焊接符号大全
- 格式:doc
- 大小:1.26 MB
- 文档页数:22
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
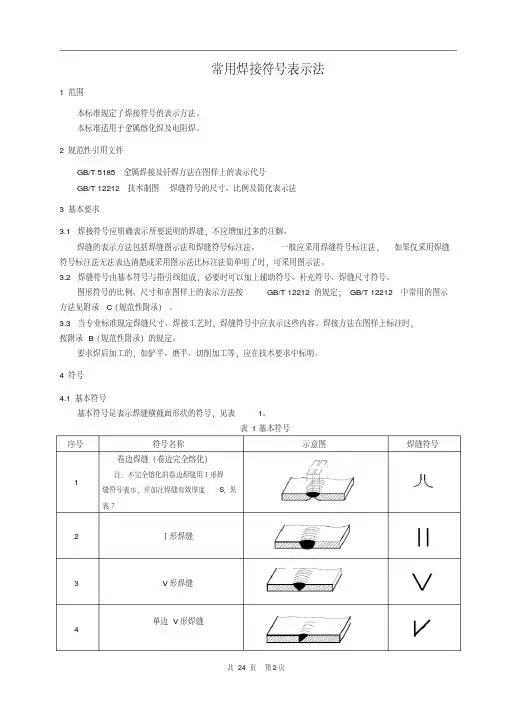
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
焊接符号代码1 电弧焊11 无气体保护电弧焊111 手弧焊112 重力焊113 光焊丝电弧焊114 药芯焊丝电弧焊115 涂层焊丝电弧焊116 熔化极电弧点焊118 躺焊12 埋弧焊121 丝极埋弧焊122 带极埋弧焊13 熔化极气体保护电弧焊131 MIG 焊:熔化极惰性气体保护焊(含熔化极Ar 弧焊) 135 MAG 焊:熔化极非惰性气体保护焊(含CO2 保护焊) 136 非惰性气体保护药芯焊丝电弧焊注:FCAW137 非惰性气体保护熔化极电弧点焊14 非熔化极气体保护电弧焊141 TIG 焊:钨极惰性气体保护焊(含钨极Ar 弧焊)142 TIG 点焊149 原子氢焊15 等离子弧焊151 大电流等离子弧焊152 微束等离子弧焊153 等离子弧粉末堆焊(喷焊) 154 等离子弧填丝堆焊(冷、热丝)155 等离子弧MIG 焊156 等离子弧点焊18 其它电弧焊方法181 碳弧焊185 旋弧焊2 电阻焊21 点焊22 缝焊221 搭接缝焊223 加带缝焊23 凸焊24 闪光焊25 电阻对焊29 其它电阻焊方法291 高频电阻焊3 气焊31 氧-燃气焊311 氧-乙炔焊312 氧-丙烷焊313 氢-氧焊32 空气-燃气焊321 空气-乙炔焊322 空气-丙烷焊33 氧-乙炔喷焊(堆焊) 4 压焊41 超声波焊42 摩擦焊43 锻焊44 高机械能焊441 爆炸焊45 扩散焊47 气压焊48 冷压焊7 其它焊接方法71 铝热焊72 电渣焊73 气电立焊74 感应焊75 光束焊751 激光焊752 弧光光束焊753 红外线焊76 电子束焊77 储能焊78 螺柱焊781 螺柱电弧焊782 螺柱电阻焊9 硬钎焊、软钎焊、钎接焊91 硬钎焊911 红外线硬钎焊912 火焰硬钎焊913 炉中硬钎焊914 浸沾硬钎焊915 盐浴硬钎焊916 感应硬钎焊917 超声波硬钎焊918 电阻硬钎焊919 扩散硬钎焊923 摩擦硬钎焊924 真空硬钎焊93 其它硬钎焊方法94 软钎焊941 红外线软钎焊942 火焰软钎焊943 炉中软钎焊944 浸沾软钎焊945 盐浴软钎焊946 感应软钎焊947 超声波软钎焊948 电阻软钎焊949 扩散软钎焊951 波峰浇注软钎焊952 烙铁软钎焊953 摩擦软钎焊954 真空软钎焊96 其它软钎焊方法97 钎接焊971 气体钎接焊972 电弧钎接焊2014-10-22。
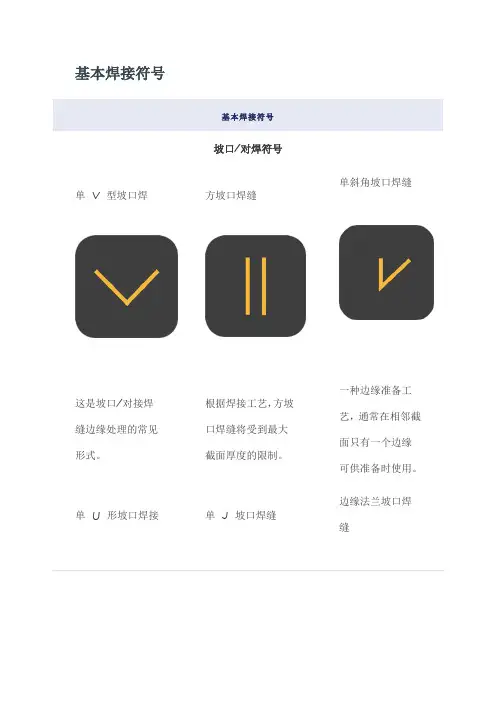
基本焊接符号单V 型坡口焊这是坡口/对接焊缝边缘处理的常见形式。
