连铸机(二冷水)循环冷却水方案
- 格式:doc
- 大小:97.50 KB
- 文档页数:11
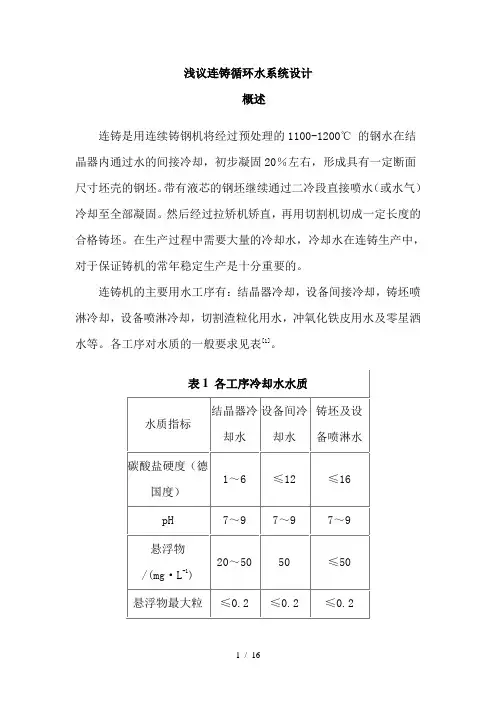
浅议连铸循环水系统设计概述连铸是用连续铸钢机将经过预处理的1100-1200℃的钢水在结晶器内通过水的间接冷却,初步凝固20%左右,形成具有一定断面尺寸坯壳的钢坯。
带有液芯的钢坯继续通过二冷段直接喷水(或水气)冷却至全部凝固。
然后经过拉矫机矫直,再用切割机切成一定长度的合格铸坯。
在生产过程中需要大量的冷却水,冷却水在连铸生产中,对于保证铸机的常年稳定生产是十分重要的。
连铸机的主要用水工序有:结晶器冷却,设备间接冷却,铸坯喷淋冷却,设备喷淋冷却,切割渣粒化用水,冲氧化铁皮用水及零星洒水等。
各工序对水质的一般要求见表[1]。
径/mm总含盐量≤500 ≤3000 ≤3000/(mg·L-1)油类/(mg·L-1) ≤2 ≤2 ≤15水温/℃≤35 ≤35 ≤35水压/MPa 0.5~0.7 0.4~0.6 0.7~1.21 常见的连铸循环水工艺流程根据用户对水质、水压、水量、水温的不同要求,一般采用分质、分压、分系统处理方案,主要的水处理系统有:净循环水系统、浊循环水系统。
1.1 净循环水系统净循环水系统主要供结晶器、设备间接冷却等用水。
用后的水温度升高,水质没有受到污染。
系统的主要任务是降温、浓缩率的管理和水质稳定等。
其流程见图1。
由于净循环水系统具有流程简单,占地面积小,运行成本低,设备少,投资低,便于管理等特点,所以在原水硬度不太高的地区,被广泛采用。
1.2 浊循环水系统浊循环水系统主要供设备和铸坯喷淋冷却、切割渣粒化水及冲氧化铁皮用水。
用后水温升高,水质受到污染,水中含有大量的氧化铁皮微粒和少量油类。
除冲氧化铁皮用水(水质、水温要求低),只经一级沉淀即可循环使用外,其余水一般经二级沉淀、过滤、除油、冷却后循环使用,其一般流程见图2。
2 净、浊循环水系统的确定2.1 连铸机净循环水系统的确定对于供结晶器、设备间接冷却等用水以净循环水为主体,工艺系统大体与图1类似。
在水质稳定方面,为防止各循环水系统经长期运行,使设备、管道发生结垢与腐蚀,确保连铸的正常生产,延长设备与管道的使用寿命。
连铸过程的冷却制度1.结晶器冷却(一次冷却)2.二冷区冷却(二次冷却)铸坯冷却的控制钢水在结晶器内的冷却即一冷确定,其冷却效果可以由通过结晶器壁传出的热流的大小来度量。
1、一冷作用:一冷就是结晶器通水冷却。
其作用是确保铸坯在结晶器内形成一定的初生坯壳。
2、一冷确定原则:一冷通水是根据经验,确定以在一定工艺条件下钢水在结晶器内能够形成足够的坯壳厚度和确保结晶器安全运行的前提。
通常结晶器周边供水2L/min.mm。
进出水温差不超过8℃,出水温度控制在45-50℃为宜,水压控制在0.4-0.6Mpa.结晶器水质一般达到以下技术条件以免结晶器水槽内铜板表面结垢,影响结晶器传热。
固体不大于10㎎/L。
总悬浮物不大于400㎎/L。
硫酸盐不大于150㎎/L。
氯化物不大于100㎎/L。
总硬度(以CaCO3计)不大于10㎎/L。
PH值为7.5---9.5.小方坯用工业清水,板坯常用软水。
结晶器的作用◆在尽可能的拉速下,保证铸坯出结晶器是形成足够厚度的坯壳,使连铸过程安全的进行下去,同时决定了连铸机的生产能力;◆结晶器内的钢水将热量平稳的传导给铜板,使周边坯壳厚度能均匀的生长,保证铸坯表面质量。
结晶器内坯壳生长的行为特征(1)钢水进入结晶器,与铜板接触就会因为钢水的表面张力和密度在杠爷上部形成一个较小半径的弯月面。
在弯月面的根部由于冷却速度很快(可达100℃/s),初生坯壳迅速形成,钢水不断流入结晶器,新的初生坯壳就连续不断的生成,已生成的坯壳则不断增加厚度。
(2)已凝固的坯壳,因发生δ→γ的相变,使坯壳向内收缩而脱离结晶器铜板,直至与钢水静压力平衡。
(3)由于第(2)条的原因,在初生坯壳与铜板之间产生了气隙,这样坯壳因得不到足够冷却而开始回热,强度降低,钢水静压力又将坯壳贴向铜板。
(4)上述过程反复进行,直至坯壳出结晶器。
坯壳的不均匀性总是存在的,大部分表面缺陷就是起源于这个过程之中。
(5)角部的传热为二维,开始凝固最快,最早收缩,最早形成气隙。

