中日模具对比的启示
- 格式:doc
- 大小:17.50 KB
- 文档页数:3
中国模具行业与国外同行存在五大差异近一段时间来,我国模具行业发展迅速,但还是不能适应国民经济发展的需要。
分析中国国内模具企业必须找准自己的弱点,以提升我国模具在国际市场上的竞争力。
总体来说,中国模具行业与国外同行存在五大差异:1、原材料问题。
受售价限制,国产模具多采用2Cr13和3Cr13作精密热处理,而国外则采用专用模具材料DINI、2316,其综合机械性能,耐磨、耐腐蚀性能及抛光亮度均明显优于国产材料。
这从根本上影响了国产模具的外观质量和使用寿命。
2、制造工艺水平。
国内模具生产厂家,工艺条件参差不齐,差距很大。
不少厂家由于设备不配套很多工作依赖手工完成,严重影响了精度和质量。
3、模具设计体系。
国内一些生产厂家虽然也采用了计算机辅助设计(CAD)和计算机辅助制造技术(CAM),但依旧停留在引进、消化和吸收阶段,难以形成具有成熟的理论指导和设计体系。
因此,规范模具设计软件系统的开发是当务之急。
4、调试水平。
模具就其本质而言属于工装,生产出合格制品才是最终目的。
因此,模具的质量、性能依赖试模结果检验。
国内模具厂因交货期短,试模设备局限,往往把质量检验工作放在用户处试模,易给用户造成大量的损失和浪费。
而且由于修模受时间,场地限制,往往难以调试出最佳状态。
而国外一些发展较好的企业都拥有自己的试模场所和设备,可以模拟用户的工作条件试模,所以能在最短的时限达到很好的效果。
5、配套体系。
我国模具生产企业习惯埋头搞生产科研,而忽视了与其他设备供应商、原料供应商合作。
无形中使用户走了许多弯路。
我们中国模具招聘网的模具厂必须和其他厂家及各大科研院所共同合作,为用户创造最佳的制品,创造更大的利润,才有希望为自己营造广阔的发展空间。
日本造假事件中国制造业可以学到什么?佚名【期刊名称】《网印工业》【年(卷),期】2018(000)003【总页数】2页(P44-45)【正文语种】中文神钢、三菱、东丽,近来接连曝出的产品造假事件,将日本制造业推上了风口浪尖。
这些陷入造假泥潭的企业都存在着造假时间长、涉及面广和瞒而不报的共性。
这不是日本个别企业质量监管和技术的偶然性问题,而是反映出日本企业向集体造假演变的趋势。
频频出现的造假事件给日本制造业带来的冲击,对于中国制造业具有极强的警示意义。
日本企业造假的深层原因神钢在向日本经济产业省制造产业局提供的造假检讨报告中表示:“质量把关不严,同时将焦点放在逐利上,是公司数据普遍造假的成因。
”这应该是造假的日本企业的共同动机,但深层原因肯定不止于此。
首先,从直接的动因来分析,神钢、三菱、东丽等日本企业接连曝出造假事件是日本产业生态环境恶化的结果。
一方面,从日本制造业的大环境看,近些年日本制造业在走下坡路,日本制造企业为了维持效益,大幅压减原料采购价格,将压力转嫁给了神钢、东丽等上游企业。
另一方面,日本制造业往往采取制定高标准,以构筑难以逾越的高品质防线,达到阻隔竞争对手的目的。
不降低标准,同时又要保证效益,两者难以兼得。
最终它们采取了最冒险的方式,通过数据造假,以次充好,降低成本的同时维持表面的高标准。
从整个产业的角度看,神钢、三菱、东丽等企业造假,在日本制造光环褪色的背后,是日本企业在海外竞争和产业转型压力下,产业链上下游企业零和博弈的恶果。
其次,随着技术的进步和管理水平的提升,日本企业仍然大面积地曝出质量问题或者造假事件,其实质是神钢、三菱、东丽等日本企业的经营价值观出了问题,这是直接动因背后的深层次原因。
它们看似是产业生态环境恶化的牺牲品,通过造假的手段维持经营,表面上无奈,本质上却是无赖之举。
它们利用客户对自己多年的信任,以造假保证竞争优势,维持经营效益,而对客户的根本利益抛之脑后,给予怠慢、漠视和侵害。

中文与日文模具对照板牙ダイス、ガタ上弯曲冲针上曲げパンチ铰刀リーマ下弯曲冲针下曲げパンチ铣刀エンドミルカッタ钻頭ドリル气压孔エアー抜き穴间隙クリアランス、间隙板スペーサー压缩、成形せいけい刻印刻印(こくいん)丝锥(攻丝)タップ切断面切断面(せつだんめん)吊装吊り(つり)测定基准測定基準(そくていきじゅん)吊装螺丝つりボルト素材素材(そざい)砂轮砥石(といし)攻丝板手タップハンドル椭园楕円(だえん)六角板手六角レンチ(ろっかく)打痕打痕(だこん)螺丝ネジ、キャップボルト小螺丝サイメネジ窒化处理タフトライト処理(しょり)正面ダレ内六角螺丝ボルト后面裏(うら)下模固定螺丝下型止めネジ镶块固定螺丝ブッシュ止めネジ先端先端(せんたん)螺栓ボールト、ボルト破断面破断面(はだんめん)螺母ナット除毛刺研磨、打磨バレル研磨(けんま)弹簧スプリング冲压方向抜き方向细弹簧コイルスプリング躲避逃げ(にげ)研磨研磨(けんま)躲避孔逃げ穴光学研磨プロファイル波线部分波線部(はせんぶ)线切割ワイヤ-カット冲压加工プレス加工(かこう)锯床コンターマシン平行性平行性(へいこうせい)车床旋盤(せんばん)平面性平面性(へいめんせい)铣床フライス凹凹み(へこみ)摇臂钻床ボール盤(ばん)变形変形(へんけい)油石オイルストーン变更変更(へんこう)定位销(固定销)ノックピン材料转送机ホイスト冲针パンチ千分尺マイクロメ-タ-放电机放電機(ほうでんき)千分尺マイクロ顶针、(顶料销)キッカピン、(押しピン) 弯曲角度曲げ角度(まげかくど)顶针、(顶料销)バタツキ防止ピン内角曲げコーナー上模座上型ダイセット平フラット冲针垫板パンチバッキングプレート半打半打ち(はんうち)冲针固定板パンチプレート面打面打ち冲针固定板植え込み(うえこみ)平打平打ち(ひらうち)上模垫板ストリッパーバッキングプレート重打重ね打ち上模导板ストリッパ-プレート毛刺バリ、カエリ磨床グラインダー磨床研削盤(けんさくばん) 金刚石锉刀ダイヤモンドャスリ承认承認(しょうにん)正面图正面図(しょうめんず)多轴玫丝多軸(だじく)撬棒梃(てこ) 绘图机ドラフター叉车パワーリフタ-带台肩的固定销段付き(だんつ)ノックピン紧急緊急(きんきゅう)图纸号码図番(ずばん)务必接触密着の事(みっちゃく)纳期納期(のうき)材质材質(ざいしつ)不可形成园角R付け不可(ふか)最小值最小値(さいしょうち)孔径穴径(あなけい)最大值最大値(さいだいち)油付在上面油付着(あぶらふちゃく)材料放置处材料置き場(ざいりょうおきば)不规则园孔異形穴(いけいあな)作业区作業区(さぎょうく)板厚板厚(いたあつ)作业要领书作業要領書(ようりょうしょ)受入检查受入検査(うけいれけんさ)作成年月日作成年月日(さくせいねんがっぴ)后面裏面(うらめん)左右对称左右対称(さゆうたいしょう)搬运撸馨?うんぱん)治具治具(じぐ)A部详细A部詳細(しょうさい) 贴纸表示シール表示外观外観(がいかん)重要尺寸重用寸法(じゅうようすんぽう)外形外径(がいけい)出货出荷(しゅっか)改订理由改定理由(かいていりゆう)出库出庫(しゅっこ)频度确认確認頻度(かくにんひんど)主任主任(しゅにん)科长課長(かちょう)模具金型(かながた)参照右图右図参照(ゆうずさんしょう)平时常時(じょうじ)抛光、研磨、ラッピング排样图レイアウト冲针弯曲セリ成形冲针成形パンチ(せいけい)驱动カム鼠标マウス环保材クロムフーリ冲针弯曲时引起的伤セリキズ一模两取共取り(ともどり)抛光磨き(みがき)送料架アンコイラ-批量ロット(LOT) 料架アンコイラーレベラ圧延方向冲针弯曲时引起的毛刺セリバリ接刀口マッチング(切り込み)闭模高度ダイハイト防止旋转回り止めTAPE(型)タイプ单发単発(たんぱつ)顺送順送(じゅんそう)反弹スプリングバック塑胶モールド下孔下穴(したあな)淬火焼き入れ(やきいれ)拉深絞り(しぼり)<br/> 回火焼きもどし垫片シム(シックネス)锉ヤスリ平行、直线ストレート回火后,韧性加强焼きなまし冲程ストローク突起(比平打抵)ヒットホーム锐角エッジ压筋セレーション角コーナー导正销パイロット膨胀ぼぅちゅぅ导正销、定位针パイロットピン、ガイド螺丝帽的躲避座ぐり(ざ)第一个最长的导正销ファーストパイロット头、帽(冲针) カサ短导正销パイロットショート下死点下死点(かしてん)长导正销パイロットロング铆接カシメ导正孔パイロット穴压缩、凸打コイニング翻边孔、BR孔バーリング矫正矯正(きょうせい)刃口刃先(はさき)活动块シェッター弯曲顶料块ハライ镶块角为R1 ブッシュコーナーR1零散、散乱バラツキ型腔深度为10mm 掘り込みブッシュ10mm 末成形冲针ブランクパンチ校平机レベラ程序プログラム销定杆ロックレベー加强层補強リブ(ほきょう)滑块スライド型腔掘り込み(ほりこみ)滑板スライド板冲压机的定盤ボルスター不成形工程アイドルステージ板中心プレートセンター组装品アッセンブル(ASSY品)制品製品防止上浮浮き上がり防止样品サンプル伸展率伸び纳品納品(のうひん)胶棒ウレタン整理号码整理番号(せいりばんごう)送料高度送り線高さ两枚组合二枚合せ(にまいあわせ)参数、设定值オフセット扭矩トルク小缺口チッピング手册マニュアル压、砸潰し(つぶし)断开、切断スチッチオフ砂纸サンドペーパー弹块ノックアウト磨砂机サンドミル装饰飾る(かざる)砂箱サンドボックス铁锤ハンマ升降机ホイスト钻石粒、(用开研磨)ボルト起重机、吊车クレーン休止ホールト钢缆、钢丝绳ワイヤロープ用铣石笔修砂轮砥石(といし) ドレッシング升降机、电梯、吊车リフト工具、刀具ツール升降机、小型起重机リフター挡块板つきあて(车床上的)卡盘、夹盘チャック转换、转变スチッチオーバー料把ランナ包装、包皮ラッピング包装者、包装纸ラッパ目标目標(もくひょう)挂钩、钩子フッワ电磁盘電磁(でんじ)チャック突起ヒットホーム磨光机打磨机サンダー麻布ぅエステ研磨机、磨床ラッピングマシン研磨、磨擦、研磨机ラッビング擦伤かじる检查チェック扣除差し引く(さしひく)扣除天引きする(てんびき) 糊胶水ロックタイト试作試作(しさく)V形折弯薬研曲げ(やげんまげ)吊车ホークリフト斜面テーパ加强层補強リブ(ほきょう)取货单和发货票伝票(でんぴょう)QC工程表QC工程表(こうていひょう)同时切断同時抜き(どうじぬき)同轴棒通しピン有无裂纹,损坏亀裂、破損、無き事(きれつ、はそん) 通过通り形状形状(けいじょう)停止止まり限度样本限度サンプル(げんど)取数取り数包装梱包(こんぽう)担当担当(たんとう)日常检查日常検査(にちじょうけんさ)标准书チェックシート表面表面(ひょうめん)备注チャート記号(きごう)品质管理课品質管理課注意事项注記(ちゅうき)初品检查初品検査(しょひんけんさ)测定值的书写格データ様式(ようしき)品名品名(ひんめい)数量数量(すりょう)对称尺寸振り分け寸法(ふりわけすんぽう)管理项目管理項目(かんりこうもく)保管保管(ほかん)关连尺寸関連寸法(かんれんすんぽう)主要设备重要設備机种名称機種名(きしゅめい)伤痕傷(キズ)。
日本模具企图超越中国模具日本的模具产业因国内产业空洞化、中国模具产业的崛起以及雷曼事件导致的经济低迷的影响陷入了困境。
在这一背景下,日本的模具厂商数量从2000 年的8000 多家减少到了2008 年的5000 多家,模具产量也下降一半,从2002 年的约100 万套减少到了2009 年的50 万多套。
在这种环境下,努力摆脱困境,为客户创造新魅力的日本模具厂商及机床厂商也令人瞩目。
据国际模具及五金塑胶产业供应商协会负责人罗百辉介绍,近年来,中国模具企业以高效低成本运营在全球享有盛名,不仅仅是价格便宜、交货期短,而且中国的模具技术水平也在突飞猛进。
日本企业企日本松野模具制造所为了缩短模具完成前所耗费的加工时间,使用了5 轴同步控制加工中心(MC),以超过以往的速度完成模具,缩短向客户供货前的前导时间。
松野模具(总部:大阪府东大阪市)利用仅为原来一半的时间,制造出了成型树脂制汽车音响面板的模具。
与3 轴控制的通用MC 相比,5 轴同步控制MC 的模具切割(倾斜)自由度增加,可更灵活地设定球头立铣刀等刀具对模具的姿态。
这样一来,刀具便可到达通用MC 无法切削的、对空穴进行加工的较深形状的部分,因此能够通过直接切削来成型。
而使用原来的放电加工的话,则无法成型。
该公司利用5 轴同步控制MC 来加工模具的原因是希望减少比切削更耗时间的放电加工。
以往在制造对汽车音响面板进行成型的模具时,通常是在使用一台通用MC 对放电加工所需要的石墨制及铜制电极进行切削的同时,使用另一台通用MC 对模具进行粗加工。
然后再使用经切削制成的电极,对粗加工后的模具进行放电加工。
这种方式不仅电极切削时间远远长于模具的粗加工,而且放电加工也需要很长时间。
此外,放电加工还会在模具。
