遥遥领先。
在总装车间生产现场,我们看到,导入了创新的“SPS系统”(精细的零件分拣系统)后,使得零件区与装配区分离,工厂被极大地简洁化。
总装车间优化的物流系统使物流线路更短,生产效率更高,整个系统的生产柔性化程度更加提高,更加适合多车型共线生产。
同时,总装车间还配备了“重量辅助装置”,可使10KG以上的零部件能被轻易地进行优化移动和装配,这使得即便是体力稍逊的工人也足以轻松胜任所有的作业。
而在轮胎组装环节设置的“扭力显示装置”,则可对装配的扭力指标进行前所未有地精确控制。
广汽丰田企业前景分析报告一、概述广汽丰田是广东汽车集团公司和日本丰田汽车公司合资成立的汽车生产企业,于2004年正式成立。
经过多年的发展,广汽丰田已成为中国市场上一家具有竞争力的汽车制造商,并在销量、市场份额等方面取得了显著的成绩。
本报告将从宏观经济环境、行业竞争、市场需求和企业实力等方面对广汽丰田的前景进行分析。
二、宏观经济环境随着中国经济的快速发展和人民生活水平的提高,汽车需求持续增长。
中国政府对于环保和新能源汽车的支持力度也逐渐加大,这为广汽丰田的发展创造了有利条件。
另外,广州作为中国南方的经济中心城市,拥有较为完善的交通基础设施和消费市场,为广汽丰田的销售和生产提供了良好的支撑。
三、行业竞争汽车制造业竞争激烈,市场上存在众多的国内外汽车品牌。
作为合资企业,广汽丰田在市场竞争中面临来自国内和外资品牌的竞争压力。
近年来,中国本土汽车品牌的崛起和技术进步使得竞争更加激烈。
同时,新能源汽车市场的兴起也加剧了行业竞争。
广汽丰田需要通过提升产品技术、不断创新以及提供良好的售后服务来应对市场竞争。
四、市场需求中国汽车市场规模巨大,消费者对于汽车的需求多样化。
随着经济发展,人们对汽车的关注不再局限于基本的出行需求,更加注重车辆的品质、智能化和环保性。
广汽丰田在这方面积累了丰富的经验,并不断推出满足市场需求的新产品。
同时,广东省作为中国最大的汽车消费市场之一,为广汽丰田提供了稳定的市场需求。
五、企业实力广汽丰田作为合资企业,具备丰田汽车的品牌和技术优势,以及广东汽车集团的生产实力和市场资源。
同时,广汽丰田积极提升本土化水平,逐步在中国建立了完善的生产基地和供应链体系。
公司注重产品质量和售后服务,树立了良好的企业形象和品牌价值。
这些都为广汽丰田持续发展提供了有力支持。
六、展望与建议随着中国汽车市场的进一步发展和新能源汽车政策的推动,广汽丰田有望继续保持稳定的增长态势。
为实现可持续发展,广汽丰田需要加强品牌建设,进一步提升产品技术水平,推出更多适应市场需求的创新产品。



丰田公司发展史
丰田公司(Toyota Motor Corporation)是一家世界著名的汽车制造公司,总部位于日本东京。
以下是该公司的发展历程:
1933年,丰田自动车工业公司(Toyoda Automatic Loom Works)的创始人丰田佐贯成立丰田汽车公司(Toyota Motor Corporation)。
1935年,该公司推出第一款轿车——A型,但生产规模仍然很小。
1947年,公司更名为丰田汽车公司(Toyota Motor Co., Ltd.),并开始扩大生产规模。
1950年代初,丰田开始研究汽车生产的流水线化生产方法,主要得到了福特公司的启发。
1957年,丰田推出第一款出口到美国的轿车——丰田凯瑞(Toyota Crown)。
1960年代,丰田开始在全球范围内扩张业务,先后在美国、澳大利亚、欧洲等地建立生产基地。
1970年代,丰田开始研究环保技术,并推出了一系列低排放、节能的汽车。
1980年代,丰田在全球汽车市场的地位日益提高,成为世界上最大的汽车制造商之一。
1990年代,丰田开始研究混合动力汽车的技术,并推出了以丰田普锐斯为代表的混合动力车型。
