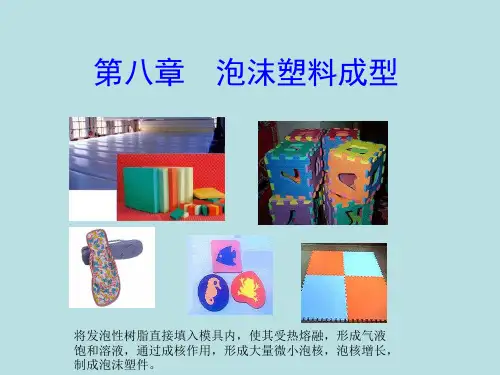
第八章 泡沫塑料加工工艺
- 格式:pptx
- 大小:2.90 MB
- 文档页数:29

硬质聚氨酯泡沫塑料工艺流程一、原料准备。
这硬质聚氨酯泡沫塑料的制作呀,原料那可是相当关键的。
咱得有多元醇和异氰酸酯这俩主角呢。
多元醇就像是一个特别温和包容的小伙伴,而异氰酸酯呢,比较活泼好动。
这两种原料的质量和比例可得把握好。
就好比做菜,盐放多放少那味道可差远了。
而且呀,这原料还得保存好,不能受潮啦,不能被污染啦,要不然做出来的泡沫塑料就可能有问题呢。
除了这俩主要原料,有时候还会加入一些助剂,像发泡剂呀,催化剂之类的。
发泡剂就像是一个小魔法师,能让这材料像吹气球一样鼓起来变成泡沫。
催化剂呢,就像一个小助手,加快反应的速度,要是没有它,这反应可能就慢吞吞的,可不行。
二、混合环节。
接下来就是混合这一步啦。
这多元醇、异氰酸酯还有那些助剂呀,得把它们都放到一个专门的混合设备里。
这个设备就像是一个大搅拌器,把这些原料搅和得特别均匀。
你可别小看这个搅拌,要是搅得不均匀,那做出来的泡沫塑料可能有的地方硬,有的地方软,就像一个蛋糕有的地方烤糊了,有的地方还没熟一样尴尬。
这个混合的时候呢,要控制好温度哦。
温度太高了,这些原料可能就太兴奋了,反应就会变得很奇怪。
温度太低呢,它们又懒洋洋的,不愿意好好反应。
就像人一样,太热了烦躁,太冷了没精神。
三、发泡过程。
混合好之后呀,就开始发泡喽。
这时候可神奇了,在发泡剂的作用下,这个混合物就开始像被施了魔法一样,一点点地膨胀起来。
就像吹泡泡一样,不过这个泡泡是固态的呢。
在发泡的过程中,要注意周围的环境哦。
如果环境的湿度太大,可能会影响发泡的效果。
就像我们的头发,如果在很潮湿的天气,就容易变得塌塌的,没有造型。
发泡的时候,它会慢慢地形成那种蜂窝状的结构,这个结构可是很重要的,它决定了泡沫塑料的很多性能,比如说强度啦,隔热性能啦。
四、成型阶段。
发泡到一定程度之后,就开始成型啦。
这时候就像给这个正在成长的“小泡沫”找个合适的形状。
可以把它放到模具里,让它按照模具的形状来成型。
这个模具就像是一个小房子,泡沫在里面慢慢长大,最后就变成了模具的形状。
发泡塑料生产工艺发泡塑料是一种具有轻质、隔热、隔音和防震等特性的新型材料,广泛应用于包装、建筑、交通运输及其他领域。
下面将介绍一下发泡塑料的生产工艺。
首先是原料准备。
发泡塑料的主要原料是聚苯乙烯(EPS,Expanded Polystyrene)颗粒和发泡剂。
聚苯乙烯颗粒是由石油为原料经过聚合、加工制成的。
发泡剂是一种能产生气泡和膨胀的物质,常用的发泡剂有氟利昂、氨脂等。
在生产过程中,需要根据不同的要求选择合适的原料。
第二步是预发泡。
将聚苯乙烯颗粒和发泡剂放入发泡机中进行加热和搅拌。
加热使颗粒融化,搅拌使发泡剂均匀分散在颗粒中。
在加热过程中,发泡剂开始分解产生气体,使颗粒膨胀成为发泡塑料。
第三步是成型。
将预发泡的聚苯乙烯颗粒放入模具中,施加一定的压力进行成型。
模具的形状可以根据产品的需要进行设计和调整。
在成型过程中,加热使颗粒继续融化,产生的气体填充到颗粒中,使其膨胀成为完全发泡的塑料制品。
第四步是冷却和定型。
成型好的发泡塑料制品需要经过冷却,使其固化。
冷却过程可以通过自然冷却或者用冷却器进行加速。