连铸水处理二冷水泵的工艺流程When it comes to the process of treating the secondary cooling water pump in the continuous casting water treatment, there are several important points to consider. Firstly, it is crucial to ensure that the water being used for the cooling process is of high quality to prevent any damage to the equipment. This involves treating the water to remove impurities and contaminants that could potentially cause corrosion or other issues within the system. Additionally, the flow rate of the water must be carefully monitored and controlled to ensure that the cooling process is effective and efficient.在连铸水处理过程中,处理二冷水泵的工艺流程是非常重要的。
首先,关键是要确保用于冷却过程的水质优良,以防止对设备造成任何损坏。
这涉及处理水,以去除可能引起腐蚀或系统内其他问题的杂质和污染物。
此外,必须仔细监控和控制水的流量,以确保冷却过程有效且高效。
Another important aspect of treating the secondary cooling water pump is to regularly inspect and maintain the equipment to ensure that it is functioning properly. This includes checking for any leaks or malfunctions in the pump and ensuring that all components are ingood working condition. Regular maintenance and inspection can help prevent costly repairs and downtime caused by equipment failure. It is also important to have a contingency plan in place in case of any unexpected issues with the pump or the cooling system.处理二冷水泵的另一个重要方面是定期检查和维护设备,以确保其正常运行。

连铸二次冷却技术连铸二次冷却技术是一种先进的冶金技术,广泛应用于钢铁生产中。
它能够有效地改善钢材的质量和性能,并提高生产效率。
本文将从连铸二次冷却技术的原理、应用和优势等方面进行阐述。
连铸二次冷却技术是在连铸过程中对钢坯实施二次冷却的一种方法。
连铸是将熔融的钢液直接注入铸型中,通过快速凝固形成钢坯的过程。
然而,由于连铸速度较快,钢坯内部的温度梯度较大,容易产生缺陷,如结晶器板裂纹、气孔等。
为了解决这些问题,连铸二次冷却技术应运而生。
连铸二次冷却技术的原理是在钢坯连铸过程中,通过在连铸机出口处设置冷却装置,对钢坯进行高效冷却。
冷却装置通常由喷淋系统和冷却器组成。
喷淋系统通过喷嘴将冷却介质均匀地喷洒在钢坯表面,使其迅速冷却。
冷却器则通过引入冷却介质,使钢坯内部也能得到充分的冷却。
这样,可以有效地控制钢坯的温度梯度,降低缺陷的产生。
连铸二次冷却技术在钢铁生产中具有广泛的应用。
首先,它可以改善钢材的质量和性能。
通过控制钢坯的冷却速度和温度分布,可以使钢材的晶粒细化,晶界清晰,提高其力学性能和耐热性能。
其次,连铸二次冷却技术还能降低钢铁生产的能耗和生产成本。