2000年代,丰田在全球范围内扩大业务,成为世界上最大的汽车制造商之一,并逐渐拓展到电动汽车、自动驾驶等领域。
总的来说,丰田公司在近百年的发展中,始终秉持“精益求精”的企业精神,不断提高产品质量和技术水平,以满足消费者对汽车的需求和期望,成为全球汽车行业的领导者之一。
丰田汽车公司简介广汽丰田汽车有限公司成立于04年9月1日,由广汽集团与日本丰田汽车公司各出资50%组建,合作期限30年,注册资本16.92亿元。
公司位于中国极具活力的珠三角的几何中心--广州南沙区,占地面积187万平方米,建筑面积40万平方米,起步产能20万辆/年。
目前共有员工5500余人,其中大专及其以上学历者达23.1%,平均年龄为23岁。
公司于04年11月破土动工;05年9月7日厂房基本建成;06年3月份所有设备安装完毕并投入试生产,06年5月23日,首款轿车camry凯美瑞正式下线。
在全体员工的共同努力下,公司仅用两个月的时间就达到单班设计生产能力,并于10月份顺利实现双班生产;07年3月28日,第十万辆凯美瑞下线;07年11月2日,第二十万辆凯美瑞成功下线;08年5月20日,第三十万辆凯美瑞成功下线,创造了中国汽车业界迄今为止生产爬坡速度最快的纪录!2014年5月15日,公司第二款车型雅力士yaris成功下线,并于6月26日上市销售,进一步丰富了公司产品线,结束了仅靠凯美瑞一款产品销售的历史。
2014年,公司产销双双超过61000辆,完成工业总产值近120亿元,上缴各项税金23亿元,;2014年,公司以凯美瑞单一车型实现产销170000辆,工业总产值近320亿元,上缴各项税金近60亿元。
产品投产初期,国产化率即高达72%,其中广东地区零部件供应商占50%以上。
广汽丰田对地方经济的发展起到巨大的拉动作用。
以建设“丰田全球模范工厂”为目标,秉承丰田数十年汽车制造之精义,公司引进全球极先进的生产设备和工艺。
冲压、焊装、树脂、涂装和总装等五大工艺布局近乎完美,其中:冲压车间采用全球极先进的伺服压力机生产线,具有高效率、高精度、低能耗等特点;焊装车间采用gbl(global body line)生产线,配备267个自动化机器人,使车身焊接更精密、柔性化;涂装成型车间采用机器人自动喷涂系统、极新型注塑成型机以及应用水性涂料,实现了工序自动化和环保化生产,保证了高效率、高品质;总装车间采用日本极先进的精细化sps(set parts supply)零件分拣系统,使生产线员工专注于装配工作,有力地确保了装配品质。
丰田汽车公司(トヨタ自动车株式会社,T oyota Motor Corporation;)是一家总部设在日本爱知县丰田市和东京都文京区的汽车工业制造公司,隶属于日本三井财阀。
丰田汽车公司自2008始逐渐取代通用汽车公司而成为全世界排行第一位的汽车生产厂商。
其旗下品牌主要包括凌志、丰田等系列高中低端车型等。
公司名称:丰田汽车公司外文名称:トヨタ自动车株式会社(ToyotaMotor Corporation) 总部地点:日本爱知县丰田市和东京都文京区成立时间:1933年经营范围:汽车、钢铁、电子、化工等公司性质:外商独资品牌标志:三个外形近似的椭圆品牌名称:丰田汽车(TOYOTA) 所属公司:丰田汽车集团创始人:丰田喜一郎所属地区:日本目录1丰田概况简介1涉足行业1创始人造车奇才企业文化基本理念1丰田标志标志1品牌释义大事记1旗下车型FJ酷路泽1RAV41CROWN皇冠1REIZ锐志1PRIUS普锐斯1COROLLA卡罗拉1COROLLA花冠1VIOS威驰1LANDCRUISER酷路泽1PRADO普拉多1COASTER柯斯达1highlander汉兰达1PREVIA普瑞维亚1雅力士1丰田Alphard1车型总览1生产汽车之前1进军汽车领域1受到战争摧残1进入发展壮大期1石油危机成了丰田发展的契机1丰田“召回门”踏板门1刹车门1事件影响1原因分析1看态度1事件启示1事件发展1事件在中国的进展1丰田在中国销售不合格汽车零配件1丰田在美国遭遇来自各方的压力美国交通部对丰田罚款丰田在中国的合资车型一汽丰田广汽丰田丰田重组丰田全球质量特别委员会美国拟对丰田公司处以逾1600万美元罚款丰田汽车因商业贿赂面临在华首张罚单丰田对部分车型实施召回,不涉及中国市场展开编辑本段丰田概况简介丰田汽车丰田汽车公司(トヨタ自动车株式会社,Toyota