唐山松下YM-350KR2焊机电路分析
- 格式:pdf
- 大小:973.64 KB
- 文档页数:12



逆变脉冲熔化极气体保护焊机的工艺特性1.引言:众所周知,脉冲电流熔化极气体保护焊是在一定平均电流下,焊接电源的输出电流以一定的频率和幅值变化来控制熔滴有节奏的过渡到熔池;可在平均电流小于临界电流值的条件下获得射流(射滴)过渡,稳定地实现一个脉冲过渡一个(或多个)熔滴的理想状态—熔滴过渡无飞溅。
并具有较宽的电流调节范围,适合板厚δ≥1.0mm工件的全位置焊接,尤其对那些热敏感性较强的材料,可有效地控制热输入量,改善接头性能。
由于脉冲电弧具有较强的熔池搅拌作用,可以改变熔池冶金性能,有利于消除气孔,未熔合等焊接缺陷。
唐山松下引进开发的YD-350/500AG2型逆变式脉冲电流熔化极气体保护焊机,是根据以上工艺要求精心设计的。
该机内置微电脑波形控制装置,实现了脉冲模式(脉冲焊接时的电流控制)和DIP模式(短路过渡时的电流波形控制)相组合的最佳匹配,可适用MIG/MAG/CO2气体保护焊,可焊接不锈钢、铝及铝合金、低合金钢、碳钢、铜和铜合金等金属材料。
2.微电脑焊接波形控制模式2.1“有”脉冲模式—微电脑专家系统控制电弧电压和平均焊接电流(送丝速度)的变化,自动调整脉冲频率以适应熔滴过渡的变化。
脉冲电流、基值电流、脉冲上升时间、脉冲下降时间和脉冲频率五项脉冲工艺参数自动寻找最佳工艺参数值,匹配组合成优化效果。
2.2“无”脉冲模式(波形控制模式)—在不选择脉冲电流焊接时,微电脑从400万种内置的焊接波形中选取最佳焊接条件,控制精度高,电弧稳定性强,最大程度地减少了焊接过程中的飞溅。
2.3 上述两种模式转换开关设在遥控盒上,便于操作。
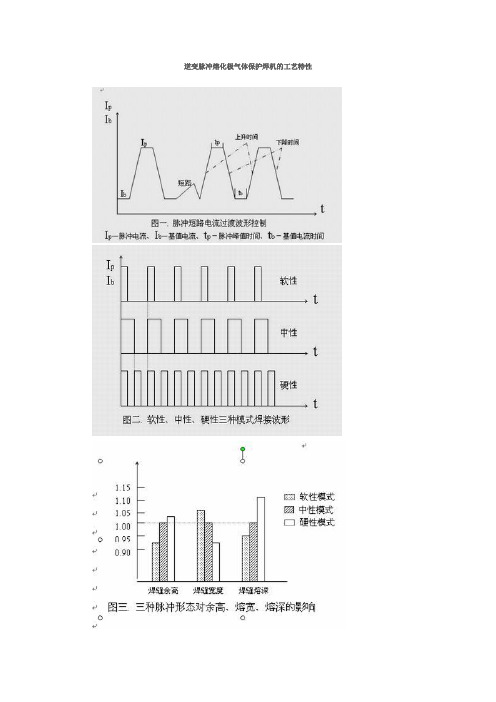
2.4 当脉冲电流输出的时候如果发生短路(焊丝与母材)现象,在微电脑控制下优先使短路开放,然后再输出脉冲电流的控制方式如图一,使可控射流过渡更加平稳。
3. 三种焊接波形的最佳组合模式—由微电脑控制可建立软性、中性、硬性模式的电弧形态其波形如图二。
3.1软性模式电弧直径较大,其噪音小,飞溅少,电弧稳定性强。
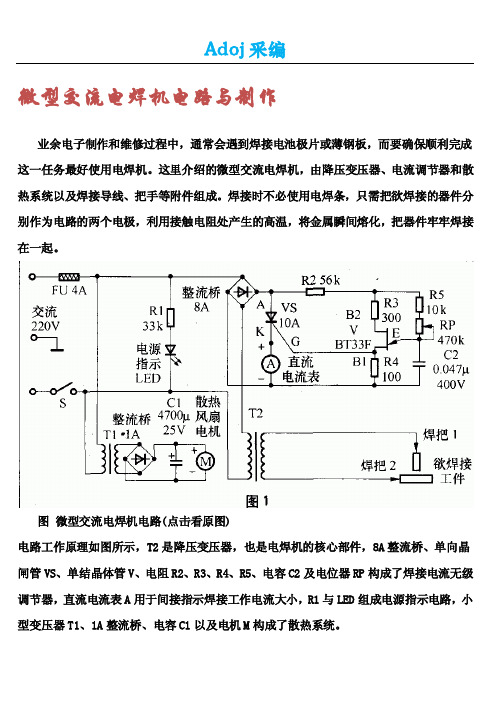
微型交流电焊机电路与制作业余电子制作和维修过程中,通常会遇到焊接电池极片或薄钢板,而要确保顺利完成这一任务最好使用电焊机。
这里介绍的微型交流电焊机,由降压变压器、电流调节器和散热系统以及焊接导线、把手等附件组成。
焊接时不必使用电焊条,只需把欲焊接的器件分别作为电路的两个电极,利用接触电阻处产生的高温,将金属瞬间熔化,把器件牢牢焊接在一起。
图微型交流电焊机电路(点击看原图)电路工作原理如图所示,T2是降压变压器,也是电焊机的核心部件,8A整流桥、单向晶闸管VS、单结晶体管V、电阻R2、R3、R4、R5、电容C2及电位器RP构成了焊接电流无级调节器,直流电流表A用于间接指示焊接工作电流大小,R1与LED组成电源指示电路,小型变压器T1、1A整流桥、电容C1以及电机M构成了散热系统。