由于钢坯冷却时间缩短,生产周期减少,能耗也相应降低。
此外,冷却介质可以循环利用,减少资源的浪费。
与传统的连铸技术相比,连铸二次冷却技术具有明显的优势。
首先,连铸二次冷却技术可以灵活地调整冷却参数,适应不同钢种和规格的生产需求。
其次,该技术的操作简单,易于控制,减少了人为因素对产品质量的影响。
再次,连铸二次冷却技术具有较高的冷却效率,能够快速冷却钢坯,提高生产效率。
最后,该技术可以降低环境污染。
由于冷却介质可以循环利用,减少了废水和废气的排放。
连铸二次冷却技术是一种先进的冶金技术,对于改善钢材质量、提高生产效率具有重要意义。
通过合理应用该技术,可以有效地控制钢坯的温度梯度,减少缺陷的产生,提高钢材的质量和性能。
同时,连铸二次冷却技术还能降低能耗和生产成本,减少环境污染,具有广阔的应用前景。

《特厚矩形坯连铸机二冷配水工艺的研究》篇一摘要:本文针对特厚矩形坯连铸机二冷配水工艺进行了深入研究。
首先,介绍了连铸机二冷配水工艺的重要性及其在特厚矩形坯连铸中的应用背景。
接着,通过实验和理论分析,探讨了二冷配水工艺的优化措施,包括水流量、水温、喷嘴类型等因素对连铸过程的影响。
最后,总结了研究成果,并提出了未来研究方向。
一、引言特厚矩形坯连铸机是钢铁生产中的重要设备,其生产效率和产品质量直接影响到钢铁企业的经济效益。
二冷配水工艺作为连铸机的重要环节,对铸坯的质量和生产成本具有重要影响。
因此,研究特厚矩形坯连铸机二冷配水工艺,对于提高连铸机的生产效率和产品质量具有重要意义。
二、特厚矩形坯连铸机二冷配水工艺概述二冷配水工艺是指连铸机在浇注过程中,通过喷水装置对铸坯进行二次冷却的工艺。
在特厚矩形坯连铸机中,二冷配水工艺的优化对于防止铸坯裂纹、提高铸坯的表面质量具有重要意义。
二冷配水工艺主要包括水流量控制、水温控制、喷嘴类型选择等方面。
三、二冷配水工艺的优化措施1. 水流量控制水流量是二冷配水工艺的关键参数之一。
流量过大或过小都会对铸坯的质量产生影响。
通过实验和理论分析,我们发现,在特厚矩形坯连铸机中,应根据铸坯的厚度、宽度、浇注速度等因素,合理控制二冷水流量。
同时,应采用多段式的水流量控制方式,根据铸坯的不同部位,调整水流量的大小。
2. 水温控制水温对二冷配水工艺的效果也有重要影响。
水温过高或过低都会导致铸坯表面产生裂纹或产生其他质量问题。
因此,应采用合适的水温控制方式,保证二冷水温度的稳定。
可以通过安装水温调节装置、定期检查冷却水系统等方式,确保水温控制在合适的范围内。
3. 喷嘴类型选择喷嘴类型是影响二冷配水效果的重要因素之一。
不同类型和规格的喷嘴,其喷水效果和覆盖范围也不同。
因此,在选择喷嘴时,应根据铸坯的形状、尺寸、浇注速度等因素,选择合适的喷嘴类型和规格。
同时,应定期对喷嘴进行检查和清洗,保证其正常工作。
连铸二次冷却技术连铸二次冷却技术是一种用于钢铁生产中的关键技术,它可以显著提高钢坯的质量和生产效率。
本文将从其原理、应用、优势以及未来的发展方向等方面对连铸二次冷却技术进行详细介绍。
我们来了解一下连铸二次冷却技术的基本原理。
连铸二次冷却技术是指在连铸过程中,通过在钢坯表面进行二次冷却,以加快钢坯的冷却速度和降低温度梯度。
这种技术通常通过在连铸机的出铸口处设置冷却装置,将冷却水喷洒在钢坯表面,形成薄冰层,从而实现钢坯的二次冷却。
连铸二次冷却技术在钢铁生产中具有广泛的应用。
首先,它可以显著提高钢坯的质量。
通过二次冷却,可以减少钢坯表面的氧化层和夹杂物,提高钢坯的表面质量和内部结构。
同时,二次冷却还可以使钢坯的温度均匀分布,减小温度梯度,避免内部应力和裂纹的产生,提高钢坯的整体质量。
连铸二次冷却技术还可以提高钢铁生产的效率。
传统的连铸技术中,钢坯在冷却过程中需要经历较长的时间,导致生产周期延长。
而采用连铸二次冷却技术后,钢坯的冷却速度得到了显著提高,可以缩短冷却时间,增加生产效率。
此外,连铸二次冷却技术还可以减少连铸过程中的能耗,降低生产成本。
连铸二次冷却技术相比传统的连铸技术具有诸多优势。
首先,它可以提高钢坯的质量和表面光洁度,减少表面缺陷的产生。
其次,连铸二次冷却技术可以显著减少内部应力和裂纹的产生,提高钢坯的整体性能。