从模具行业看日本传统产业突围刘寅【期刊名称】《企业管理》【年(卷),期】2016(000)003【总页数】3页(P77-79)【关键词】日本模具行业;降低成本;高附加值;持续改善【作者】刘寅【作者单位】上海盛英企业管理咨询有限公司【正文语种】中文如果我们的企业不能像日本企业那样“正面迎敌”,那么,可以想象,假如中日两国的企业同时导入相同的智能制造设备,我们仍然很难与日本企业竞争。
这是因为:单从投入产出比而言,我们的成本大于日本。
前几天,在群里听张得红先生的微课,张先生提出了一个非常有价值的问题:“时光倒流10年,当时中国低成本迅猛冲击了欧美日制造业,他们是怎么活下来的?”张先生的结论是:“别人的生存之道在于:一是战略制胜。
选择有附加值的产品、市场……二是低成本运营。
持续改善、降本、精益……”笔者对欧美的情况不大了解,单从日本的情况来看,张先生的结论是非常精到的。
这里想解剖一个典型的传统制造业、也是日本的强项行业——模具行业,以此来考察这一问题。
1.作为一个独立的行业发展。
模具本身是大量生产时代的产物。
模具是量产成形产业不可或缺的生产手段。
尤其是在二战后,一方面新材料如塑料、轻金属出现;另一方面汽车、家电为中心的量产型加工组装产业发展的需要,促进了模具行业的发展。
所以,如果想成为制造业大国,模具的发展是必然的。
不过,日本制造业的商业惯例与美国不同。
模具在欧美仅仅是作为特殊工具中的一个。
所以,欧美的主流是内制化,即模具是制造商自己公司制造的,例如通用汽车就有自己的模具公司;而日本是所谓的外注化,即制造商把模具制造外发给外部模具公司。
于是在日本,模具制造作为一个独立的行业发展起来。
在日本,模具公司生产的模具,70%以上不是自己使用,而是用于出售。
2.中小企业占主流。
日本的模具行业主要是接受大企业委托,即所谓“下请形态”,占全体的80%左右。
当然,比较起来,台湾模具行业主流也是小规模的,但是与日本不同。
我国模具与世界先进水平的差距中国模具生产总量虽然已位居世界第三,但设计制造水平在总体上要比德、美、日、法、意等工业发达国家落后许多,也比英国、加拿大、西班牙、葡萄牙、韩国、新加坡等国落后。
其差距主要表现在下列六方面。
国内自配率不足80%,其中中低档模具供过于求,中高档模具自配率不足60%。
模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。
中国虽然很早就开始制造模具和使用模具,但长期未形成产业。
直到20世纪80年代后期,中国模具工业才驶入发展的快车道。
近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。
企业组织结构、产品结构、技术结构和进出口结构都不够合理。
中国模具生产厂中多数是自产自配的工模具车间(分厂),专业模具厂也大多数是“大而全”、“小而全”的组织形式。
国外模具企业大多是“小而专”、“小而精”。
中国模具自产自配比例高达50%以上,国外70%以上是商品模具。
国内模具总量中属大型、精密、复杂、长寿命模具的比例只有30%左右,国外在50%以上。
2003年模具进出口之比为4:1,进出口相抵后的净进口为10.3亿美元,是净进口量最大的国家。
模具产品水平和生产工艺水平总体上比国际先进水平低许多,而模具生产周期却要比国际先进水平长许多。
产品水平低主要表现在精度、型腔表面粗糙度、寿命及模具的复杂程度上;工艺水平低主要表现在设计、加工、工艺装备等方面。
开发能力弱,经济效益欠佳。
中国模具企业技术人员比例较低,水平也较低,不重视产品开发,在市场中常处于被动地位。
国内每个职工平均每年创造模具产值约合1万美元左右,而模具工业发达国家大多是15~20万美元,有的甚至达到25~30万美元。
由此而来的是中国模具企业经济效益差,大都微利,国有企业总体亏损,缺乏后劲。
模具标准化水平和模具标准件使用覆盖率低。
国外先进国家模具标准件使用覆盖率达70%以上,国内模具标准件使用覆盖率只有45%左右。
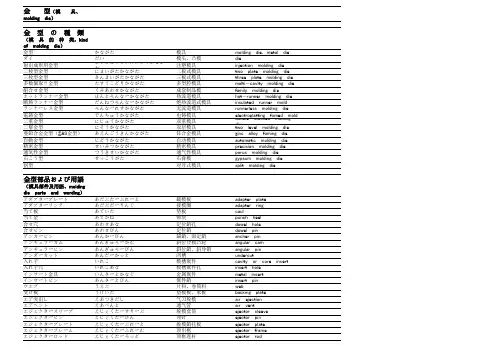
金 型(模 具、molding die)金 型 の 種 類(模 具 的 种 类,kind of molding die)金型かながた模具molding die,metal dieダイだい模头、凸模die射出成形用金型しゃしゅつせいけいようかながた注塑模具injection molding die二枚型金型にまいがたかながた二板式模具two plate molding die三枚型金型さんまいがたかながた三板式模具three plate molding die多数個取り金型たすうこどりかながた多型腔模具malti-cavity molding die組合せ金型くみあわせかながた成套制品模family molding dieホットランナー金型ほんとらんなーかながた热流道模具hot-runner molding die断熱ランナー金型だんねつらんなーかながた绝热流道式模具insulated runner moldランナーレス金型らんなーれすかながた无流道模具runnerless molding die電鋳金型でんちゅうかながた电铸模具electroplatting fomed mold 二重金型にじゅうかながた双重模具double stacked molding die 二層金型にそうかながた双层模具two level molding die亜鉛合金金型(ZAS金型)あえんごうきんかながた锌合金模具zinc alloy foming die自動金型じどうかながた自动模具automatic molding die精密金型せいみつかながた精密模具precision molding die通気性金型つうきせいかながた通气性模具porus molding die石こう型せっこうがた石膏模gypsum molding die割型对开式模具split molding die金型部品および用語(模具部件及用語、molding die parts and wording)アダプタープレートあだぶたーぷれーと載模板adapter plateアダプターリングあだぶだーりんぐ接模圈adapter ring当て板あていた垫板caul当て金あてがね锁块punch heel合せ穴あわせあな定位銷孔dowel hole合せピンあわせぴん定位銷dowel pinアンカーピンあんかーぴん錨銷、固定銷ancher pinアンギュラーカムあんぎゅらーかむ斜位合模凸轮angular camアンギュラーピンあんぎゅらーぴん斜位銷、斜导销angular pinアンダーカットあんだーかっと凹槽undercut入れ子いれこ模槽嵌件cavity or core insert入れ子穴いれこあな模槽嵌件孔insert holeインサート金具いんさーとかなぐ金属嵌件metal insertインサートピンあんさーとぴん嵌件銷insert pinウエブうえぶ片料、卷筒料web受け板うけいた垫模板、承板backing plateエア突出しえあつきだし气刀脱模air ejectionエアベントえあべんと通气管air ventエジェクタースリーブえじぇくたーすりーぶ脱模套筒ejector sleeveエジェクターピンえじぇくたーぴん顶针ejector pinエジェクタープレートえじぇくたーぷれーと脱模銷托板ejector plateエジェクターフレームえじぇくたーふれーむ顶出框ejector frameエジェクターロッドえじぇくたーろっど顶框连杆ejector rod置き中子おきちゅうし設置芯setting coreオーバーラップゲートおーばーらっぷげーと重迭浇口overlap gateガイドピンがいどぴん合模銷、导柱guide pinガイドピンブッシュがいどぴんぶっしゅ合模銷套、导套guide pin bushガイドプレートがいどぷれーと导料板guide plateガス抜きがすぬき脱气、放气degassing,breathing型当り面かたあたりめん模具型面die face型板かたばん模具装配(固定)板mold plate型継目かたつぎめ模塑接縫mold seam可動側型板かどうそくかたばん可动侧模板movale retainer plate金型取付け面積かながたとりつけめんせき模具安装面积mold clamping area金型冷却水路かながたれいきゃくすいろ金属模冷却水路die cooling passege金型冷却状態かながたれいきゃくじょうたい金属模冷却状态die cooling condition貫通孔かんつうこう貫穿孔道through tube(hole)キャビティきゃびてぃ模槽、阴模cavityキャビティ側きゃびてぃがわ阴模側cavity side強制突出しきょうせいつきだし強制頂出forced ejectionクーリングスリーブくーりんぐすりーぶ冷却套筒cooling sleeveクーリングマンドレルくーりんぐまんどれる冷却芯型cooling mandrelクーリングリングくーりんぐりんぐ冷却环cooling ring傾斜突出しけいしゃつきだし傾斜脱模slant ejectionゲートげーど浇口gateゲートバランスげーどばらんす浇口平衡gate balanceゲートブッシュげーでぶっしゅ浇口衬套gate bushゲートランドげーどらんど浇口面gate landコアこあ模芯coreコアピンこあぴん成穴銷core pinコアピンプレートこあぴんぷれーと成穴銷托板core pin plate固定側型板固定側模板stationary retainer plate 固定側取付け板こていがわとりつけいた固定側装模板stationary clamping plate コールドスラグウエルこーるどすらぐうえる冷块井cold slug wellサイドゲートさいどげーと側向浇口side gateサイドコアさいどこあ側位模芯side coreサブスプルーゲートさぶすぷるーげーと分注道式浇口subsprue gateサブマリンゲートさぶまりんげーと沉陥式浇口submarine gateサーフェスピンさーふぇすぴん回程銷sureface pinサポートピンさぽーとぴん支承銷support pinシアゲートしあげーと剪断浇口shear gateシアピンしあぴん剪断安全銷shear pin自動突出しじどうつきだし自動頂出automatic ehectionストリッパープレートすとりっぱーぷれーと脱模板striper plateストップピンすとっぷぴん止動銷、挡銷stop pinスプルーすぶるー注口、注口冷料sprueスプルー突出しピンすぶるーつきだしぴんdr注道残料銷sprue ejecter pinスプルーゲートすぷるーげーと直浇口sprue gateスプルーブッシュすぷるーぶっしゅ注口衬套sprue bushスプルーロックピンすぷるーろっくぴん注道残料固定銷sprue lock pinスペーサーブロックすぺーさーぶろっく模脚、間隔块spacer blockスライドコアすらいどこあ滑動型芯、滑芯slide coreスリーブ突出しすりーぷつきだし套筒脱模銷sleeve ejectionスラグウエルすらぐうえる冷流井slug well制限ゲートせいげんげーと穿浇口restricted gateセンターゲートせんたーげーと中心浇口center gateダイアフラムゲートだいあふらむげーと隔模型浇口diaphragm gateダイストロークだいすとろーく动模行程die strokダイハイトだいはいと装模高度die heightダイプレートだいぷれーと口模板die plateダイブロックだいぶろっく模体die blockダイラインだいらいん圧模分線die lineダイリングだいりんぐ凹模圈die ringダイレクトゲートだいれくとげーと直接浇口direct gateダウエルピンだうえるぴん定位銷dowel pinダウエルブッシュだうえるぶっしゅ定位銷套dowel bush多点ゲートたてんげーと复式浇口multiple gateタブゲートたぶげーと柄形浇口tab gateダブルサイドゲートだぶるさいどげーど双侧面浇口double side gate段付きピンだんつきぴん台阶式銷shoulderd ejection pin断熱板だんねつばん絶熱板insulation board突出し棒つきだしぼう頂出杆ejector rod,knock-out bar 突出しリターンピンつきだしりたーんぴん脱模板回程銷ejector plate return oin吊りピンつりぴん吊銷support pinディスクゲートでぃすくげーと盘形浇口disk gateトピードとぴーど水雷形扩张器torpedo