方坡口焊缝根据焊接工艺,方坡口焊缝将受到最大截面厚度的限制。
单斜角坡口焊缝一种边缘准备工艺,通常在相邻截面只有一个边缘可供准备时使用。
基本焊接符号如果截面厚度大于12 毫米,则使用这种类型的焊接来限制所需焊接金属的数量。
如果型材的厚度大于16mm,并且只有相邻型材的一个边缘可供准备,则使用这种类型的焊缝来限制所需焊接金属的数量。
根据ISO 标准,它说明了具有凸起边缘的板之间的坡口焊缝。
根据AWS 标准,它展示了法兰凹槽接头上的边缘焊缝。
角部法兰坡口焊缝带宽根面的单V型坡口焊缝带宽宽根面单坡口焊缝宽基本焊接符号它展示了带有一个凸起边缘的坡口焊缝板。
根面的单V 型坡口焊缝的ISO 标准符号。
根面单坡口焊缝的ISO 标准符号。
尽管ISO 2553中提到了这两种情况,但最好还是避免使用。
扩口V 型坡口焊缝AWS 标准符号,用于说明由两个曲扩口斜角坡口焊缝一种AWS 标准符号,用于说明由一陡峭侧面V 型坡口焊缝陡峭侧面V 型坡口焊缝的ISO 标陡峭侧面斜角坡口焊缝陡峭侧面斜角坡口焊缝的ISO 标准符号,坡口角度为15 – 30⁰,用于边缘准备。
基本焊接符号角焊缝的符号,是最常用的焊接类型。
如果没有指定,则腿长相等。
说明边缘焊缝,通常仅沉积在一侧。
一种使用完全充满焊接金属的圆形或细长孔形成重叠接头的焊接类型。
电弧点焊电阻点焊电阻缝焊缝基本焊接符号点焊是在单个点使用高热量输入进行的。
符号说明了从接头一侧进行的电弧点焊。
符号用于说明电阻点焊,需要从两侧进行操作。
点焊通常是指电阻点焊。
焊与点焊类似,但它不是单点焊接,而是以线性形式进行。
该符号表示电阻缝焊,需要从接头两侧进行操作。
弧形缝焊符号用于说明弧形缝焊,仅从接头的一侧进行焊接。
缝焊通常采用电阻缝焊,而很少使用电堆焊顾名思义,该符号的箭头线指向要涂敷焊缝金属的整个表面。
补充焊接符号补充焊接符号用于提供有关焊接接头的附加信息。
焊接符号大全(详解).doc:一、焊接符号焊接符号是在图纸上用于表示一种焊接方法的标志和信息,所用焊接符号以及符号中包括的信息体现了图纸上给定的焊接要求,准确理解焊接符号,是熟练掌握图纸技术要求的必备条件。
1.飞机焊接符号飞机焊接符号是按照国际公认标准,专为飞机设计的焊接符号系统。
飞机焊接符号由两部分组成,一部分是符号,它代表了相应的焊接方法,圈的大小、位置、线的粗细、号码的大小、方向等特征约定表达不同的焊接方法;另一部分是文字,其中包括具体的焊接方法、热处理和焊件质量等,主要用于辅助飞机焊接符号的理解。
2.焊接符号的主要内容(1)焊接方法符号:决定焊接方法的标志性图形,例如焊缝的形状(直焊缝、弧焊缝等),交叉点的标记等,并附有关联的参数和要求;(2)焊接工艺符号:表示焊接工艺要求的符号,能够表明温度及时间要求、焊接参数的范围和调整要求,这些符号在焊缝符号之下或之上;(3)备注符号:标记焊缝强度要求、热处理要求、清孔或者气压要求等,备注符号需放在焊接符号的右侧;(4)补充符号:表示其他说明性信息,可能有焊性试验、打磨要求、夹件表面保护等,补充符号需放在焊接符号右侧。