此外,连铸二次冷却技术还可以减少钢坯的变形和收缩,提高产品的准确度和一致性。
因此,连铸二次冷却技术在钢铁生产中具有广阔的应用前景。
然而,目前连铸二次冷却技术还存在一些挑战和亟待解决的问题。
首先,连铸二次冷却技术需要大量的冷却水资源,对水资源的需求较大。
其次,连铸二次冷却技术对冷却设备的要求较高,需要保证设备的稳定性和可靠性。
此外,连铸二次冷却技术在实际应用中还需要解决一些工艺问题,如冷却水的喷洒方式和参数的选择等。
为了进一步发展连铸二次冷却技术,我们可以从以下几个方面进行努力。
首先,可以研究新型的冷却介质和冷却方式,以减少对冷却水的需求。
连铸机二次冷却水的比水量控制2008-05-24 21:03冷继元(马鞍山钢铁设计研究院,马鞍山243005)摘要为克服现行连铸二冷水控制模型的缺陷,提出了新的比水量自动配水控制模型,计算机根据生产情况的变化,自动选定配水模型以控制水表,该模型还考虑了各段喷嘴的有效性。
关键词连铸二冷水比水量控制模型在开发太钢MII型连铸过程中,分析所采用的各种控制模型,都存在许多不足之处。
在分析了线形公式模型和配水表模型缺陷后,提出了新颖的比水量控制自动配水模型。
在这种模型的编制中考虑了喷嘴特性和管路特性,按浇钢量和给定比水量控制二冷水量;计算机可以在给定条件下,自选选定配水模式和自动生成控制水表;当生产中拉速发生变化时,可按浇钢量变化、喷嘴雾化特性,计算机自行调节各段水量,从而保证了比水量和稳定和铸坯质量的均一性。
1 方坯连铸二次冷却控制现状最初的模型是建立水量q与拉速Vc的一次简单函数关系,即:q=K×Vc系数K是一个同浇铸断面和比水量有关的函数。
总水量确定后,经验确定各冷却段的水量分配比例,各段互不影响,在系统调节上各单元往往单独设定。
采用这种模式时,公式建立比较方便,但由于各段比例是固定不变的,在拉速变化较大时,靠近拉矫机的区间,比例往往较低。
当拉速减小时,实际的喷水量过,喷嘴严重雾化不良,甚至形成涓涓细流和水滴,引起局部过冷黑印,有时导致局部表面裂纹。
加上其它原因,这种模型在生产中正常使用的不多,而改为在智能仪表上手动调整。
为加强使用的适用性,一些连铸机将配水模型改为表格形式,拉速与水量关系的表格存储于计算机中。
这种表格的特点是建立各段喷水量与拉速的关系。
在编制水表时,可以将热力学边界条件的变化考虑在内,可考虑比水量与拉速的关系,编制难度比较大。
在现场使用中,一旦要调整水表,往往是按经验进行简单计算分配,仍然是各冷却段水量互不关联,往往某一冷却段的关闭或投入,对总比水量影响很大。
2 开发的二冷模型的目标及特点按目前二冷传热和凝固计算的现状,完全建立理论计算模型尚存在较大的困难,而且一旦模型建立,因生产条件的变化,调整也很困难。

连铸二冷水系统工艺流程Continuous Casting Secondary Cooling Water System Process Flow.English Answer:The continuous casting secondary cooling water system is an essential part of the continuous casting process, as it helps to solidify the molten steel and control its surface quality. The process flow of the continuous casting secondary cooling water system can be divided into the following steps:1. Water preparation. The first step is to prepare the cooling water. This involves removing impurities from the water, such as suspended solids, dissolved solids, and bacteria. The water is typically treated with chemicals, such as coagulants