Motor Corporation;)简称“丰田”(TOYOTA),创始人为丰田喜一郎,是一家总部设在日本爱知县丰田市和东京都文京区的汽车工业制造公司,前身为日本大井公司,隶属于日本三井产业财阀。
企业文化——丰田企业一、企业概况丰田企业是一家全球知名的汽车创造企业,总部位于日本。
成立于1937年,丰田企业以其高品质的汽车产品和卓越的企业文化而闻名于世。
截至目前,丰田企业已经发展成为全球最大的汽车创造商之一,拥有众多的子公司和合作火伴,产品销售遍布全球各地。
二、企业使命与价值观丰田企业的使命是通过创新、可持续发展和贡献社会,为人们提供更好的出行方式。
为了实现这一使命,丰田企业坚守以下价值观:1. 客户至上:丰田企业始终以客户满意为核心,不断提升产品品质和服务水平,满足客户的需求和期望。
2. 持续创新:丰田企业鼓励员工不断创新,不断追求卓越,推动技术和产品的不断进步,以满足不断变化的市场需求。
3. 团队合作:丰田企业注重团队合作,鼓励员工之间的沟通和合作,共同实现企业目标。
4. 社会责任:丰田企业积极履行社会责任,关注环境保护和可持续发展,致力于为社会做出贡献。
三、企业文化特点1. 扁平化管理:丰田企业倡导扁平化管理,鼓励员工自主创新和决策,提高工作效率和员工满意度。
2. 尊重与信任:丰田企业重视员工的尊重和信任,鼓励员工发挥自己的潜力,充分发挥个人的创造力和创新能力。
3. 持续学习:丰田企业鼓励员工持续学习和自我提升,提供各种培训和发展机会,匡助员工不断提升自己的专业能力和素质水平。
4. 公平公正:丰田企业倡导公平公正的工作环境,重视员工的平等和公正待遇,提供公平的晋升机会和薪酬福利。
四、企业文化建设1. 培养核心价值观:丰田企业通过内部培训和教育活动,向员工传递和强化企业的核心价值观,确保员工的行为和决策与企业文化保持一致。
2. 建立良好的沟通机制:丰田企业鼓励员工之间的沟通和交流,建立良好的沟通机制,促进信息的流动和共享,提高团队的凝结力和合作效率。
3. 奖励和激励机制:丰田企业设立了一系列的奖励和激励机制,以激励员工积极工作和创新,提高员工的工作动力和满意度。
4. 建立企业文化评估体系:丰田企业建立了完善的企业文化评估体系,定期对企业文化进行评估和改进,确保企业文化与企业发展保持一致。
广汽丰田公司参观总结体会(1)广汽丰田公司参观心得体会随着知识和创新经济时代的来临、市场的日益全球化和互联网的广泛运用,标杆学习越来越成为企业实施流程再造、持续改善及建立持续竞争优势的关键管理方法。
6月1日,公司中山团委组织青年骨干员工赴广汽丰田参观学习,我们早上8点从中山大堂门口出发,经过约一个小时的行车,9点左右到达了位于广州南沙黄阁镇广汽丰田厂,一座现代化的,绿色环保的大型工厂展现在眼前,据厂方接待人员介绍,广汽丰田汽车有限公司成立于2004年9月1日,由广州汽车集团股份有限公司和丰田汽车公司各出资50%组建,是广汽集团和丰田汽车携手共赢、共谋发展的重大项目。
广州丰田工厂位于广州南沙区,以建设"丰田全球模范工厂"为目标,秉承丰田数十年汽车制造之精义,引进全球最先进的生产设备和工艺,拥有规模宏大的厂区(面积187万㎡)、崭新的设备和技术、先进的生产线、完善的智能信息网络......这一切已构成广州丰田独一无二的强大竞争力。