焊接符号由四个部分组成:焊接方法符号、焊接工艺符号、附录备注符号和补充符号,分别位于图纸上不同的位置,各包括的内容不一样。
焊接方法符号是用来确定焊接方式的符号,包括焊缝的形状(直缝、斜缝等)、收口方式(弯头、弧头)、膛线(中央线、正常线)、配合面(相对应、两端、对楔)等,所有这些符号放在图纸上焊缝图形的中心右侧。
焊接工艺符号是表示焊接工艺要求的符号,并与焊接方法相关,可以表明每种局部或者全部的焊接工艺要求,如焊接电流、电压、速度等。
焊接工艺符号一般放在焊缝符号上或者焊缝符号下,由图文组合组成,标识各种焊接参数和特性,如电流类型、焊接速度、焊缝保护气氛和热处理要求等。
3.附录备注符号附录备注符号是表示特殊焊缝要求或者特殊工艺要求的符号,常用于表明焊缝强度、焊缝清理、热处理、清孔、热处理、打磨、阴焊等,可以是图形也可以是文字,一般放在焊接符号的右侧。
钢结构的焊接的符号含义大全
1.方框:表示焊接区域。
方框内部可出现其他符号来说明不同种类的
焊缝和连接方法。
2.直线:表示焊条或电极的位置,粗细不同代表不同的尺寸和类型。
3.尖角三角形:表示焊角度。
角度数字写在符号的中心。
4.圆角矩形:表示单面焊缝。
5.磨平:表示焊缝需要经过磨平处理。
6.两条平行垂直的直线:表示多道或多层焊接。
7.箭头:表示焊接的方向。
8.斜线:用于细化焊缝的起始和终止位置。
9.斜线加箭头:表示熔损位置。
10.数字或字母:用于表示焊缝的厚度、间距、尺寸或其他特殊要求。
11.斜线加数字/字母:表示多道焊缝的顺序。
12.字母N:表示非熔合焊缝。
13.冒号:表示焊接评级的全尺寸符号。
14.八字形:用于表示割缝。
15.折线:表示断线处有更多的焊接细节。
16.点状圆形:表示穿透焊缝。
17.实心圆:表示电弧的起始和终止点。
18.扇形:表示对焊缝进行机械清理。
19.波浪形:表示焊缝部位需进行防护或保温处理。
20.矩形框里的两条平行直线:表示通长焊缝。
这些是常见的钢结构焊接符号及其含义。
然而,要理解特定工程图纸
上的焊接符号,还需要参考相关的焊接标准和规范,因为不同国家和行业
的要求可能会有所不同。
总结起来,焊接符号是钢结构焊接工作中的重要组成部分,通过这些
符号可以准确地表示焊缝的位置、尺寸、形状和特殊要求。
掌握这些符号
并能正确阅读焊接图纸对于确保焊接过程的质量和符合设计要求至关重要。
焊接标识符号大全焊接标识符号是在焊接过程中使用的一种标识符号,用来表示焊缝的类型、形式、尺寸及其它相关信息。
在焊接作业中,使用标识符号可以减少误操作,提高工作效率,降低出错率,保证焊接质量和安全等方面的要求。
本文将为大家介绍几种常见的焊接标识符号及其相关参考内容。