sprederとも型ともがた双联阴模板duplicate cavity plate取付け板とりずけいた定模板、装模板clamping plateトンネルゲートとんねるげーと隧道形浇口tunnel gate中子ちゅうし芯、芯子core斜めピンななめぴん指形銷finger pin二次スプルーにじげんすぶるー二次注口second sprue二次ランナーにじげんらんなー分流道secondry runner二段突出しにだんつきだし二工位頂出two step ejection抜き勾配(ドラフト)ぬきこうはい(どらふと)抜模斜度draftノズルのずる注嘴nozzleノズルシートのずるしーと注嘴座nozzle seatノズルタッチのずるたっち注嘴接触nozzle touchingノズルマニホールドのずるまにほーるど注嘴分流腔nozzle manifoldノックピンのっくぴん定位銷knock pinノックアウトのっくあうと頂出knock-outノックアウトピンのっくあうとぴん頂出銷knock-out pinノックアウトピンプレートのっくあうとぴんぷれーと頂出銷托板knock-out pin plateパーティングラインはーてぃんぐらいん合模线parting lineバッフルプレートばっふるぷれーと隔板、挡板baffle plateバランスドランナーばらんすどらんなー平衡流道balanced runnerバルブゲートばるぶげーと阀门浇口valve gate非制限ゲートひせいげんげーと无阻浇口unrestricted gate標準ゲートひょうじゅんげーと标准浇口standerd gate標準ノズルひょうじゅんのずる标准注嘴standred nozzleピンポイントゲートぴんぽいんとげーと針孔形浇口pin point gateファンゲートふぁんげーと扇形浇口fan gateフィルムゲートふぃるむげーと膜形浇口film gateブッシュぶっしゅ衬套bushフラッシュゲートふらっしゅげーと飞边形浇口flash gateブランクぶらんく毛坯blank分割線ぶんかつせん合模線parting lineベントべんと通気口ventホットランナーほっとらんなー熱流道hot runnerホットチップほっとちっぷ加熱片hot chipマニホールドまにほーるど集流腔manifoldマルチゲットまるちげっと复式浇口multi gate水穴みずあな水冷腔water channelめくら栓めくらせん暗栓、暗塞blank plugモールドベースもーるどべーす金属模底座mold baseライナーらいなー衬垫、套筒、嵌入件linerランドらんど溢料面、合模面landランナーらんなー流道runnerランナーストリッパープレートらんなーすとりっぱーぷれーと流道頂出板runner stripper plateランナーロックピンらんなーろっくぴん流道鎖銷runner lock pinリーダーピンりーだーぴん导銷leader pinリーダーピンブッシュりーだーぴんぶっしゅ导銷套leader pin bushリターンピンりたーんぴん回程銷return pinリテーナーピンりてーなーぴん嵌件回程銷retainer pinリテーナープレートりてーなーぷれーと嵌件托板retainer plateリムゲートりむげーと边形浇口rim gate流路流路fluid passageリング状回路りんぐじょうかいろ环形回路ring circuit passeageリングゲートりんぐげーと环形浇口ring gateロッキングブロックろきんぐぶろっく滑块锁紧块rocking bolckロッドピンろっどぴん定位銷rod pinロケートリングろけーとりんぐ定位环locating ring金型関連機械部品および用語(模具有关的机械部件及用語、mechanical parts and wording for molding die)アイボルトあいぼると吊环螺栓eye boltアスベスト板あすべすとばん石棉板asbestos plateあり溝ありこう燕尾槽dovetailいんろういんろう凹窝centering locationエアシリンダーえあしりんだー气罐、气缸air cylinderエルボ えるぼ弯elbowOリングOりんぐO形环、密封圈O ringガスケットがすけっと密封垫gaskerカップリングかっぷりいぐ偶联couplingカムかむ凸轮cam管用テーパーねじかんようてーぱーねじ錐管螺紋taper pipe thread管用平行ねじかんようへいこうねじ平管螺紋parallel pipe threadギアポンプぎあぽんぷ齿轮泵gear pump機械加工性きかいかこうせい切削性machinability木型木模wooden pattern機械的性質きかいてきせいしつ機械性能machanical characteritic キャップボルトきゃっぷぼると盖螺栓cap boltくさびくさび木楔、开口銷cotter口金くちがね柱帽、管塞capグラファイトぐらふぁいと石墨graphiteクリアランスくりあらんす間隙、游隙clearanceグリースニップルぐりーすにっぷる潤滑脂注入口、潤滑脂嘴grease nipple光沢こうたく光沢glossコーナー半径(R)こーなーはんけい(あーる)角半径corner radiusゴムごむ橡胶rubberゴムホースごむほーす橡胶软管rubber tube作動油液圧油hydraulic oilジグ(治具)じぐ夾具jig締付け金具しめつけがなぐ卡子、箱夹clampシリコンゴムしりこんごむ硅橡胶silicon rubberシールテープしーるてーぷ密封带seal tape数値制御(NC)すうちせいぎょ(えぬじー)数字控制numerical controleスクリュウ(ねじ)すくりゅう螺絲、螺杆screwスプリングワッシャーすぷりんぐわっしゃー弾簧垫圈spring washerスライダックすらいだっく滑线电阻調圧器slidac寸法安定性すんぽうあんていせい尺寸穏定性dimensional stability台形だいけい梯形trapezoidダイアフラムだいあふらむ隔模diaphragm耐用年数たいようねんすう耐用年限durable period(term)ツーリングつーりんぐ工具准备、工具布置toolingテーパーてーぱー錐度taperテーパーピンてーぱーぴん錐形銷taper pinテンプレートてんぷれーと様板、様規、模板template逃げ角にげかく切口斜角relief angleニップルにっぷる管接头、喷嘴nippleバカ孔ばかこう空炮眼loose holeパッキンばっきん填料packingバッフルばっふる导流塞baffleばねばね弹簧springピッチぴっち螺距pitchプリホーマーぷりほーまー預圧機preformerマスキングますきんぐ遮蔽masking六角ナットろっかくなっと六角螺母hexagon nut六角ボルトろっかくぼると六角头螺栓hexagon boltロックナットろっくなっと鎖緊螺母lock nutワッシャーわっしゃー垫圈washer金 型 加 工(模 具 加 工、manufacturing of molding die)合いマークあいまーく対刻印notch markあそびあそび游隙、间隙clearance当り(あたり)あたり接触、刮研点contact当り面あたえいめん接触点、噛合点contact point圧縮加工あっしゅくかこう圧縮成形forming for compression合せ作業あわせさぎょう配合作業matching work粗仕上げあらしあげ預修飾prefinising上向き削りうわむきけずり逆銑up-cut milling液体ホーニングえきたいほーにんぐ液体搪磨liquid honingエッチングえっちんぐ蝕刻、侵蝕etching送り量おくりりょう送進量feed rate送り速度おくりそくど送進速度feed speed化学研磨かがくげんま化学(研)磨chemical polishing加工かこう加工fabrication,processing加工基準面かこうきじゅんめん加工基準面die reference plane型合せからあわせ模具定位die spottingがたがた松度、松驰loosenessカッターオフセットかったーおふせっと刀具偏量cutter offsetカッターパス(工具経路)かったーぱす(こうぐけいろ)刀具軌迹cutter passカッター干渉かったーかんしょう刀具干渉cutter interferes金型調整かながたちょうせつ模具調整die tryout,spotting in基準面きじゅんめん基準面working reference plane許容限度寸法きょようげんどすんぽう允許尺寸偏差limited size許容寸法きょようすんぽう允許尺寸allowable size鏡面研磨きょうめんげんま鏡面研磨mirror polishing切込み深さきりこみふかさ切削深度depth of cut組立時間くみたてじかん装配時間assembly time組立図くみたてず装配図、組装図assembly drawingグリースアップぐりーすあっぷ加油、加注潤滑脂grease upけがきけがき刻線marking offゲージ長さげーじながさ标距gauge length現物合せけんぶつあわせ装配件配作shop adjustment研磨仕上げけんましあげ研磨加工abrasive finishing工具径補正こうぐけいほせい刀具直径补偿tool diameter compensation 工具長補正こうぐちょうほせい刀具长度补偿tool length compensation 工具再研削刀具重磨tool resharpening工具寿命こうぐじゅみょう工具寿命tool life工作図こうさくず工作図shop drowing工作精度こうさくせいど加工精度machining accuracy構成刃先こうせいはさき积屑瘤、刀瘤build up edge公差こうさ公差tolerance誤差ごさ誤差errerコールドホビングこーるどほびんぐ冷挤圧制模cold hobbingさらう疎浚clean out三次元加工さんじげんかこう三元加工、立体加工three dimention millingサンドブラストさんどぶらすと噴砂处理sand blast仕上げしあげ修飾finising仕上げ程度しあげていど修飾程度finising grade仕上げしろしあげしろ修飾余量finising allowance試打ちためしうち試模塑test forming下向き削りしたむきけずり順銑down-cut milling重切削加工強力切削heavy cutting製品図せいひんず产品图product drowing切削速度切削速度cutting speed切削巾切削寛度width of cut線図せんず線型図lines chart塑性加工ちょうせいかこう塑性加工plasticty processingタッピングたっぴんぐ攻絲tapping段取りだんどり安排程序preparetory plan調整箇所ちょうせいかしょ調整部分adjust part調整寸法ちょうせいすんぽう調整尺寸adjustable length調整方法ちょうせいほうほう調整方法adjust method槌打錘击、鍛打hammering突合せ箇所つきあわせかしょ突出部分、粗端部分butt place手直してなおし修正、修改repair電解加工でんかいかこう电解加工electrolytic processing電解研削电解磨削electrolytic grinding電解研磨でんかいけんま电解抛光electrolytic polishing電着法でんちゃくほう电解沉积法electro deposition process電鋳法でんちゅうほう電鋳法electroplating forming method 点検てんけん検点inspection,check熱間加工ねっかんかこう熱加工hot processingバリ切りばりきり模具面配合die face fittingピックフィードぴっくふぃーど周期進給pick feed冷やしばめひやしばめ冷圧配合cooling fit不具合箇所ふぐあいかしょ不具備部分defecient portion腐食加工ふしょくかこう磨蝕加工erosion working放電加工(EDM)ほうでんかこう(いーでぃーえむ)电火花加工electric discharge machining ホーニングほーにんぐ珩磨honingボーリングぼーりんぐ钻探、钻孔boringみがき抛光polishing面とりめんどり倒角chamfering面削加工表面加工,刨削,面飾facing