and flocculants, to remove these impurities.2. Water filtration. Once the water has been prepared,it is filtered to remove any remaining impurities. This is typically done using a sand filter or a cartridge filter.3. Water cooling. The filtered water is then cooled to the desired temperature. This is typically done using a cooling tower or a heat exchanger.4. Water pumping. The cooled water is then pumped tothe continuous casting machine.5. Water spraying. The water is sprayed onto thesurface of the molten steel as it exits the mold. Thishelps to solidify the steel and control its surface quality.6. Water collection. The water that is sprayed onto the steel is collected in a sump.7. Water treatment. The collected water is then treated to remove any impurities that have been picked up from the steel. This is typically done using a settling tank or a filtration system.8. Water reuse. The treated water can then be reused in the continuous casting process.Chinese Answer:连铸二冷水系统是连铸过程的重要组成部分,它有助于凝固熔融钢并控制其表面质量。
浅议炼钢连铸冷却水处理方法发表日期:2006-9-29 阅读次数:3391 工艺简介南钢炼钢连铸冷却水循环系统包括二冷水浊循环及结晶器净循环两个冷却水系统。
来自现场的浊循环水经冲渣沟去除氧化铁皮,在漩流池沉降后,经平流池分离,清液经机械过滤器过滤去冷却塔,冷却水在二冷水箱储存。
二冷水箱水分两路:一路280t/h去现场做冷水用;一路120t/h 供现场设备冷却水用。
净循环冷却水系统为结晶器冷却水,循环量为560t/h。
2 水处理的必要性采用循环水做工业冷却水是工业节水的首选途径,由于循环水中固溶物、不溶物及金属成垢离子等不断浓缩,往往会给系统带来不可预见的危害。
如:腐蚀导致系统泄漏、被迫停工检修、结垢使管线流通面积减小增加水系统阻力,消耗动力,换热设备表面垢物沉积使换热效率下降等,而垢下腐蚀更是设备的大隐患。
连铸系统冷却水在没有采取任何处理措施时,浊循环系统的水经平流池沉降处理后仍很浑浊,这样势必对机械过滤器造成冲击,也会对冷却塔填料带来降效的不利影响,用水设备如喷头等会出现堵塞等。
净循环系统的主要冷却设备是结晶器,循环水的硬度(导致结垢的Ca2+离子浓度)、碱度等随着系统循环不断浓缩,在pH值偏高的情况下,极易结垢特别是结晶器温度比较高,更容易在器壁形成水垢,导致传热效率下降,见表1。
表1 水垢厚度对传热效率的影响从表1的数据中不难看出,当水垢仅为0.03mm时,传热效率就减少了83%;而当水垢厚度为0.3mm时,传热效率下降98%;水垢厚度3mm时,传热效率仅有0.2%,冷却水己基本起不到冷却结晶器的作用。
3 水处理技术指标经水质处理后,净循环水系统相关技术指标达到以下要求:腐蚀率:碳钢<0.125mm/a,铜<0.025mm/a;污垢热阻<4×10-4m2·h·℃/K;异氧菌<1×105unit/cm3。