一、焊缝类型符号1. 直缝焊缝(I型缝)符号:I意义:表示焊缝的类型为直缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》2. 环缝焊缝(O型缝)符号:O意义:表示焊缝的类型为环缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》3. 线脚焊缝符号:T意义:表示焊缝的类型为线脚焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》4. 角焊缝符号:T意义:表示焊缝的类型为角焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》二、焊缝形式符号1. 朝上焊接(PA)符号:PA意义:表示焊接过程中焊缝的开口朝上。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》2. 朝下焊接(PC)符号:PC意义:表示焊接过程中焊缝的开口朝下。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》3. 垂直焊接(PF)符号:PF意义:表示焊接过程中焊缝的轴线垂直于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》4. 水平焊接(PH)符号:PH意义:表示焊接过程中焊缝的轴线水平于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》三、焊接尺寸符号1. 焊缝长度符号(L)符号:L意义:表示焊缝的长度尺寸。
参考内容:EN ISO 5832-2:2013《金属材料—植入式医疗器材》2. 焊缝厚度符号(t)符号:t意义:表示焊缝的厚度尺寸。
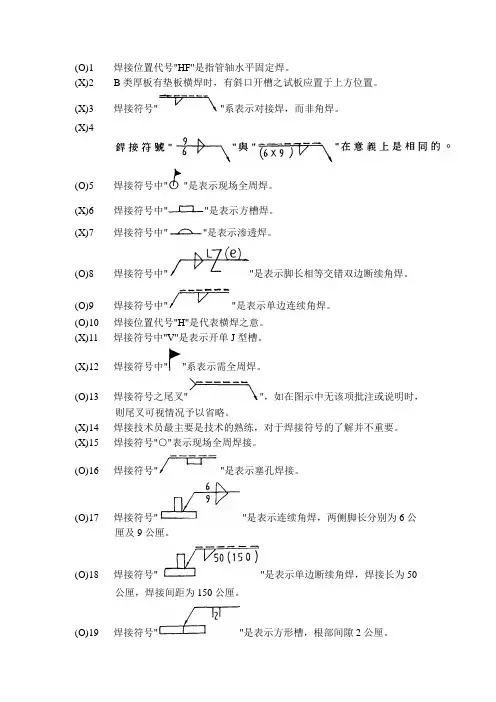
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
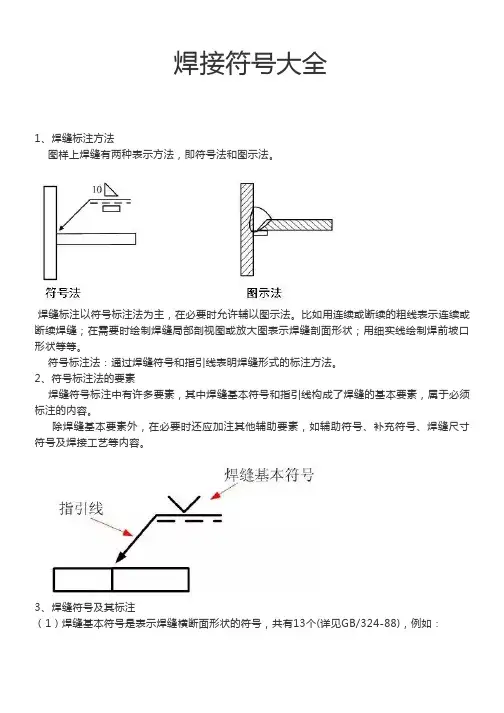
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
焊接标识符号大全焊接是一种常见的金属加工方法,用于将两个或更多金属工件连接在一起。
为了确保焊接质量和安全性,对于焊接过程和焊接接头,需要使用一些标识符号来进行标识和表达。
以下是焊接标识符号的大全,包括符号名称和其意义的相关参考内容。
1. 焊缝符号:- 直线- 竖线- 斜线- 弯曲线这些符号用于表示不同类型的焊接缝形状。
通过在这些线条上添加其他符号或箭头,可以进一步指示焊接过程中的具体要求。
2. 焊接位置符号:- 平焊位置- 横焊位置- 竖焊位置- 仰焊位置- 手工焊位置- 出板面上焊接- 钢面焊接这些符号用于表示焊接工件的位置和角度。
它们通常与焊接缝符号一起使用,以指示焊接的具体位置和方向。