work焼きばめやきばめ熱圧配合shrinkage fit有効巾ゆうこうきん有効寛度working width溶射ようしゃ火炎噴涂flame spray coating呼び寸法よびすんぽう基本尺寸nominal dimension冷間加工れいかんかこう冷加工cold workレベル調整れべるちょうせい水準調整levelling adjustment六面切削加工ろくめんけずりかこう六面切削加工hexadral face cuttingワイシャカット放電加工(WEDM)わいしゃかっとほうでんかっと电火花线切割wire cutting EDM金型加工機械および設備(模具加工機械及設備、machine tools and equipment)数値制御(NC)工作機械すうちせいぎょ(えぬしー)こうさくき数控机床numerical controle machine フライス盤(ミーリングマシン)すらいすばん(みーりんぐましん)铣床milling machine倣いフライス盤仿形铣床copy milling machineマシニングセンター(MC)ましにんぐせんたー(えむしー)自动换刀数控机床、加工中心machining centerダイシンカー(型彫刻機)だいしんかー(けいちょうこっき)刻模机、仿形铣床die sinkerプラノミラー(平削り盤)ぷらのみらー(ひらけずりばん)龙门铣床planomiller旋盤せんばん车床latheターニングセンター(TC)たーにんぐせんたー(てぃーしー)车削加工中心(机床)turning center正面旋盤しょうめんせんばん端面车床facing latheたて旋盤たてせんばん立式车床vertical lathe倣い旋盤仿形车床copy lathe研削盤磨床grainding machine円箇研削盤外圓磨床cylindrical grainding machine 工具研削盤工具磨床cutter grainding machineジグ研削盤座标磨床jig grainding machine電解研削盤电解磨削床clectrolyic grainding machine 投影式研削盤光学曲线磨床projection grainder中ぐり盤镗床boring machineシグ中ぐり盤(ジグボーラー)座标镗床jig boring machineセーパー(型削盤)牛头刨床shaperプレーナーぷれーなー龙门刨床planerボール盤ぼーるばん钻床drilling machineガンドリルマシンがんろりるましん深孔钻床gun drilling machine電解ボール盤でんかいぼーるばん电解钻床electrolytic drilling machine深孔ボール盤しんこうぼーるばん深孔钻床long hole drilling machineラジアルボール盤らじあるぼーるばん摇臂钻床ragial drilling machine放電加工機(EDM)ほうでんかこうき(いーてぃーえむ)电火花加工机床electric dischage machineわいやほうでんかこうき(だぶりゅーい电火花线切割机床wire cutting EDMワイヤーカット放電加工機(WEDM)電解加工機でんかいかこうき电解加工机electrlyic processing machine彫刻機ちょうこっき刻模机engraving machineバンドソー(帯のこ盤)帯鋸band sawベルトサンダーべるとさんだー砂帯磨机belt sanderコールドホビングプレスこーるどほびんぐぶれす冷挤制模圧力机cold hobbing pressダイスポッティングプレスだしすぽってぃぐぷれす模具定位圧力机die spotting pressダイセッティングプレスだいせってぃんぐぷれす模具装配圧力机die setting oress傾斜円テーブルけいしゃえんてーぶる傾斜圓盘工作台incling circular table工具交換装置こうぐこうかんそうち換刀装置tool changer工具マガジンこうぐおまがじん多刀刀座tool magazineシャンクしゃんく柄、杆shankスタイラスさたいらす触针、触指stylus電磁チャックでんじちゃっく电磁吸盘electromagnetic chuck銅電鋳電極どうでんちゅうでんきょく铜电铸电极copper electroplating formed electrodeドリルチャックどりるちゃっく钻夹头drill chuckトレーサーとれーさー仿形触头tracerドッレサーどれっさー整修器、整形器dresserパンタグラフ式伸縮設備ぱんたぐらふしきしんしゅくせつび导电式伸缩设备pantagraph type expansion contraction device加工工具および用具(加工工具及用具、processing tools and implement)手工具てこうぐ手動工具hand tool電動工具でんどうこうぐ電動工具electric power tool空気圧工具くうきあつこうぐ風動工具compressed air tool物差し(スケール)ものさし(すけーる)尺、刻度尺rule,measure定盤ていばん平台、刻線台surface plateイケールいけーる三角板、丁字尺、弯板、直角angle plateトースカンとーすかん划针、划线盘tosecan取付けマスとりつけます帯V溝装配箱installed box with V grooveVブロックぶぃーぶろっくV形定位板V-block平行台へいこうだい平行块perallel block豆ジャッキまめじゃっき小型千斤顶small jack万力まんりき虎钳viceけがき針けがきばり刻线针marking off pinパスぱす卡钳(規)caliper内パスうちぱす内卡钳(規)inside caliper外パスそとぱす外卡钳(規)outside caliper片パスかたぱす単边钳(規)nermaphrodite calioerコンパスこんぱす制图圆规drawing compasses研磨材けんまざい磨料abrasive酸化鉄さんかてつ氧化铁iron oxide酸化クロムさんかくろむ氧化鉻chromic oxideベンガラ磨粉べんがらまこ紫红铁粉crous炭化けい素たんかけいそ二碳化硅silicon carbids酸化アルミナさんかあるみな氧化铝alumina oxide光明丹こうみょうたん红丹、铅丹lead red当て金あてがね凸模背靠块punch heelハンマー(金槌)はんまー(かなづち)锤hammer平やすりたいらやすり偏(平)锉flat file丸やすりまるやすり圆锉round file角やすりかくやすり方锉square file三角やすりさんかくやすり三边锉trianguler file半丸やすりはんまるやすり半圆锉half round file先細やすりせんさいやすり圆锥锉taper file先細平やすりせんさいたいらやすり锥形偏锉刀taper flat fileダイヤモンドやすりだいやもんどやすり金刚石锉diamond fileエメリーペーパーえめりーぺーぱー金刚砂纸、硬玉粉纸emery paperサンドペーパーさんどぺーぱー砂纸sand paperスティック砥石すてぃっくていせき修磨砂stick wet stoneダイヤモンドペーストだいやもんどぺーすと金刚石研磨膏diamond pasteリーマーりーまー铰刀reamer調整リーマーちょうせいりーまー可整式铰刀adjustable reamerテーパーリーマーてーぱーりーまー锥形铰刀taper reamerシェルリーマーしぇるりーまー套装铰刀shell reamerハンドリーマーはんどりーまー手胶刀hang reamerきさげ(スクレーパー)きさげ(すくれーぱー)刮刀scraper平きさげたいらきさげ平刮刀flat scraperささばきさげささばきさげ扁三角刮刀cantchi scraperたがねたがね凿子chiselポンチぽんち冲头punchセンターポンチせんたーぽんち中心冲头center punchニッパーにっぱー钳子nipperペンチぺんち克丝钳plierねじ回し(ドライバー)ねじまわし(どらいばー)螺丝起子、螺丝刀screw driverじゅうじねじまわし(ぷらすどらいばー十字头螺丝刀screw driver for cross recessed screw 十字ねじ回し(プラスドライバー)スパナーすぱなー板手spannerソケットレンチそけっとれんち套筒板手socket wrenchめがねレンチめがねれんち閉口板手closed wrenchモンキーレンチもんきーれんち活動板手monkey wrench六角レンチ(六角棒スパナー)ろっかくれんち(ろっかくぼうすぱなー六角板手hexagon wrench電気ドリルだんきどりる电钻electric drillディスクサンダーでぃすくさんだー盘式砂磨器disk sanderエアガンえあがん喷气枪air gunグリースガンぐりーすがん潤滑脂枪、注油枪grease gunスプレーガンすぷれーがん喷枪spray gunガスバーナーがすばーな燃焼气喷灯gas burnerトーチとーち焊炬torch切 削 工 具(切 削 工 具,cutting tool)正面フライスしょうめんふらいす端(面)锉刀face millあり溝フライスありみぞふらいす燕尾槽铣刀dovetail milling cutter座グリフライスざぐりふらいす鍯孔铣刀spot facing fraise総形フライスそうけいふらいす成形铣刀formed cutterT溝フライスてぃーみぞふらいすT形槽铣刀T-slot milling cutter面取りフライスめんどりふらいす(外)圆角锉刀corner rounding cutterエンドミルえんどみる立铣刀end millスパイラルエンドミルすぱいらるえんどみる螺旋立铣刀spiral end mill直刃エンドミルちょくはえんどみる直刃立铣刀straight tooth end millテーパーエンドミルてーぱーえんどみる锥形立铣刀taperd end millテーパーボールエンドミルてーぱーぼーるえんどみる锥形球头立铣刀taperd ball end mill二枚刃エンドミルにまいばえんどみる双刃立铣刀two blade end millねじれ刃エンドミルねじればえんどみる螺旋刃立铣刀helical tooth end millボールエンドミルぼーるえんどみる圆头指形立铣刀ball end millドリルどりる钻、钻头drill油穴付きドリルあぶらあなつきえんどみる帯油孔深钻oil hole drillガンドリルがんどりる深孔钻、枪管钻gun drillスローアウエイチップすろーあうえいちっぷ不磨刃刀片throwaway chipバイトばいと切削刀biteメタルソーめたるそー金属开缝锯metal sliting sawホブほぶ挤圧母模hob測 定 器 具(測 量 仪 器、measuring equepment)絶対測定ぜったいそくてい絶対測量absolute measuring比較測定ひかくそくてい比較測量comparison measuring三次元座標測定機さんじげんざひょうそくていき三座标測量仪three dimention measuring machine 拡大投影機かくだいとうえいき扩大投影设备enlarge projecting apparatos工具顕微鏡こうぐけんびきょう工具显微镜tool microscopeオプチカルフラットおぷちかるふらっと光学平玻璃optical flatノギスのぎす游标卡尺vernier caliperハイトゲージはいとげーじ高度規height gaugeデップスゲージでっぷすげーじ測深規depth gaugeダイヤルゲージだいやるげーじ刻度盘dial gaugeてこ式ダイヤルゲージてこしきだいやるげーじ杠杆式刻度盘lever type dial test indicaterピックテスターぴっくてすたー抽样検査計pick testerシリンダーゲージしりんだーげーじ缸径規cylinder gaugeマイクロメーターまいくろめーたー測微計、千分尺micrometer外測マイクロメーターがいそくまいくろめーたー外測測微計outer measur micrometer内測マイクロメーターないそくまいくろめーたー内測測微計inner measur micrometer棒マイクロメーターぼうまいくろめーたー棒状測微計bar type micrometerデップスマイクロメーターでっぷすまいくろめーたー測深測微計depth