由图可见电路十分简洁,要说复杂就只能算是电流调节器了,它利用单结晶体管的负阻特性组成张弛振荡器,作为单向晶闸管的触发电路。
由于单结晶体管张弛振荡器的电源取自桥式整流电路输出的全波脉动直流电压,当晶闸管没有导通时,张弛振荡器的电容C2经R2、R5及RP充电,电容两端电压Vc2按指数规律上升,达到单结晶体管的峰点电压VP 时,单结晶体管V突然导通,基区电阻RBI急剧减小,电容C2通过PN结向电阻R4迅速放电,使R4两端电压Vg发生一个正跳变,形成陡峭的脉冲上升沿,随着电容C2的放电,Vc2按指数规律下降,当低于谷点电压Vv时,单结晶体管截止。
在R4两端输出的是尖顶触发脉冲,使得晶闸管VS导通,T2初级绕组内有交流电流流过,同时晶闸管两端压降变得很小,迫使张弛振荡器停止工作。
当交流电压过零瞬间,晶闸管被迫关断,张弛振荡器再次得电,电容C2又开始充电,这样周而复始不断重复上述过程。
调节电位器RP可以改变电容C2的充电时间,也就是改变张弛振荡器振荡周期,自然也就改变了每次交流电压过零后张弛振荡器发出第一个触发脉冲的时间,相应地改变了晶闸管VS的导通控制角,使加在T2初级绕组两端的电压发生变化,最终达到调节控制次级输出电流的目的。
松下KRⅡ系列CO2气体保护焊机常见故障的分析与维修【摘要】本文介绍松下KRⅡ系列CO2焊机的各种常见故障的现象与分析和排除方法,故障检修的程序和检修时的注意事项,焊机正常的简易判断标准,以及维修经验心得体会。
【关键词】焊机故障分析排除方法心得体会1 引言伴随制造业的飞速发展和科学的进步,气体保护焊接已逐步取代传统的手弧焊,成为焊接中的主力军。
气体保护焊具有生产效率高、焊接成本低、能耗低、抗油锈能力强、适用不同厚度的板材焊接,变形小、无需清渣、电弧可见性良好、易于焊接等特点。
松下KRⅡ系列CO2焊机以其先进的控制技术、良好的焊接性能而广泛应用于公司各型产品的钢结构焊接中。
2 松下KRⅡ系列焊机的特点与主电路松下KRⅡ系列焊机主回路采用带平衡电抗器的双反,星形晶闸管整流电路。
电路主要由主变压器Tr1、六个主回路晶闸管SCR1—SCR6和平衡电抗器IPL及滤波电抗器DCL等组成。
其特点是:变压器次级有两组绕组都接星形,同名端相反,每组星形绕组接一个三相半波可控整流器,接入平衡电抗器后,由于其感应电动势的作用,使得变压器的两组星形绕组同时工作,互不干扰。
两组整流输出以180°相位差并联,这使两组整流各有一只晶闸管导通,并向负载供电,使得整个输出电流变大。
通过对晶闸管的控制,获得大小可调的工作电流。
其优点是输出电压脉动较小,变压器无直流磁化问题,利用率大为提高,对晶闸管的额定电流要求降低,满足了电焊机低电压大电流的要求。
3 松下KRⅡ焊机常见故障的分析与维修3.1 故障检修的程序:(1)第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速是否受调确认故障现象。
(2)第二步:根据故障现象推断故障所在的范围。
(3)第三步:通过分析、检查、测试等手段找出故障点。
(4)第四步:用合格的部品更换损坏品或用其它手段排除故障。
3.2 检修时的注意事项:检修的目的是迅速准确地排除故障,尽快使焊机投入正常使用。