3. 焊接材料符号:- 表示焊丝材料的符号- 表示焊剂材料的符号- 表示焊接母材的符号这些符号用于表示焊接过程中所使用的不同材料。
它们通常与焊接过程规范中的材料规格一起使用,以确保正确选择和使用焊接材料。
4. 焊接方法符号:- 手工电弧焊- 气焊- 氩弧焊- CO₂保护焊- 切割焊这些符号用于表示不同的焊接方法。
通过在焊接过程规范中指定使用的焊接方法,可以确保焊接质量和效率。
5. 焊接质量符号:- 焊接缺陷- 焊接连接- 焊缝形状这些符号用于表示焊接质量和缺陷。
焊接质量符号可用于标识焊接过程中出现的任何缺陷或问题,以便及时纠正和改进。
6. 焊接参数符号:- 焊接电流- 焊接电压- 焊接速度- 焊接温度这些符号用于表示焊接过程中的参数和条件。
它们通常与焊接工序表一起使用,以确保按照指定的参数进行焊接。
以上是焊接标识符号的大全,包括焊缝符号、焊接位置符号、焊接材料符号、焊接方法符号、焊接质量符号和焊接参数符号。
这些标识符号在焊接工艺中具有重要的作用,能够准确表达和传达焊接过程和要求,以确保焊接质量和安全性。
在实际应用中,需要遵循相应的标准和规范,以正确理解和使用这些标识符号。
AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance weldin g——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency se am welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊/> RSEW-MS——mash sea m welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——indu ction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonicsoldering——超声波钎。
焊接符号大全
丘版I 号 上歸炸接袴片
PPftj 蘭夷* WStHM in 区議为保協的II 母罩凡 用】惊播符号单応的也VT
城「【审眶.锂殆辰讦扳
嶽样并揖,基焊相点薛津厦
轉參于毁II 陡的■弘 碍必術瀚廉岬榨堆 wsa FM 却躺1W 中命罐与中匸朕冒炳)
—*(M )卷苛纯
-也焊、琳焊•槽弊
酬畀,开権呼."昨㈱诜岬摆出口尺寸 壇【ItVKLTf 辑忧叶克筑庙”弊修持片吨洽朮拳 疗強的丘厦上内
圈$耳車的焊金符号
4 ma HMM ¥聒城u 中綽戎u v^ttu JWU 坯门 单喇叭申 一丄L. j_■_ 4 7Z" 7一 ~7^~ 一— ■卞一 二壬二 …E_ 'K - ■ ■ 一吋 flfW ■盏诫槽悍 构坪府凸牌 悍 雌播接氏 K i_rn_ Q — ■臣 一 2 dlL =G - 丁一「 0 • Q 一 O :. ◎ □
小7
-[ZJ _
ttl 15昔iff眠極时需符号的例于
UIUIQ
Um?