4 水处理方案为了能够准确找出连铸系统的阻垢缓蚀及絮凝处理的最佳方案,可在现场取结晶器净环水水样,通过实验室阻垢缓蚀实验,对多种复配药剂进行筛选,希望寻找出合适的结晶器净环水高效阻垢缓蚀剂;同时对浊水系统的水进行了絮凝沉降实验,希望寻找出合适的絮凝剂。
连铸方坯二冷冷却的优化及改进摘要:本文介绍了新疆伊犁钢铁有限责任公司炼钢厂小方坯连铸优化二次冷却制度过程,并根据实践结果对二冷配水量控制等方面进行了分析,并对二次冷却配水参数进行了优化以及调整,使铸坯质量得到明显提高。
关键词:二次冷却的重要性;存在问题;优化过程1.前言连铸机的二次冷却系统起着对铸坯进行连续冷却,使其逐渐完全凝固的作用。
在连铸生产中,二次冷却系统对铸坯的表面质量、坯壳厚度均匀形成、矫直效果等都有至关重要的影响,因此连铸二冷技术对连铸生产过程顺行、产品质量和生产效率均有重要影响。
随着连铸技术的高速发展,以及市场对铸坯质量要求的不断提高,尤其是对内部质量提出了更高的标准,二次冷却问题受到越来越多的重视。
2存在问题在生产过程中,由于二次冷却制度不当,出现的铸坯缺陷有:1在二冷区各段之间冷却不均匀,铸坯表面温度呈现周期性的回升。
回温引起坯壳膨胀,当施加到凝固前沿的张应力超过钢的高温允许强度和临界应变时,铸坯表面和中心之间就会出现中间裂纹,从而导致铸坯出现内部质量问题。
2二冷区铸坯四个面的非对称性冷却,造成某两个面比另外两个面冷却得更快,铸坯收缩时在冷面产生沿对角线的压力,加重铸坯扭转,产生菱变,从而导致铸坯脱方加剧,制约了连铸的产量及钢坯质量。
3二次冷却太弱,铸坯表面温度过高,钢的高温强度较低,钢水在静压力作用下,凝固壳就会发生蠕变而产生鼓肚。
3原因分析及解决措施3.1二冷配水原则连铸机的生产率与铸坯质量在很大程度上取决于二次冷却。
为保证铸坯质量和产量,基于这两个方面的考虑,二次冷却都应遵循以下几个原则[1]:1上强下弱。
铸坯出结晶器后,在二冷上段坯壳薄、热阻小、坯壳收缩产生的应力亦小,这些条件有利于强冷以增加坯壳厚度,减少漏钢事故。
随着铸坯不断地向二冷下段运动,坯壳逐渐加厚,热阻增大,为避免铸坯表面因应力过大而产生裂纹,要逐渐减小冷却强度。
采用上强下弱的冷却制度,控制铸坯的液芯长度在连铸机的冶金长度内,才能避免带液相矫直而产生内裂纹。
连铸坯热装热送中的冷却水循环优化方案随着连铸坯热装热送技术的发展,在钢铁行业中越来越多的企业开始采用这种先进的工艺来提高生产效率和产品质量。
然而,在连铸坯热装热送过程中,冷却水循环的优化方案是一个关键的环节,直接影响到产品质量和能源利用效率。
因此,本文将探讨连铸坯热装热送中的冷却水循环优化方案,并提出一种可行的解决方案。
1. 问题概述连铸坯热装热送过程中,大量的热量需要通过冷却水来进行散热,以确保产品的温度符合要求。
然而,传统的冷却水循环系统存在一些问题,如水温过高、循环不畅等。
这些问题导致了能源的浪费和产品质量的降低,因此需要一种优化方案来解决这些问题。
2. 方案设计为了优化连铸坯热装热送过程中的冷却水循环,我们可以采用以下方案:2.1 循环系统改进首先,需要对冷却水循环系统进行改进。
可以增加循环泵的数量和功率,提高循环水的流动速度,以确保冷却水能够迅速散热,并将温度控制在一定范围内。
此外,还可以采用多级循环系统,将冷却水进行分级冷却,以增加冷却效果。
2.2 冷却设备优化其次,可以对冷却设备进行优化。
例如,使用效果更好的冷却塔,并根据实际情况调整冷却塔的数量和位置,以提高冷却效果。
另外,可以考虑使用高效节能的冷却设备,如闭式冷却器,以减少能源的消耗。
2.3 水质管理冷却水的质量对于循环系统的正常运行至关重要。
因此,需要加强冷却水的质量管理。
可以定期检测冷却水的PH值和浓度,确保水质符合要求。
同时,可以采用水处理技术,如反渗透、离子交换等,去除水中的杂质和有害物质,保证循环水的清洁度和稳定性。
3. 实施效果经过以上优化方案的实施,可以获得以下效果:3.1 提高产品质量优化后的冷却水循环系统能够更好地控制产品的温度,避免过热或过冷现象的发生,从而提高产品的质量和表面光洁度。
3.2 减少能源消耗通过改进冷却设备和循环系统,能够提高冷却效果和循环水的流动速度,减少热能的损失,并且采用节能设备,如闭式冷却器,可以降低能源消耗。