定型是将发泡塑料制品的形状固定下来,可以通过模具或者其他方法实现。
最后是后处理和检验。
发泡塑料制品生产完成后,需要进行后处理和检验。
后处理包括修整、清洁和包装等工序,保证制品的外观和质量。
检验是对制品的尺寸、密度、强度等进行检测,以确保符合相关标准和要求。
以上就是发泡塑料的生产工艺的基本过程。
发泡塑料具有成本低、重量轻、隔热性能好、易加工等优点,被广泛应用于各个领域。
随着科技的进步和环保的要求,发泡塑料的生产工艺也在不断改进和完善,以满足市场的需求。
未来,发泡塑料的应用范围将更加广泛,带来更多的经济和环境效益。
塑料泡沫条的加工工艺嘿,朋友!您知道塑料泡沫条吗?这玩意儿在咱们生活里可不少见呢!从包装材料到建筑保温,到处都有它的身影。
今天咱就来唠唠塑料泡沫条的加工工艺,这可是个有趣又实用的话题。
先来说说原材料的选择。
这就好比做菜选食材,得精挑细选。
优质的塑料颗粒是基础,就像好的面粉才能做出美味的面包一样。
要是原材料不行,后面再怎么努力也白搭。
然后就是加热融化这一步。
把选好的塑料颗粒放进专门的加热设备里,温度得控制好,太高了会糊,太低了又化不开,这就跟炒菜火候的把握一样重要。
加热到恰到好处,塑料颗粒就变成了黏糊糊的“粥”。
接下来是挤出成型。
这一步就像是做面条,通过模具把融化的塑料挤出来,形成长条状。
模具的形状和尺寸决定了泡沫条的粗细和形状,想要啥样的泡沫条,就得有对应的模具,这就跟不同的模具能做出不同形状的饼干一个道理。
挤出之后还没完,得让它冷却定型。
这时候可不能心急,得慢慢等它自然冷却,不然就容易变形,就像刚出锅的馒头,急着拿出来就会塌下去。
定型之后,还得进行切割。
根据需要的长度,把长长的泡沫条切成一段一段的。
这切割可得精准,不能长一截短一截的,不然怎么用呀?在整个加工过程中,质量把控可是重中之重。
就像考试的时候要认真检查答案一样,每一个环节都不能马虎。
要是有气泡、裂缝或者尺寸不对,那这泡沫条可就不完美啦。
您想想,要是包装用的泡沫条质量不好,东西在运输过程中不就容易受损吗?要是建筑保温用的泡沫条有问题,那冬天屋里不就冷飕飕的啦?所以说,塑料泡沫条的加工工艺虽然看似简单,实则暗藏玄机。
每一个步骤都需要精心操作,严格把关,才能做出优质的塑料泡沫条。
怎么样,您是不是对塑料泡沫条的加工工艺有了新的认识呢?。
聚乙烯泡沫塑料成型方法聚乙烯泡沫塑料的成型方法有很多,主要分为挤出发、模压法和可发性珠粒法.我国主要采用挤出法和模压法生产聚乙烯泡沫塑料产品.一、挤出法挤出法是将含有发泡剂的聚乙烯熔融物料从挤出机头口模挤出,熔融物料从高压降为常压时,溶于熔融物料中的气体膨胀而进行发泡.发泡剂的加入形式有三种:①在树脂中加入热分解型发泡剂;②在挤出机中部熔融段加压注入低沸点液体发泡剂;③用浸渍法制备含有挥发性发泡剂的可发性珠粒然后再挤出发泡.第一种称为化学发泡,用于很多低发泡制品,如电线电缆电绝缘层的制备.第三种需在挤出之前制备可发性珠粒.以下重点介绍第二种发泡方法,也称物理发泡方法.1. 原料的规格及配方原料的规格以及配方见表6-4表6-4 原料规格以及配方原料规格配方/质量份聚乙烯发泡剂碳酸氢钠柠檬酸熔体流动速率1g/10min,密度920kg/m3,熔融温度114℃,软化温度90℃相对密度1.44,沸点36℃工业极工业极10010~200.1~0.30.1~0.32.