^16阎陽符号
另■討畏触为M;转门
討匮焊城
弊缝就聞
符号
/底焊畔持号的应卯
号•丽討底JE旳*仍锻口或
打底焊it
幵号
订底弊捕
曲4啟面
Kig<¥
M
爪询财底衍的M册门
打巌弊雄畀号曲嵐用
f
e
u
l
w
r
rr号
图H 封底和仃底痒道的祥号
七X 4 笛£;£** 二袒
T a 畐--s ^s
申fe ffi 韭闵由蠹翹幺螺弱耀S:讯 、 、 E。
各种焊接符号与识图一•基本符号(共13种),常用:卜、H、0、V、1五种①角焊缝h ②I型焊缝丨丨③V型焊缝V④单边V型焊缝⑤带纯边V型焊缝⑥点焊缝0⑦塞焊缝或槽焊缝⑧卷边焊缝⑨带钝边单边V型焊缝⑩带钝边U型焊缝(11)带钝边的J型焊缝(12)封底焊缝—(13)缝焊缝二•符号在图样上的位置①指引线箭头线_基准线(实线)piLii-i■ ■ jai■■■■LII■ ■ ■■■irmaau■ inrmrua■ ra\基准线(虚线)接头B的箭头侧双角焊缝十字接头③箭头线位置箭头线相对焊缝的位置一般没有特殊要求,但在标注V、丫、J形焊缝时箭头线应指向带有坡口一侧的工作,必要时允许箭头弯折一次④基本符号相对基准线的位置V三•焊缝尺寸符号焊角尺寸K相同焊缝数量Nb.焊接在接头的箭头侧/ A/ xC.对称焊缝dV尸双面焊缝焊缝段数na.焊接在接头的非箭头侧熔接直径d焊缝长度l焊缝间距eP.H.K.h.s.r.c.d 基本符号)n*l(e)a . B .ba . B .bH.K.h.s.r.c.d(基本符号)n*l(e)bP.H.K.h.s.r.c.d 基本符号)n*l(e)NP.H.K.h.S.r.C.d 基本符号)n*l(e)注意:①焊缝横截面上的尺寸标在基本符号的左侧②焊缝长度方向上的尺寸标在基本符号的右侧③坡口角度、坡口面角度、根据间隙等尺寸标在基本符号的上侧或下侧④相同焊缝数量符号标在尾四•焊缝尺寸的标注示例①K丨(连续角焊缝)' 'n X(e)(断续角焊缝)③c n X(e)(塞焊缝,槽焊缝)④ d n >(e)⑤dCh >e)(点焊缝)⑥S1 1对接焊缝)★注意:1.确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上;2. 在基本符号的右侧无任何标注,又无其他说明时意味着焊缝在工件的整个长度上是连续的;3. 在基本符号的左侧无任何标注又无其他说明时,表示对接焊缝要完全焊透.五.钣金行业常见的焊缝:①角焊缝(连续及断续角焊缝)②塞焊缝及槽焊缝③点焊缝④对接焊缝。
焊接符号大全(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
常用焊接符号在焊接过程中,为了方便表达各种焊接方式、焊接接头形式和焊接参数等信息,常用一些焊接符号来表示。
本文介绍了一些常用的焊接符号,以便读者了解和掌握。
下面是本店铺为大家精心编写的3篇《常用焊接符号》,供大家借鉴与参考,希望对大家有所帮助。
《常用焊接符号》篇1一、焊接方式符号1. MIG 焊:MIG 焊是一种熔化极惰性气体保护焊,常用于焊接不锈钢、铝合金等材料。
其焊接符号为“MIG”。
2. TIG 焊:TIG 焊是一种熔化极惰性气体保护焊,常用于焊接不锈钢、铜合金等材料。
其焊接符号为“TIG”。
3. MAG 焊:MAG 焊是一种熔化极活性气体保护焊,常用于焊接碳钢、合金钢等材料。
其焊接符号为“MAG”。
4. 手弧焊:手弧焊是一种常用的焊接方法,其焊接符号为“HW”。
二、焊接接头形式符号1. 对接接头:对接接头是指两个焊件端部对接,焊缝形成一条直线的接头形式。
其焊接符号为“I”。
2. 角接接头:角接接头是指两个焊件以角度相交连接的接头形式。
其焊接符号为“V”。
3. 搭接接头:搭接接头是指两个焊件的一部分重叠连接的接头形式。
其焊接符号为“J”。
4. 端接接头:端接接头是指两个焊件的一端对接连接的接头形式。
其焊接符号为“E”。
三、焊接参数符号1. 焊接电流:焊接电流是焊接过程中的一个重要参数,其符号为“I”。