micrometerブロックゲージぶろっくげーじ块規block gauge直角定規ちょっかくげーじ直角尺、験方角規trysquareサインバーさいんばー正弦尺(規)sine bar丸箇スコヤまるつつすこや圆筒形直角尺cylindrical squareすきみげーじ(しっくねすげーじ)塞尺、厚度規thickness gaugeすきみゲージ(シックネスゲージ)ラジアスゲージ(Rゲージ)らじあすげーじ(あーるげーじ)圓角規radius gauge直定規(ストレートエッジ)ちょうくじょうぎ直規尺straight edge水準器すいじゅうき水平器levwlvial金 型 不 良(模 具 不 良,molding die defective)圧こんあつこん圧痕indentationかじりかじり咬、咬住、卡住scuffing,galling型合せ不良かたあわせふりょう模具定位不良die miss spotting型くずれ、ぐいちかたくずれ、ぐいち错箱、合模错位、模具偏移miss matching型きずかたきず模损、模型伤损mold mark型ずれかたずれ错箱、错位、偏芯mold shift片減りかたへり偏向毁(磨)损swaying defacement金型調整不良かながたちょうせいふりょう模具調整不良、模具偏心die miss adjustment金型破損かながたはそん模具损坏die failureゲートマークげーとまーく浇口痕進gate mark研削割れけんさくわれ磨削裂纹grainding crackピンホールぴんぼーる针孔、针眼pin hole温 度 測 定 および 加 熱 法(温度測量及加熱法,temperture measurement and heating)温度計おんどけい温度計thermometer棒状温度計ぼうじょうおんどけい棒形温度計bar type thermometerサーミスターさーみすたー热敏电阻thermisterサーモカップルさーもかっぷる热电偶、温差电偶thermocoupleヒーターひーたー加热器heater棒状ヒーターぼうじょうひーたー棒形加熱器bar type heaterカートリッジヒーターかーとりっじひーたー筒形加熱器cartridge heaterサーモスタットさーもすたっと温度自動調節器thermostatシーズヒーターしーずひーたーヒートパイロひーとばいろ熱管heat pipe誘電加熱ゆうでんかねつ介質加熱dielectric heating誘導加熱ゆうどうかねつ感应加热induction heating高周波加熱こうしゅうはかねつ高频加热high frequency heating金 型 材 料(模 具 材 料,molding die material)金型用鋼材かながたようどうざい模具鋼mold steel高炭素鋼こうたんそどう高碳鋼high carbon steelクロームモリブデン鋼くろーむもりぶでんこう铬钼鋼chrome molybdenum steel機械構造用炭素鋼きかいこうぞうようたんそこう機械機構用碳素鋼mechanic structual carbon steel高速度工具鋼こうそくどこうぐどう高速工具鋼high speed tool steel炭素工具鋼たんそこうぐどう碳素工具鋼carbon tool steelモリブデン鋼もりぶでんどう钼钢molybdenum steel折出硬化鋼おりだしこうかどう沉淀硬化鋼precipitation hardening steelプリハードン鋼ぷりはーとんこう預硬化鋼prehardened steel真空熔解鋼しんくうようかいこう真空熔解鋼vacuum melting steel真空鋳造鋼しんくうちゅうぞうこう真空浇注钢vacuum casting steelべりリウム鋼べりりうむこう铍钢beryllium copper真鍮しんちゅう黄铜bressアルミ合金あるみごうきん铝合金aluminium alloy亜鉛合金(ZAS)あえんごうきん锌合金zinc alloy超硬合金ちょうごうごうきん硬質合金sintered hard alloy焼結合金しょうけつごうきん焼結合金sintering alloy粉末合金ふんまつごうきん粉末合金powder alloyシートメタルしーとめたる薄钢板、金属薄板sheet metal針金はりがね钢线、钢丝steel wire黒皮くろかわ黑皮、铸皮、氧化皮mill scale炭化物たんかぶつ碳化物carbide窒化物ちっかぶつ氮化物nitrideタングステンたんぐすてん钨tungstenチタンちたん钛titanモリブデンもりぶでんどう钼molybdenum金属組織きんぞくそしき金相metallography火花試験ひばなじっけん火花試験spark test熱 処 理(热 处 理、heat treatment)焼入れ(クエンチング)やきいれ(くえんちんぐ)淬火quenching焼なまし(焼鈍、アニーリング)やきなまし(しょうとん、あにーりんぐ退火annialingやきならし(しょうじゅん、のるまらい正火normaling焼ならし(焼準、ノルマライジング焼戻し(テンパリング)やきもどし(てんぱりんぐ)回火tenpering真空焼入れしんくうやきいれ真空淬火vacuum quenching真空焼戻ししんくうやきもどし真空回火vacuum tenperingサブゼロ処理さぶぜろしょり冷冻处理subzero treatment浸炭焼入れしんたんやきいれ渗碳淬火cemented quenching火炎焼入れかえんやきいれ火焰淬火flame hardening高周波焼入れこうしゅうはやきいれ高频淬火high frequency quenching固体浸炭こたいしんたん固体淬火solid carburzing急冷きゅうれい骤冷quenching浸炭しんたん渗碳cementation時効効果じこうこうか垫效效应aging effect常温硬化じょうおんこうか冷固化room temperature cure,cold setting 焼結(シンタリング)しょうけつ(しんたりんぐ)焼結sintering硬化こうか固化、硬化、硫化cure,curing調質ちょうしつ調質quench and tempering焼割れやきわれ淬裂quenching crack変態点へんたいてん相変点transformation point化学蒸着(CVD)かがくじょうちゃく化学蒸气沉积chemical vaper depostion真空蒸着しんくうじょうっちゃく真空蒸镀vacuum deposition,vacum metallizing 物理蒸着(PVD)ぶつりじょうっちゃく物理汽相沉积physical vaper deposition前処理まえしょり預处理pretreatingメッキめっき镀plating化学メッキかがくめっき化学镀chemical plating電気メッキでんきめっき电镀electroplating電極でんきょく电极electrode無電解メッキむでんかいめっき无电镀electroless platingクロームメッキくろーむめっき镀铬chromium plating硬質クロームメッキこうしつくろーむめき镀硬铬hard chromium plating熔 接(焊 接、welding)熔接ようせつ焊接weldingアーク熔接あーくようせつ电孤焊接arc weldingアセチレン熔接あせちれんようせつ乙炔焊接acetylene weldingアルゴン熔接あるごんようせつ氩弧焊接argon weldingガス熔接がすようせつ气焊gas weldingプラズマ熔接ぷらずまようせつ等离子焊接plasma welding熔接ビードようせつびーど焊道weld bead熔接棒ようせつぼう焊条weld rodろう付ろうつき渗焊brazeing炉中ろう付(ファーネスブレージング)炉内渗焊furnace brazeingハンダ付はんだつき软渗焊soldering各 種 油 剤(各 种 油 剤、oil for cutting,lubrication and others)水溶性切削油剤溶性油質切削剤soluble cutting oil不水溶性切削油剤不水溶性油質切削剤unsoluble cutting oil油性切削剤油質切削剤cutting oil潤滑油じゅんかつゆ潤滑油lubricant oil固体潤滑剤こたいじゅんかつざい固体潤滑剤solid lubricant減磨剤げんまざい減磨剤antifriction composition防錆剤ぼうちんざい防銹剤anticorrosive agent二硫化モリブデンにりゅうかもりぶでん二硫化钼disulphideグリースぐりーす潤滑脂、脂膏、黄脂greaseスピンドル油すぴんどるゆ轴潤滑油spindle oilベンジンべんじん笨块benzineワセリンわせりん凡士林、矿脂petrolum ointment灯油とうゆ煤油、灯油kerosene軽油けいゆ軽油light oilシリコンしりこん硅、硅油silicon洗浄油せんじょうゆ洗消油detergent oilワックスわっくす蜡、涂蜡waxCAD/CAMでんしけいさんきしえんせっけい/せい电脑補助設計/制造computer aided design/manufacturing 電子計算機支援設計/製造(CAD/CAM)二進数にしんすう二進制数字binary number十進数じゅっしんすう十進制数字decimal numberハードウェアはーどうぇあ硬件hard wareソフトウェアそふとうぇあ軟件soft wareあいまい(fuzzy)理論あいまいりろん含模(模糊)理论fuzzy(ambiguity) theory中央演算処理装置(CPU)ちゅうおうえんさんしょりそうち中心运算处理设备central operation processing unitえんじにありんぐわーくすてーしょん工程作业工作站enginnering work stationエンジニアリングワークステーショEWS)ホストコンピューターほすとこんぴゅーたー主计算机host computerグラフィックディスプレーぐらふぃっくぢすぷれー图形显示装置graphic displayキーボードきーぼーど键盘key boardメモリーめもりー在储memoryシミュレーションしみゅれーしょん模拟、仿真simulation近似曲線きんじきょくせん近似曲线approximate interpolation円弧補間えんこほかん圆弧插値linear interpolation直線補間ちょくせんほかん线架模型wire frame modelワイヤーフレームモデルわいやーふれーむもでる表面模型surface modelサーフェスモデルさーふぇいすもでる実体模型solid modelソリッドモデルそりっどもでる基本体素primitive unitクーンツ曲線くーんつきょくせん孔斯曲线Coons curveスプライン曲線すぷらいんきょくせん样条曲线spline curveNURBS曲線NUPBSきょくせんNURBS曲线NURBS curveバッチばっち曲面片batchセグメントせぐめんと线段、部分segmentプロファイルぷろふぁいる断面、截面profileレイアウトれいあうと布置、配置layout集合演算しゅうごうえんさん集合运算set opration演算速度(速度単位mips)えんさんそくど(そくどたんいmips)計算速度calculation speedmips(百万回/毎秒)mips(ひゃくまんかい/まいびょう)每秒钟执行/百万条指示million instructions per secondアナログあなろぐ模拟的analog(ue)デジタルでじたる数字的digitalマグネットテープまぐねっとてーぷ磁铁带magnet tapeパンチ(穿孔)テープ穿孔带punch tapeフロッピーディスクふろっぴーでぃすく软(磁)盘floppy disc成 形(成 形、molding)成 形 方 法(成 形 方 法、molding methords)圧縮(コンプレッション)成形あっしゅく(こんぷれっしょん)せいけ圧塑compression molding移送(トランスファ)成形いそう(とらんすふぁ)せいけい传递塑transfer molding射出(インジェクション)成形しゃしゅつ(いんじぇくしょん)せいけ注塑injection molding中空(吹込、ブロー)成形ちゅうくう(ふきこみ、ぶろー)せいけ吹塑blow molding真空成形しんくうせいけい真空成形vacuum