广州丰田把JIT应用于公司的整个生产经营过程,实践丰田管理方式,打造以人为本的工作环境,培养能够实践丰田管理方式的人才。
在生产管理上,更精心营造人与人之间的和谐氛围,用心构筑最具人性化的工厂,充分发挥人与科技完美结合的优势,真正实现对科技的突破。
在工厂的展览厅,厂方接待员向我们简单介绍了汽车的生产过程和工艺,从钢板的冲压开始,焊接,喷涂,组装,检验等,感叹于那么多机械手井然有序的安装、喷涂。
进入车间参观,看到汽车在立体的流水生产线上缓缓而行,没有机器的轰鸣声,没有工人忙碌穿梭的身影,整个车间非常宁静,自动化程度非常高,装配机器人有条不紊工作,看到工人只要将零件放在流水线上即可,在自动生产线上,有一个LED显示屏,正常工作时是绿色的,如果在某个工位不正常,LED就显示红色数字,当班工人就要立即处理,处理不了LED就闪烁,那就要叫组长了,整个车间非常整洁干净,在黄线以外,还摆放着花草和休息圆台,供员工休息之用,在整个参观过程中,体会较深的有如下几点:1、厂房空间利用率高,虽然是大跨度的单层厂房,但是基本利用到三层, 地下一层属于设备和特殊层,地面一层是人员操作层,上层空间是所有输送系统和在制品暂存区.2、专门有分检零件的工序,然后把相应零件装在类似酒店整理房间的小推车上,装配工人看到相应车型就推相应车子去组装就可以了3、组装车间是一个移动的传输带,每一辆车型来时,工人和汽车在同步移动时进行组装,基本上传输带的速度就决定了整个车间的产量.定单量不足时,丰田一般不停产,而是整个生产系统放慢速度。
对广汽丰田的认识及职业规划
广汽丰田公司是一家具有77年历史、年销量为962万辆汽车的国内最大的汽车公司之一,总部位于福建省厦门市。
公司以“实现客户价值只要求前所未有”为企业理念,以不断发展创新技术、研发新产品、提供优质服务为己任,不断优化提升消费者体验,深受全球客户的青睐。
在努力推动持续发展的过程中,广汽丰田一直是真正坚持可持续发展的先锋,这正反映在其业绩的高速增长上,并被评为2020年财富500强公司。
为了进一步加强技术创新和质量提升,广汽丰田不断投入巨资,从而降低行业的生产成本,从而能够创造更多的就业机会。
对于我而言,来到广汽丰田公司工作,将不仅仅代表着一份工作,更重要的是追求一种价值观,激发本身发挥更大气势。
随着广汽丰田在汽车行业技术创新及生产力的稳定提升,该公司优秀的自主创新能力和积极的创新文化,自然吸引了我的职业规划。
未来,我将用专业和汗水注入新的技术,建立适用于汽车行业的准确技术模型,并在相应的环境条件下进行技术验证,以保证广汽丰田公司的汽车安全。
此外,我还将不断精进我的战略思维,增强我的抗压能力,以满足公司多元服务需求,不断创造客户价值。
总之,未来数年,我计划把自己打造成一位具有自主创新想法的研发技术专家,深入探索广汽丰田公司的内涵,为充分发挥技术创新的优点和提升消费者体验的无限可能性做出贡献。
广汽丰田汽车有限公司成立于04年9月1日,由广汽集团与日本丰田汽车公司各出资50%组建,合作期限30年,注册资本16.92亿元。
公司位于中国极具活力的珠三角的几何中心--广州南沙区,占地面积187万平方米,建筑面积40万平方米,起步产能20万辆/年。
目前共有员工5500余人,其中大专及其以上学历者达23.1%,平均年龄为23岁。
公司于04年11月破土动工;05年9月7日厂房基本建成;06年3月份所有设备安装完毕并投入试生产,06年5月23日,首款轿车Camry凯美瑞正式下线。
在全体员工的共同努力下,公司仅用两个月的时间就达到单班设计生产能力,并于10月份顺利实现双班生产;07年3月28日,第十万辆凯美瑞下线;07年11月2日,第二十万辆凯美瑞成功下线;08年5月20日,第三十万辆凯美瑞成功下线,创造了中国汽车业界迄今为止生产爬坡速度最快的纪录!2008年5月15日,公司第二款车型雅力士Y aris成功下线,并于6月26日上市销售,进一步丰富了公司产品线,结束了仅靠凯美瑞一款产品销售的历史。