2. 焊接电压:焊接电压也是焊接过程中的一个重要参数,其符号为“U”。
3. 焊接速度:焊接速度是指焊接过程中焊缝形成的速度,其符号为“V”。
4. 焊接层数:焊接层数是指焊接过程中焊件被焊接的层数,其符号为“N”。
《常用焊接符号》篇2焊接符号是焊接工艺中用来表示焊接方式、焊接位置、焊接尺寸和焊接参数等的符号。
以下是一些常用的焊接符号:1. 焊接方式符号:- 气焊:F- 电弧焊:E- 气压焊:P- 激光焊:L- 等离子弧焊:I - 电磁脉冲焊:M 2. 焊接位置符号: - 顶部焊接:T- 底部焊接:B- 左侧焊接:L- 右侧焊接:R- 前部焊接:F- 后部焊接:B- 内部焊接:I- 外部焊接:O3. 焊接尺寸符号: - 焊缝厚度:H- 焊缝宽度:W- 焊缝长度:L- 角焊缝厚度:C - 角焊缝宽度:S - 角焊缝长度:L 4. 焊接参数符号:- 焊接电流:I- 焊接电压:U- 焊接速度:V- 焊接温度:T- 气体保护:G- 焊接线径:D5. 焊接质量符号:- 焊缝质量等级:Q- 焊接方法等级:P- 焊接工艺评定:R- 焊接质量检验:I6. 焊接结构符号:- 接头:J- 节点:N- 零件:P- 组件:A- 组装:S这些焊接符号在焊接工艺文件、图纸和说明书中经常使用,了解这些符号有助于理解和掌握焊接工艺。
(O)1 銲接位置代號”HF”是指管軸水平固定銲。
(X)2 B類厚板有墊板橫銲時,有斜口開槽之試板應置於上方位置。
(X)3 銲接符號"”係表示對接銲,而非角銲。
(X)4(O)5 銲接符號中""是表示現場全周銲。
(X)6 銲接符號中”"是表示方槽銲。
(X)7 銲接符號中"”是表示滲透銲。
(O)8 銲接符號中”"是表示腳長相等交錯雙邊斷續角銲。
(O)9 銲接符號中""是表示單邊連續角銲.(O)10 銲接位置代號"H"是代表橫銲之意。
(X)11 銲接符號中"V"是表示開單J型槽。
(X)12 銲接符號中""係表示需全周銲。
(O)13 銲接符號之尾叉"”,如在圖示中無該項註解或說明時,則尾叉可視情況予以省略。
(X)14 銲接技術員最主要是技術的熟練,對於銲接符號的瞭解並不重要。
(X)15 銲接符號”○"表示現場全周銲接。
(O)16 銲接符號”"是表示塞孔銲接。
(O)17 銲接符號”"是表示連續角銲,兩側腳長分別為6公厘及9公厘。
(O)18 銲接符號” "是表示單邊斷續角銲,銲接長為50公厘,銲接間距為150公厘。
(O)19 銲接符號""是表示方形槽,根部間隙2公厘。
(O)20 銲接符號"”是表示V形槽銲接。
(X)21 銲接符號"”是表示單側斷續角銲,腳長分別為6公厘及9公厘。
(X)22 銲接符號”"是表示V形槽銲接。
(O)23 銲接符號""是表示全周銲接之意。
(X)24 "”屬於搭接接頭.(X)25(O)26 銲接符號" "表示開60度之V形槽。
(X)27 工程圖”"中,"2"是表示銲件根面。
焊接符号
什么是焊接符号
焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用
焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:
(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊接加工符号的国家标准有哪些
焊接符号的国家标准主要有两个:
(1) GB324一1988《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成
焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些
焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
表示焊缝的辅助符号有哪些
辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些
焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线