forming押出成形おしだしせいけい挤塑extrusion molding発泡成形はっぽうせいけい发泡成形expansion molding射出圧縮成形しゃしゅつあっしゅくせいけい注射圧塑injection compression molding射出ブロー成形しゃしゅつぶろーせいけい注射吹塑injection blow molding低圧射出成形ていあつしゃしゅつせいけい低圧注塑low pressure injection molding低発泡射出成形ていはっぽうしゃしゅつせいけい低发泡注塑low expansion injection molding粉末射出成形ふんまつしゃしゅつせいけい粉末注塑powder injection molding反応射出成形(RIM)はんのうしゃしゅつせいけい反应注塑reaction injection moldingロストコア成形ろすとこあせいけい失芯注塑lost core injection molding2シェル式射出成形つーしぇるしきしゃしゅつせいけい二売注塑tow shell injection moldingアウトサート成形あうとさーとせいけい金属嵌件上注塑outsert molding一体射出成形いったいしゃしゅつせいけい连(一、整)体注塑monolithic(one piece)injection molding インサート成形いんさーとせいけい嵌件注塑insert moldingガスアシスト射出成形がすあしすとしゃしゅつせいけい气张注塑gas assist injection molding金属粉末射出成形(MIM)きんぞくふんまつしゃしゅつせいけい金属粉末注塑metal powder injection molding多色射出成形たしきしゃしゅつせいけい多色注塑multi color injection molding二次成形にじせいけい后成形post moldingワンショット成形わんしょっとせいけい一次成形one shot molding熱成形ねつせいけい热成形thermo foming注型ちゅうがた铸型castingロータリー成形ろーたりーせいけい轮转式模塑rotary moldingダイキャスティングだいきゃすてぃんぐ圧铸die castingシェルモールドしぇるもーるど売型鋳造sheel moldingロストワックス法ろすとわっくすほう失蜡法lost wax process深絞り法ふかしぼりほう深冲成形、深扛成形deep drow forming成形機および機構(成形机及机構、molding machine and mechanism)プランジャー式射出成形機ぷらんじゃーしきしゃしゅつせいけいき柱塞式注塑机plunger type injection molding machineロングノズル式射出成形機ろんぐのずるしきしゃしゅつせいけいき延长嘴式注塑机injection molding machine with extention nozzle 射出装置しゃしゅつそうち注射装置injection unit射出ノズルしゃしゅつのずる注射嘴injection nozzle延長ノズルえんちょうのずる增长注嘴extension nozzle射出プランジャーしゃしゅつぷらんじゃー注射柱塞injection plunger熱盤ねつばん加热板heating plate直圧式型締め機構ちょくあつかたしめそうち直接液圧式合模系統straight hydraulic mold clamoing systemトグル式型締め装置とぐるしきかたしめそうち肘节式合模装置toggle type mold clamping systemタイバー(控え棒)たいばー(ひかえぼう)拉扛、拉杆tie barボルスターぼるすたー支承物bolster可動盤かどうばん活动盘movale plate固定盤こていばん固定台stationary platen,fixed platen温度調整装置(温調器)おんどちょうせつそうち温度調节设备(恒温器)temperature regulation equipment取出しロボットとりだしろぼ頂出機械手take out robot成 形 用 語(成 形 用 語、molding wording)アイドルタイムあいどるたいむ空閑時間idle time後仕上げあとしあげ後修飾post finisingアト収縮あとしゅうしゅく後収縮after shrinkage,post shrinkageインサート金具あんさーとかなぐ金属嵌件metal insertインサートピンいんさーとぴん嵌件销insert pinインチングいんちんぐ寸進inchingウエルドうえるど熔合weldエンジニアリングプラスチックえんじにありんぐぷらすちっく工程塑料engineering plastics可塑化かそか塑化plasticization型締力かたしめりょく合模圧力locking force,clamping force型開き力かたひらきりょく开模力mold opening force過剰充填かじょうじゅうちん过充填over packing完全充填かんぜんじゅうちん完全充气complete inflation強化プラスチックきょうかぷらすちっく高強度层圧塑料high strength plastics結晶性樹脂けっしょうがたじゅし晶形樹脂crystallion polymer合成樹脂ごうせいじゅし合成樹脂synthetic resinサイクル(周期)さいくる(しゅうき)周期、循环cycleしぼしぼ缩皱textureしぼ付けしぶつけ圧花enbossing射出圧力しゃゆつあつりょく注塑圧力injection pressure射出成形サイクルしゅしゅつせいけいさいくる注塑周期injection molding cycle射出速度しゃしゅつせいけいそくど注塑速度injection speed射出容量しゃしゅつようりょう注射量machine shot capacity樹脂じゅし树脂resin樹脂流れじゅしながれ树脂条痕resin streakショットしょっと注射、注料、注塑料shotストロークすとろーく行程、冲程strokeスローダウンすろーだうん減速slow down成形せいけい成形、模塑molding,forming成形圧力せいけいあつりょく注塑圧力molding pressure成形温度せいけいおんど成形温度molding temperature成形サイクル(時間)せいけいさいくる成形周期(時間)molding cycle(time)成形材料せいけいざいりょう成形材料molding material成形収縮せいけいしゅしゅく成形収縮、模後収縮molding shrinkage成形性せいけいせい可模塑性moldability成形ひずみせいけいひずみ成形応変molding strainダイアプローチだいあぷろーち模头接近die approachダイ間隔だいかんかく模口隙距die gapダイストロークだいすとろく动模行程die strokタイバー間隔たいばーかんかく柆杆间距tiebar strok滞留時間たいりゅうじかん保留時間retention time二次加工にじかこう二次加工fabication熱可塑性樹脂ねつかそせいじゅし热塑性樹脂thermoplastic resin熱硬化性樹脂ねつこうかせいじゅし熱固性樹脂thermosetting resinノズル閉鎖のずるへいさ注嘴止流nozzle shut offパージぱーじ清洗、清除purgeバフばふ抛光布轮buff,buffing wheelバフ仕上げばふしあげ布轮抛光buffingパリソンばりそん型坯parisonバリ取りばりとり去飞边deflashingバリ溝ばりこう滋流沟flashe groove非晶性樹脂ひけっしょうじゅし非结晶性树脂non-crystalling polymerフィレットふぃれっとじゅし圆填角料filletプラスチックぷらすちっく塑料plasticesフランジふらんじ凸縁flangeぺレットぺれっと晶片、小片pellet保圧時間ほあつじかん保圧時間dwelling timeボスぼす凸台boss補強リブほきょうりぶ防挠肋、加強肋stiffening ribメルトフローインデックスめるとふろーいんでっくす熔体流動指数melt flow index予備加熱よびかねつ預熱preheat予備乾燥よびかんそう預乾燥predry離型脱模mold release離型剤脱模剤mold release agent離型抵抗脱模阻抗mold release resistanceリブりぶ肋rib流速りゅうそく流速current speed流動条件りょうどうじょうけん流动条件fluid condition流動抵抗りょうどうていこう流动阻抗fluid resistance流動配向りゅうどうはいこう流动取向fluid flow orientationローレットろーれっと滚花加工roulete成 形 不 良(成 形 不 良、molding defective)あばたあばた陥坑、粗糙crater,pit泡(あわ)あわ暗泡、空泡、气泡bubble糸ひきいとひき蜘网筒子stringness色ムラいろむら色相、着色color shadingウエルドマークうえるどまーく熔合痕weld markウエルドラインうえるどらいん熔合纹weld lineかじりかじり咬、咬住、卡住scufing,galling過剰充填かじょうじゅうちん过充填over packing型くずれ、ぐいちかたくずれ、ぐいち错箱、合模错位、模具変移miss matching型ずれかたずれ错箱、错位、偏芯mold shift片減りかたへり偏向毁(磨)損swaying defacement型きずかたきず磨損、模型仿損mold mark気泡きほう气泡bubble亀裂(クラック)(きれつ)龟裂crack銀条ぎんじょう银丝纹、银线、丝线silver streakくもりくもり雾状hazeクレーターくれーたー陥坑craterゲートマークげーとまーく浇口痕迸gate mark光沢こうたく光泽gloss黒条黑条线black streak,brown streakコールドスラグこうーるどすらぐ冷块cold slugコールドフローこうーるどふろー冷形変cold flowサーマルストレスクラッキングさーまるすとれすくらっきんぐ热应力龟裂thermal stress cracking(TSC)ジェッティングじぇってぃんぐ凝纹jitting充填不足、ショートシュットじゅうtんぐ、しょーとしゅっと缺料、欠注short shot条こんじょうこん浆糊斑streakストレスクラックすとれすくらっく应力龟裂stress crackそりそり翘曲warp(ing),warpage退色たいしょく褪色discoloration,fading脱泡去泡defoaming,debubbleingたてバリたてばり纵溢量vertical flashつぶれつぶれ破坯、圧潰collaose波むらなみむら波纹wavinessぬれぬれ湿潤wetting剥がれはがれ剥落scaling白化はっか泛白blushing鼻だれはなだれ凝霜sinvelerバリばり溢料、滋料flash,finひけ、ひけマークひけ、ひけまーく凹痕、缩痕sink mark,shrink markヒズミひずみ应变strainひねりひねり搓、纹合twistひびひび微裂纹crazingピンホールぴんほーる针孔、针眼pin holeフローマークふろーまーく波痕纹flow markフローラインふろーらいん波程线、合流纹、接缝线flow lineフロストラインふろすとらいん冰冻线frost lineヘアクラックへあくらっく細裂纹hair crackヘアラインへあらいん发纹hair line変形へんけい形変deformation変色へんしょく変色discolorationボイドぼいど空隙voidポックマークぽっくまーく痘斑pock markまだらまだら斑点mottle焼けやけ燃焼点burn mark,buraced spot焼付きやきつき摩擦焼伤seizing離型不良はなれがたふりょう脱模不良mold release resistance割れわれ龟裂、豁裂crack,fissure湾曲わんきょく弯曲crook主要成形品使用部門(主要成形産品使用部門、main products)音響機器おんきょうきき音响设备sound apparatus家庭用品かていようひん家庭用具house hold articles玩具がんぐ玩具toy教具関連器材きょうぐかんれんきざい教学关联用具education connected materials雑貨ざっか杂货general cago自動車部品じどうしゃぶひん汽车部件automobile parts照明器具しょうめいきぐ照明器材liting impliment情報通信機器じょうほうつうしんきき信息通讯设备imformation and communication apparatus 電気製品だんきせいひん电气产品electritic products電化製品だんかせいひん电化产品electricition products事務関連機器じむかんれんきき办公关联设备office suolis複写(コピー)機器ふくしゃ(こぴー)きき复印机器copy apparatus文房具ぶんぼうぐ文具writing materials包装器材ほうそうきざい包装器材packing materialsコンテナーこんてなー容器、集装箱container反射板はんしゃばん反射板reflection plateフロンネルレンズふろんねるれんず菲氏透镜Frenel lens生 産 管 理・改 善(生产管理・改進、production control・improvement)価値分析かちぶんせき价値分析value analysis工程管理こうていかんり生产管理production control工程計画こうていけいかく工程進度計画construction program工程分析こうていぶんせき生产流线图分析process chart analysis工程流れ線図こうていながれせんず生产流向线图operation flow chart。