挤出发泡工艺挤出发泡工艺简单,只要在挤出机中部的熔融段注入沸点为-30~20℃的挥发性发泡剂即可挤出发泡.与挤出聚苯乙烯泡沫塑料相似,为了使气泡细微,结构均匀,可加入少量成核剂,如加入0.01%~1%的有机酸、碳酸盐或酸式碳酸盐、粉末状二氧化硅等.挤出温度选择在比熔融温度低5℃至软化点之间,挤出温度选择适当可制得发泡倍率为20倍的聚乙烯发泡塑料.3.挤出发泡过程生产中先将混合均匀的原料从料斗进入挤出机,由螺杆旋转压实,并在机筒中熔融塑化,从挤出机中部的注入口用计量泵将发泡剂注入熔融物料中,经机械搅拌与物料完全混合.温度均匀的熔融物料从机头漠口挤出,经吹塑发泡得表面有珍珠状美丽的光泽而内部的泡孔结构均均匀的聚乙烯泡沫片材,还可以加入一些颜料制得各种颜色艳丽的聚乙烯泡沫片材.用此法制得的聚乙烯泡沫塑料除了片材外还有板材、管、棒材等.二、模压法1.原料一般使用熔体流速为2g/10min左右的低密度聚乙烯塑料.多数以过二氧化异丙苯为化学交联剂,以偶氮二甲酰胺为发泡剂,使用三碱式硫酸铅为活化剂.配方如下:原料用料/质量份原料用料/质量份聚乙烯100过氧化二异丙苯1 偶氮二甲酰胺20三碱式硫酸铅42. 工艺流程聚乙烯模压发泡工艺流程如图6-2所示.图6-2聚乙烯模压发泡工艺3. 操作工艺①配料。
泡沫塑料生产工艺1. 嘿,你知道泡沫塑料是咋生产出来的不?就像变魔术一样呢!我有个朋友在泡沫塑料厂工作,他跟我说,生产泡沫塑料的第一步就像搭积木的基础。
得先把聚苯乙烯这种原料准备好,这就好比厨师做菜得先备好食材呀。
要是原料不好,后面可就全乱套喽。
2. 泡沫塑料生产呀,可不像咱们想象的那么简单。
你看,有了原料后,要把它放进专门的机器里加热。
这机器就像一个超级大烤箱,只不过烤的不是面包,而是能变成泡沫塑料的原料。
我曾见过那机器嗡嗡作响,就像一个充满活力的小怪兽在工作。
加热到一定程度,原料就开始变得软乎乎的,像是从硬邦邦的冰块变成了软绵绵的棉花糖。
3. 接着呢,就该注入发泡剂啦。
这发泡剂就像神奇的酵母,注入到软化的原料里。
想象一下,你往面粉里加酵母,面团就会膨胀起来,发泡剂在原料里也是这个道理。
我邻居大叔不懂这个,还以为是加了什么仙药呢,哈哈哈。
这时候原料就像被施了魔法一样,开始慢慢鼓起来,里面充满了小气泡。
4. 在泡沫塑料生产工艺里,模具是个关键的东西。
这模具就像是给泡沫塑料塑形的雕塑家的手。
不同形状的模具能做出各种不同的泡沫塑料制品。
我在超市看到那些形状各异的泡沫塑料包装,就知道背后肯定是各种各样的模具在起作用。
把鼓起来的原料放进模具里,就像是把一块软泥放进特定的模子里,准备变成一件艺术品。
5. 然后呢,还得再经过一道工序,就是冷却。
冷却的过程就像是给兴奋过度的孩子降降温。
如果冷却不好,泡沫塑料可能就达不到理想的状态。
我表哥有次在小作坊看到不合格的泡沫塑料,就是因为冷却环节出了问题,那泡沫塑料软趴趴的,就像生病的小动物,没什么力气。
6. 生产泡沫塑料的时候,压力的控制也很重要哦。
这就好比放风筝,线松了风筝飞不高,线太紧风筝又容易断。
合适的压力能让泡沫塑料的气泡大小均匀,质地良好。
我有个同学在做实验的时候,没控制好压力,结果做出来的泡沫塑料就像长满了痘痘的脸,气泡大小不一,可难看了。
7. 还有啊,质量检测也是泡沫塑料生产工艺里不可缺少的一环。