指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图
3-18所示。
焊接符号标注方法
完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
标注对称焊缝或双面埠缝可不加虚线,如图3-20所示。
焊缝尺寸符号及数据的标注原则如下:
1.在基本特号左边标注:钝边高度p,坡口高度H,焊角高度K,焊缝余高h,熔透深
度s,根部半径R,焊缝宽度C,焊角直径d。
2.在基本符号右边标注:焊缝长度l,焊缝间隙e,相同焊缝数量n。
3。
在基本特号上边标注:坡口角度a,根部间隙b。
焊接符号标注实例及方法
在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”
分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
详解aws焊接符号
AWS其英文全称为American Welding Society,即:美国焊接学会。
AWS焊接符号标准在世界各地得到广泛的应用,因AWS焊接符号标准与中国的焊接符号标准(GB324)有所不同,对于经常接触国外图纸的朋友来说掌握AWS焊接符号标准是很必要的。
AWS与中国标准相同,AWS焊接符号也包含基准线和箭头线这样的基本元素,同样也有辅助符号,焊接符号的表示方式基本上都差不多。
例如,角焊缝国标的和AWS标准的表示的都是用三角符号。
不过,焊接符号所在基准线的位置,所表示的意思却恰恰相反。
因此所用到AWS标准时要参考原文,不能根据国标来理解。
钢结构焊接符号含义大全
钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定:
1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型
均为细线。
如图1-33。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧,如图1-34。
4、当为双面对称焊缝时。
基准线可不加虚线,如图1-35。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件,如图1-36。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容. 8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
如图1-37(a)。
在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号,如图1-37(b)。
9、熔透角焊缝的符号应按图1-38方式标注。
熔透角焊缝的符号为涂黑的圆圈,画在引出线的转折处。
10、用形中较长的角焊缝(如焊接实腹钢梁的翼缘焊缝),可不用引出线标注,而直接在角焊缝旁标注焊缝尺寸值K,如图1-39。
11、在连接长度内仅局部区段有焊缝时,按图1-40标注。
K为角焊缝焊脚尺寸。
12、当焊缝分布不规则时,在标注焊缝符号的同时。
在焊缝处加中实线表示可见焊缝,或加栅线表示不可见焊缝,标注方法如图1-41。
13、相互焊接的两个焊件,当为单面焊带双边不对称坡口焊缝时,引出线箭头指向较大坡口的焊件,如图1-42。
14、环绕工作件周围的围焊缝符号用圆圈表示,画在引出线的转折处,并标注其焊角尺寸K。
如图1-43。
15、三个或三个以上的焊件相互焊接时,其焊缝不能作为双面焊缝标注,焊缝符号和尺寸应分别标注,如图1-44。
16、在施工现场进行焊接的焊件其焊缝需标注“现场焊缝”符号。
现场焊缝符号为涂黑的
三角形旗号,绘在引出线的转折处,如图1-45。
17、相互焊接的两个焊件中,当只有一个焊件带坡口时(如单面V形),引出线箭头是指向带坡口的焊件,如图1-46。
钢结构焊接符号大全:
一个钢结构焊接符号标注实例:。