2006年,公司产销双双超过61000辆,完成工业总产值近120亿元,上缴各项税金23亿元,;2007年,公司以凯美瑞单一车型实现产销170000辆,工业总产值近320亿元,上缴各项税金近60亿元。
产品投产初期,国产化率即高达72%,其中广东地区零部件供应商占50%以上。
广汽丰田对地方经济的发展起到巨大的拉动作用。
以建设“丰田全球模范工厂”为目标,秉承丰田数十年汽车制造之精义,公司引进全球极先进的生产设备和工艺。
冲压、焊装、树脂、涂装和总装等五大工艺布局近乎完美,其中:冲压车间采用全球极先进的伺服压力机生产线,具有高效率、高精度、低能耗等特点;焊装车间采用GBL(Global Body Line)生产线,配备267个自动化机器人,使车身焊接更精密、柔性化;涂装成型车间采用机器人自动喷涂系统、极新型注塑成型机以及应用水性涂料,实现了工序自动化和环保化生产,保证了高效率、高品质;总装车间采用日本极先进的精细化SPS(Set Parts Supply)零件分拣系统,使生产线员工专注于装配工作,有力地确保了装配品质。
公司非常注重环境保护,建成后的工厂绿化面积超过公司总面积的25%,总投资1500万元的污水处理站按国家一级排放标准兴建,堪称国内绿色环保工厂的典范,投产后仅一年,就获得ISO14001环境管理体系认证证书。
公司投产的首款轿车Camry凯美瑞是全球销量最大的中高档轿车之一,全球累计销售量已超过1000万辆。
全新的第六代丰田CAMRY,按照“创造中高级轿车全球新标准”的目标开发而成。
其特点是,整车外型在“Dynamic yet majestic(动感而不失尊贵)”的开发理念下,展现出焕然一新的面貌,尊贵与进取之气浑然天成。
车内空间集开扬的空间、优雅的设计与人性化的尖端科技于一体,创造出赏心悦目的驾乘环境。
优异的舒适性加上出众的安全性能,使得驾乘凯美瑞成为一种真正的放松和享受。
正是这些特点的集大成于一身,确立了凯美瑞的中高级轿车全球新标杆地位。
公司秉承丰田汽车与广汽集团“顾客第一”的理念,为Camry凯美瑞打造出全新的销售渠道——“广汽TOYOTA”。
2006年6月17日,广汽丰田Camry凯美瑞正式在全国上市,全国106家“广汽TOYOTA”经销店同时开业,创造了中国销售渠道建设史上的奇迹;上市第二个月就进入中高级轿车市场三甲之列,从2006年12月份起一直蝉联中高级轿车的销售冠军,2008年销量冠军的成绩获得年度销量冠军。
在2006年的各项评奖中,获得2006中国汽车风云榜中高级轿车“风云大奖”、“2006CC TV中国年度汽车”、“《汽车族》年度车”等多项年度车大奖,是中国汽车业界唯一同时囊括上述三大奖项的产品。
凯美瑞上市半年总计获得各奖项达40余项。
2007年10月,凯美瑞以48.8的高分获得C-NCAP碰撞试验5星级评价。
公司坚定不移的实施“名牌战略”和“以质取胜”的企业发展战略,公司始终把贯彻国际通行的质量管理理念和质量体系标准作为事业同步发展的目标。
在工厂建设期间已经致力于“ISO9001”质量保证体系的建设,并且于2006年4月通过了“ISO9001”质量保证体系认证,公司的产品质量起点已排在全国同行业的前列。
公司自成立之初,就确立了“以人为本、造车育人”的理念,注重人才的育成和培养。
为此,公司专门设立了技能训练场,所有员工都须经过严格训练,方可正式上岗。
此外,还分批次将技术和生产管理骨干派往日本、美国及国内各地研修,加快了人才的育成。
公司恪守“通过汽车创造美好生活,服务和谐社会”的立业宗旨,精益求精,全心全意地为顾客提供性能卓越、安全环保的汽车产品与细致周到的服务,早日建成最具竞争力的“世界级企业”!。