板牙ダイス、ガタ上弯曲冲针上曲げパンチ排样图レイアウト冲针弯曲セリ铰刀リーマ下弯曲冲针下曲げパンチ成形冲针成形パンチ(せいけい)驱动カム铣刀エンドミルカッタ范围、地域エリア鼠标マウス环保材クロムフーリ钻頭ドリル气压孔エアー抜き穴冲针弯曲时引起的伤セリキズ一模两取共取り(ともどり)间隙クリアランス、气压エアー抛光磨き(みがき)送料架アンコイラ-间隙板スペーサー压缩、凸打コイニング批量ロット(LOT)料架アンコイラーレベラ成形せいけい刻印刻印(こくいん)成形部品流程方向ロール目、 圧延方向冲针弯曲时引起的毛刺セリバリ镶块ブッシュ、入れ子部分交换駒(こま)交換(こうかん)接刀口マッチング(切り込み)闭模高度ダイハイト丝锥(攻丝)タップ切断面切断面(せつだんめん)防止旋转回り止めTAPE(型)タイプ吊装吊り(つり)测定基准測定基準(そくていきじゅん)单发単発(たんぱつ)带台肩的固定销段付きノックピン(だんつき)吊装螺丝つりボルト素材素材(そざい)顺送順送(じゅんそう)反弹スプリングバック砂轮砥石(といし)弓状的曲线ソリ塑胶モールド下孔下穴(したあな)攻丝板手タップハンドル椭园楕円(だえん)淬火焼き入れ(やきいれ)拉深絞り(しぼり)六角板手六角レンチ(ろっかく)打痕打痕(だこん)回火焼きもどし垫片シム(シックネス)螺丝ネジ、キャップボルト脱脂脱脂(だっし)锉ヤスリ平行、直线ストレート小螺丝サイメネジ窒化处理タフトライト処理(しょり)回火后,韧性加强焼きなまし冲程ストローク基米螺丝セットスクリュー正面ダレ突起(比平打抵)ヒットホーム锐角エッジ内六角螺丝ボルト后面裏(うら)压筋セレーション角コーナー下模固定螺丝下型止めネジ根元根元(ねもと)导正销パイロット膨胀ぼぅちゅぅ镶块固定螺丝ブッシュ止めネジ先端先端(せんたん)导正销、定位针パイロットピン、ガイド螺丝帽的躲避座ぐり(ざ)螺栓ボールト、ボルト破断面破断面(はだんめん)第一个最长的导正销ファーストパイロット头、帽(冲针)カサ螺母ナット除毛刺研磨、打磨バレル研磨(けんま)短导正销パイロットショート下死点下死点(かしてん)弹簧スプリング冲压方向抜き方向长导正销パイロットロング铆接カシメ细弹簧コイルスプリング躲避逃げ(にげ)导正孔パイロット穴压缩、凸打コイニング研磨研磨(けんま)躲避孔逃げ穴 翻边孔、BR孔バーリング矫正矯正(きょうせい)光学研磨プロファイル波线部分波線部(はせんぶ)刃口刃先(はさき)活动块シェッター线切割ワイヤ-カット冲压加工プレス加工(かこう)弯曲顶料块ハライ镶块角为R1ブッシュコーナーR1锯床コンターマシン平行性平行性(へいこうせい)零散、散乱バラツキ型腔深度为10mm掘り込みブッシュ10mm车床旋盤(せんばん)平面性平面性(へいめんせい)末成形冲针ブランクパンチ校平机レベラ铣床フライス凹凹み(へこみ)程序プログラム销定杆ロックレベー摇臂钻床ボール盤(ばん)变形変形(へんけい)加强层補強リブ(ほきょう)滑块スライド油石オイルストーン变更変更(へんこう)型腔掘り込み(ほりこみ)滑板スライド板定位销(固定销)ノックピン材料转送机ホイスト冲压机的定盤ボルスター滑牙バカ穴冲针パンチ千分尺マイクロメ-タ-不成形工程アイドルステージ板中心プレートセンター放电机放電機(ほうでんき)千分尺マイクロ组装品アッセンブル(ASSY品)制品製品顶针、(顶料销)キッカピン、(押しピン)弯曲角度曲げ角度(まげかくど)防止上浮浮き上がり防止样品サンプル顶针、(顶料销)バタツキ防止ピン内角曲げコーナー伸展率伸び纳品納品(のうひん)上模座上型ダイセット平フラット胶棒ウレタン整理号码整理番号(せいりばんごう)冲针垫板パンチバッキングプレート半打半打ち(はんうち)送料高度送り線高さ两枚组合二枚合せ(にまいあわせ)冲针固定板パンチプレート面打面打ち参数、设定值オフセット扭矩トルク冲针固定板植え込み(うえこみ)平打平打ち(ひらうち)小缺口チッピング手册マニュアル上模垫板ストリッパーバッキングプレート重打重ね打ち压、砸潰し(つぶし)断开、切断スチッチオフ上模导板ストリッパ-プレート毛刺バリ、カエリ砂纸サンドペーパー弹块ノックアウト下模导板ダイプレート、ダイ竖着的毛刺縦バリ(たて)磨砂机サンドミル装饰飾る(かざる)下模メ型横着的毛刺横バリ(よこ)砂箱サンドボックス铁锤ハンマ下模垫板ダイバッキングプレート收藏拒ラック升降机ホイスト钻石粒、(用开研磨)ボルト下模座下型ダイセット最后断切面最終切断面(さいしゅうせつだんめん)起重机、吊车クレーン休止ホールト材料板(料带)スケルトン自然R自然R(しぜん)钢缆、钢丝绳ワイヤロープ用铣石笔修砂轮砥石(といし) ドレッシング材料材料(ざいりょう)斜线部斜線部(しゃせんぶ)、ハンチング升降机、电梯、吊车リフト工具、刀具ツール导料销ガイドレール(リフタ)裂纹クラック升降机、小型起重机リフター挡块板つきあて线切割冲针ワイヤーパンチ防止下落落下防止(らっかぼうし)(车床上的)卡盘、夹盘チャック转换、转变スチッチオーバー小导柱サブガイドポスト攻丝模具ロケーション服装、装饰ドレッシング料把ランナ顶料块材料上げ传送带ベルトコンベヤー电磁盘電磁(でんじ)チャック突起ヒットホーム磨床グラインダー皮带打磨机ベルトサンダー磨光机打磨机サンダー麻布ぅエステ磨床研削盤(けんさくばん)金刚石锉刀ダイヤモンドャスリ研磨机、磨床ラッピングマシン天然水シンナ-幅宽 送量 板厚: 巾 ピッチ 板厚碎片废料スクラップ研磨、磨擦、研磨机ラッビング擦伤かじる承认承認(しょうにん)卡片カード检查チェック优柔寡断優柔不断(ゆうじゅうふだん)正面图正面図(しょうめんず)多轴玫丝多軸(だじく)扣除差し引く(さしひく)尼龙套プぅロシク撬棒梃(てこ)绘图机ドラフター扣除天引きする(てんびき)糊胶水ロックタイト叉车パワーリフタ-带台肩的固定销段付き(だんつ)ノックピン试作試作(しさく)V形折弯薬研曲げ(やげんまげ)紧急緊急(きんきゅう)图纸号码図番(ずばん)吊车ホークリフト斜面テーパ选别選別(せんべつ)务必接触密着の事(みっちゃく)加强层補強リブ(ほきょう)取货单和发货票伝票(でんぴょう)纳期納期(のうき)材质材質(ざいしつ)QC工程表QC工程表(こうていひょう)同时切断同時抜き(どうじぬき)不可形成园角R付け不可(ふか)最小值最小値(さいしょうち)极小的事情極小の事(きょくしょう)同轴棒通しピン孔径穴径(あなけい)最大值最大値(さいだいち)有无裂纹,损坏亀裂、破損、無き事(きれつ、はそん)通过通り油付在上面油付着(あぶらふちゃく)材料放置处材料置き場(ざいりょうおきば)形状形状(けいじょう)停止止まり不规则园孔異形穴(いけいあな)作业区作業区(さぎょうく)限度样本限度サンプル(げんど)体育埸、货埸トラック板厚板厚(いたあつ)作业要领书作業要領書(ようりょうしょ)现品票現品票(げんぴんひょう)取数取り数受入检查受入検査(うけいれけんさ)作成年月日作成年月日(さくせいねんがっぴ)包装梱包(こんぽう)光滑的事情滑らかな事(なめらか)后面裏面(うらめん)左右对称左右対称(さゆうたいしょう)担当担当(たんとう)日常检查日常検査(にちじょうけんさ)搬运運搬(うんぱん)治具治具(じぐ)标准书チェックシート表面表面(ひょうめん)A部详细A部詳細(しょうさい)贴纸表示シール表示备注チャート記号(きごう)品质管理课品質管理課外观外観(がいかん)重要尺寸重用寸法(じゅうようすんぽう)注意事项注記(ちゅうき)初品检查初品検査(しょひんけんさ)外形外径(がいけい)出货出荷(しゅっか)测定值的书写格データ様式(ようしき)品名品名(ひんめい)改订理由改定理由(かいていりゆう)出库出庫(しゅっこ)数量数量(すりょう)对称尺寸振り分け寸法(ふりわけすんぽう)频度确认確認頻度(かくにんひんど)主任主任(しゅにん)管理项目管理項目(かんりこうもく)保管保管(ほかん)科长課長(かちょう)LOT构成LOT構成(こうせい)关连尺寸関連寸法(かんれんすんぽう)主要设备重要設備模具金型(かながた)参照右图右図参照(ゆうずさんしょう)机种名称機種名(きしゅめい)伤痕傷(キズ)平时常時(じょうじ)。
日本丰田汽车模具技术激发中国模具业危机意识目前,越来越多的外资企业看到日益发展的中国模具市场,纷纷进入到中国模具市场,很多国际知名的汽车模具、冲压模具、注塑模具企业也都陆续进入中国,且进入中国市场的力度非常迅猛,速度也非常快。
近年来,日本丰田和中国一汽集团联手投资高达5000万美元的汽车模具工厂在天津经济技术开发区建成并投入运营,意味着天津的模具制造水平跻身世界顶尖行列的同时,更拉开了在中国生产的汽车模具开始供应丰田全球工厂的序幕。
丰田汽车模具技术激发中国模具业危机意识丰田模具技术开辟模具领域新纪元丰田汽车公司的模具设计与制造工艺属世界一流水平,它的管理和技术有许多独到之处。
丰田汽车北美工程及制造公司与日本汽车公司一直致力于帮助确保其公司在美国的模具制造业务,并为丰田的供应商提供具有全球竞争力且价格最好的汽车模具。
同时,汽车OEM表示愿意真正的帮助丰田汽车的供应商获得成功,因此成为丰田汽车的供应商是一个令人垂涎的位置。
一直以来丰田汽车将目标定位于向供应商提供具有全球竞争力的模具。
丰田汽车工程与制造公司北美公司(toyota Motor Engineering & Manufacturing North America,简称TEMA)采购总裁杰弗里卢卡斯表示,丰田专门成立了采购成本分析组(PTCAG),这样做的目的是确保供应商在丰田汽车可以购买到价格合理且质量有保证的模具。
目前,丰田汽车在北美占有75%的市场份额。
我想帮助北美的供应商成为具有全球竞争力水平的企业,卢卡斯说。
据悉,丰田的模具技术在日本的模具厂家中是十分突出的,无论是实力、效率及技术都不愧为世界一流水平。
通过对丰田的了解可以看出,世界汽车模具制造技术正在向这些方向发展:计算机前的操作逐步代替现场操作,以高精度加工代替人的手工劳动,模具的设计、制造高度标准化,单件生产方式向流水线式生产方式发展等等。
丰田模具技术引导汽车模具发展动向由近几年的发展看到,发达国家的汽车模具行业似乎在萎缩。
中日“匠人精神”对比研究作者:张美航来源:《大观》2017年第02期摘要:时代呼唤“匠人精神”,现实需要“匠人精神”。
文章讲述了中日匠人精神的对比与中国如何继续传承。
从中国制造到中国创造再到中国智造,同样也需要这样的“匠人精神”,只有这样,我们的企业才能在时代的洪流之中挺立而不倒!只有这样,中国的传统才会百年传承!关键词:匠人;职人;传承;非物质文化遗产;百年老字号;中国智造何谓“匠人精神”?无论世界再吵杂,匠人的内心绝对是安静的,这些背后所隐含的是——专注、技艺与对完美的追求。
具体来说,“匠人精神”就是对工作执着、对所做的事情和生产的产品精益求精、精雕细琢的精神。
匠人精神首重人品,其次才是专业技能。
古先圣贤认为,成人之大本,一曰:发心。
二曰,愿力。
成大人成小人全看发心,成大事成小事都在愿力。
把简单的事情做到极致,功到自然成。
在中国,我们所说的匠人精神并不是舶来品,《庄子》中就有记载了一个“庖丁解牛”的故事,这故事告诉人们一个道理,做任何事要做到心到、神到、就能达到登峰造极、出神入化的境界。
在日本,匠人精神更是一脉相承。
有人,做寿司做一辈子。
有人,煅刀做一辈子。
也有人,把祖辈留下的手艺,传承下来,做到了极致。
时代发展到今天,我们在追求科技现代的路途中,古老的匠人似乎离我们越来越远,反而是日本世世代代传承的故事在刺激着我们追寻传统技艺的心灵。
那么,中日匠人精神的现状以及其形成原因在于什么呢。
一、中日匠人精神现状对比(一)中国的百年老字号一说到匠人精神,很多人可能首先想到日本德国。
其实在中国也有很多具备匠人精神的人和品牌,比如老字号“全聚德”“同仁堂”“内联升”等,不也有百年传承的匠人吗?但在浮躁的现代,这种沉淀心性的传承似乎变得无比困难,于是中国的百年老字号也不断陷入桎梏。
老济南人最熟悉的一家老号当属“宏济堂”,也就是电视剧《大宅门》里面白景琦在济南开的那一家药号,实际上是同仁堂第十二代乐镜宇在济南开设的药厂,主要做的是阿胶,收入占到整个乐氏家族的三成以上。
中日汽车产业海外发展的差异比较与几点启示【摘要】中日汽车产业在海外发展存在着诸多差异,从市场规模、品牌知名度、战略规划、技术创新到国际竞争力等方面都有着显著差异。
本文通过对中日汽车产业海外发展的比较研究,提出了一些启示:一是借鉴日本汽车企业成功的经验,学习其高效管理和产品质量控制方法;二是加强中国汽车企业的技术创新能力,推动自主品牌的国际化发展;三是拓展中日汽车产业合作的新领域,共同应对国际市场的挑战。
通过对中日汽车产业海外发展的差异比较及启示,可以为中国汽车产业的国际化发展提供有益的借鉴和指导。
【关键词】中日汽车产业、海外发展、差异比较、市场规模、知名度、海外战略、技术创新、国际竞争力、表现、经验借鉴、技术创新能力、合作拓展。
1. 引言1.1 概述汽车产业海外发展的重要性汽车产业是各国经济的重要支柱,也是全球产业链中的关键一环。
随着全球化的深入发展,汽车产业海外发展变得愈发重要。
海外市场的扩张不仅可以带来更多销售收入和利润,还有助于提升企业的品牌知名度和国际竞争力。
对于中日两大汽车产业而言,海外发展更是不可或缺的战略选择。
在全球市场上,汽车产业的竞争日益激烈,各国汽车企业都在竞相争夺市场份额和资源。
海外市场的开拓成为企业持续发展的必由之路。
通过海外发展,企业可以实现规模效益、降低成本、拓展销售渠道,进一步促进技术创新和产业升级。
在这样的背景下,比较中日两国汽车产业在海外发展的差异也具有重要意义。
中日两国在汽车产业方面具有较强的实力和潜力,但在海外市场的表现和策略却存在一定差异。
通过比较中日汽车产业的海外发展,可以发现彼此之间的优劣势,在经验交流和学习的基础上,为未来的发展提供借鉴和启示。
深入研究中日汽车产业海外发展的差异比较,有助于我们更好地把握全球汽车产业的发展趋势,提升企业的竞争力,促进产业全面升级。
1.2 提出中日汽车产业海外发展的差异比较的话题中日汽车产业在海外市场的发展各有特色,两国汽车产业的差异比较也备受关注。
普遍认为日本模具已落后中国模具经过30多年的追赶,中国模具行业正处在一个临界点上,模具企业的客户间关系模式将发挥决定性影响力。
日本模具企业正在不断通过与模具用户合资的方式,来蚕食中国模具企业的市场份额。
2005年底,一部名为《中日对决——制造工艺人的攻防战》的纪录片在日本引起了强烈的反响,该片讲述了日本模具行业在“中国制造”兴起的过程中所受到的冲击,以及日本模具从业者应对的措施。
该片在日本模具行业引起的反馈信息说,日本同行对比两国的精密接插件和半导体生产技术,普遍认为日本的水平已经落后于中国同行。
资深行业评论家罗百辉指出:模具行业是制造业的根基,中日两国对待模具行业的态度,决定了两国制造业的未来。
中国模具赶超日本2005年的日本东京大田区是日本重要的中小模具企业的聚集地之一。
现在,大田区规模较大的工厂纷纷迁往中国,以利用当地廉价得多的劳动力。
到了2007年,产业空心化的征兆开始表现出来,区内超过1/3的企业受到廉价中国劳工带来的影响,不得不选择歇业停产或者干脆倒闭。
不少倒闭的工厂现在都成了房地产开发的工地。
这些日本模具行业衰落的现象,正是由于日本模具消费企业纷纷转向中国,购买价格低廉的中国模具造成的。
根据统计,自从1998年达到18700亿日元的高峰之后,日本模具行业的销售额就持续不断地下降,到2006年这一数字只有4100亿日元,是1998年的1/5多一点。
另外,与高峰期相比,2006年时日本模具厂商数量约减少8.5%,从业人员约减少30%,产值衰退率达11%。
东京大田区模具企业的困境,正是日本模具行业现状的生动写照。
与日本形成鲜明对比的是,中国模具行业自20年前就开始了前所未有的高速增长。
其中,1996——2002年间,中国模具制造业的产值年平均增长14%左右。
2003年,这一数字更是达到了惊人的25%。
到现在,按照产值来计算,2006年中国模具销售额为720亿元,已经成为世界第三大模具制造国,仅次于美国和日本。
近年,受面向中国的出口大幅下降等因素影响,目前日本经济处于衰退状态,生产和消费都陷入低迷。
日本模具产业也是如此,随着模具产值逐年减少,模具的年需求降到4100亿日元左右,专家认为,日本员越减少了30%,产值衰退率达11%左右。
另外,基于亚洲其他国家和地区模具工业大规模发展,无论成本或技术竞争力的增强,迫使日本模具价格下降了约20%左右。
日本模具的总产值中,塑料模具产值6428亿日元,占第一位,约占模具总产值的的38.8%。
塑料模具应用于多种产业,今年来特别是在高速增长的信息技术产业发展迅速,但仍无法改变模具产业衰退趋势。
汽车?半导体等产业的主要客户外移,使得日本的模具产业也不得不将经营中心转向海外。
而技术高科技化?品质要求日趋严格等因素,更使日本模具产业雪上加霜。
为摆脱这困境,专家建议,除在高精密加工技术方面多下功夫外,如何与一般模具加以区别,并创造高附加值的加工产品是日本模具业的努力方向,这也是亚洲其他国家和地区面临的新课题模具产业已到了非改革不可的地步。
日本的模具产能约占全球的40%,居世界第一位。
不过从2000年产值达到1.87万亿日元的高峰后,就呈现衰退的局面。
模具厂在不景气中淘汰出局的情况屡见不鲜,生产厂家、从业人员、业务规模都明显萎缩。
本文来源:。
我国模具工业与国际先进水平相比,由于在理念、设计、工艺、技术、经验等方面存在差距,因此在企业的综合水平上特别是产品水平方面就必然会有差距。
差距虽然正在不断缩小,但从总体来看,目前我们还处于以向先进国家跟踪学习为主的阶段,创新不够,尚未到达信息化生产管理和创新发展阶段,只处于世界中等水平,仍有大约10年以上的差距,其中模具加工在线测量和计算机辅助测量及企业管理的差距在15年以上。
管理水平、设计理念、模具结构需要不断创新,设计制造方法、工艺方案、协作条件等需要不断更新、提高和努力创造,经验需要不断积累和沉淀,现代制造服务业需要不断发展,模具制造产业链上各个环节需要环环相扣并互相匹配。
面对差距,我们既要努力追赶,更要开创自己的发展道路。
综合水平的差距最终都会反映到模具产品中可以量化和感知的具体指标上。
综合我国各类模具情况,与国外先进水平的差距主要表现为:模具使用寿命低30%~50%(精冲模寿命一般只有国外先进水平的1/3左右),生产周期长30%~50%,质量可靠性与稳定性较差,制造精度和标准化程度较低,等等。
与此同时,我国在研发能力、人员素质、对模具设计制造的基础理论与技术的研究等方面也存在较大差距,因此造成在模具新领域的开拓和新产品的开发上较慢,高技术含量模具的比例比国外也要低得多(国外约为60%左右,国内不足40%),劳动生产率也要低许多。
主要问题存在的主要问题大致有如下方面:
⑴研发及自主创新能力薄弱。
基础差、能力不足、投入少、不够重视、缺乏长期可持续发展观念等都是造成模具产品及其生产工艺、工具(包括软件)、装备的设计、研发(包括二次开发)及自主创新能力薄弱的重要原因。
⑵企业管理落后于技术的进步。
管理落后主要体现在生产组织方式及信息化采用方面。
国内虽然已经有不少企业完成了从作坊式和承包方式生产向零件化现代生产方式的过渡,但沿用作坊式生产的小企业还不少;已实行零件化生产的企业中只有少数企业采用了信息化管理,且层次也还不高。
行业和企业的专业化水平都比较低,企业技术特长少。
⑶数字化信息化水平还较低。
国内多数企业数字化信息化大都停留在CAD/CAM的应用上,CAE、CAPP尚未普及,许多企业数据库尚未建立或正在建立;企业标准化生产水平和软件应用水平都低,软件应用开发跟不上生产需要。
⑷标准和标准件生产供应滞后于模具生产的发展。
模具行业现有的国家标准和行业标准中有不少已经落后于生产(有些模具种类至今无国标,不少标准多年未修订);生产过程的标准化还刚起步不久;大多数企业缺少企标;标准件品种规格少,应用水平低,高品质标准件还主要依靠进口;为高端汽车冲压模具配套的铸件质量问题也不少,这些都影响和制约着模具生产的发展和质量的提高。
日本的模具产能约占全球的40%,居世界第一位,每年向国外出口大量模具。
现在模具市场竞争日趋激烈,因此日本模具业也在努力降低生产成本。
模具行业是人力成本较高的行业,日本的人力成本是中国及东南亚地区的十几倍,而人力成本中有70%以上是非核心技术人员。
因此,现在日本模具业正逐渐将技术含量不高的模具转向人力成本低的地区生产,只在本国生产技术含量较高的产品。
其次是日本使用模具的主要企业有加快向国外转移的趋势,这使日本本国模具使用量减少。
同模具业一样,机电企业也为了降低成本向海外扩展,所需的中低档模具开始转而使用价格更低的当地模具。
为此,日本模具业更加快了在海外发展模具厂的步伐。
现在日本的模具价格与1998年相比约下降了20%左右,但这正是日本向海外扩建模具生产基地后的结果,这无疑增强了日本模具在世界市场上的竞争力。
所以,日本依然是世界模具生产强国,其利润并未萎缩,而是透过向海外转移使模具业拥有了更强的竞争力。
模具工业是国民经济的重要基础工业之一。
模具是工业生产中的基础工艺装备,是一种高附加值的高精密集型产品,也是高新技术产业化的重要领域,其技术水平的高低已经成为衡量一个国家制造业水平的重要标志。
国际模具制造行业发展特点分析据各国报导,模具工业在欧美等工业发达国家被称之“点铁成金”的“磁力工业”,如今世界模具工业的发展速度超过了新兴的电子工业,已实现了模具专业化、标准化和商业化,因而深受赞誉。
美国工业界认为“模具工业是美国工业的基石”,日本称模具工业为“进入富裕社会的原动力”,在德国,被冠之以“金属加工业中的帝王”之称号,而欧盟一些国家称“模具就是黄金”,新加坡政府则把模具工业作为“磁力工业”,中国模具权威称为“模具是印钞机”。
可见模具工业在世界各国经济发展中具有重要的地位。
模具技术已成为衡量一个国家产品制造水平的重要标志之一。
从资料获悉,目前,美国、日本、德国等发达国家的模具总产值都已超过机床总产值。
模具技术的进步极大地促进了工
业产品的生产发展,模具是“效益放大器”,用模具生产的最终产品的价值将超过自身价格的几十倍乃至上百倍及上千倍。
20世纪80年代以来,国民经济的高速发展对模具工业提出了越来越高的要求,同时为模具的发展提供了巨大的动力。
这些年来,中国模具发展十分迅速,模具工业一直以15%左右的增长速度快速发展。
振兴和发展中国的模具工业,日益受到人们的重视和关注。
“模具是工业生产的基础工艺装备”已经取得了共识。
目前,中国有17000多个模具生产厂点,从业人数约50多万。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其他各类模具约占11%。
近年来,中国模具工业企业的所有制成分也发生了变化。
除了国有专业厂家外,还有集体企业、合资企业、独资企业和私营企业,他们都得到了迅速的发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多研究机构和大专院校也开展了模具技术的研究与开发。
赋有“模具之乡”的浙江宁波和黄岩地区是现今我国规模最大的两个地方;广东地区也渐渐掀起了开建模具厂的浪潮;其中科龙、康佳等集团纷纷建立了自己的模具制造中心;中外合资或是外商独资形式的模具企业现也有几千家。
进入21世纪,在经济全球化的新形势下,随着资本、技术和劳动力市场的重新整合,中国装备制造业在加入WTO以后,将成为世界装备制造业的基地。
而在现代制造业中,无论哪一行业的工程装备,都越来越多地采用由模具工业提供的产品。
为了适应用户对模具制造的高精度、短交货期、低成本的迫切要求,模具工业正广泛应用现代先进制造技术来加速模具工业的技术进步,这是各行各业对模具这一基础工艺装备的迫切需求。