连铸水处理二冷水泵的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!连铸水处理二冷水泵的工艺流程是连铸工艺中不可或缺的一环,其主要功能是利用冷却水将铸态的钢水快速冷却,使之凝固成坯料。
#饼###有限公司3#连铸机循环水系统日常运行技术文件文件编号:编制单位:编制日期: 2010 年6月25日一、质量保证-----------------------二、服务承诺书----------------------三、部分销售业绩---------------------四、企业情况介绍--------------------五、资质证明文件--------------------六、3帷铸机循环水系统日常加药运行技术方----■ ■ ■ ■ Ak 111» I A >、4 ♦、 一f f > ■/- ax tn###########< 限公司2010年6月25日第一部分:各系统基本参数 (5)一、循环水系统参数: (5)二、水质情况: (5)第二部分:二冷水及设备开路日常运行方案 (6)一、水质稳定状况分析 (6)二、连铸二冷水的特征及治理 (7)三、连铸二冷水系统处理方案 (7)第一部分:各系统基本参数一、循环水系统参数:项目浊内循环水浊外循环水备注保有水量,m2500循环量,n3/h300800供水温度,C温差,AT、水质情况:)丁与项目单位指标1全硬度星克/升547.64 2钙硬星克/丹431.653甲基橙碱度星克/丹2644Cl-星克/丹169.275电导率小 s/cm14976pH值—7.25备注:钙离子、镁离子、全硬度及总碱度均以碳酸钙计第二部分:二冷水及设备开路日常运行方案、水质稳定状况分析1.判断依据根据水质分析结果,分别对其朗格利尔(Langlier )饱和指数和 雷兹纳(Ryzner)稳定指数判定:(1) (Langlier )饱和指数(L ・S ・I)饱和指数ISI 为系统补充水实测pH 值与碳酸钙饱和时PHO 差值,即 LSI = PH-PHspHs=(9.3+A+B)-(C+D)(2) (Ryzner)稳定指数(R ・S ・I ) PHs=(9.3+A+B)-(C+D) RSI=2PHs-PH2.软件分析结果i - ns6 - 7-A 日-77.日图1循环水水质稳7E 情况分析SanpID zRfepovt □曰~t 昼二i s LI ±o ll <_L n ±rrl斜恐京1=罗言1 pldl ■_!U 旱d mrrlM Mx l r m =tCA A GCHSFRHFSSSHTURFITTQN LEMEL nw IHP<K *t u = C-aCO3 n ±± = CaCO3 TT ± t =CsSO-^ H =C^SO-q*2H2O«_in pbiospiibi^t e : C^3 ( PO^l'i2:■:gm 口日史 i t *E? =C^5 LFO^IJ SCOH'lS BN C^F2 Hg C OHJ2 H^S ±03 F@ C OHJ 3m a: _Ld 口 =了S7口口口口口口口口岩11口口口口口口口口口 « - ----VW-*-- M□口口口口口口口口口3 II-IPLEICES其是喷嘴处温度较高,更易发生结水垢现象。
######有限公司
3#连铸机循环水系统日常运行
技术文件
文件编号:
编制单位:
编制日期: 2010年6月25日
目录
一、质量保证---------------------------------
二、服务承诺书--------------------------------
三、部分销售业绩------------------------------
四、企业情况介绍-----------------------------
五、资质证明文件-----------------------------
六、3#连铸机循环水系统日常加药运行技术方----
3#连铸机循环水系统日常运行加药技术方案
###########有限公司
2010年6月25日
目次
第一部分:各系统基本参数 (9)
一、循环水系统参数: (9)
二、水质情况: (10)
第二部分:二冷水及设备开路日常运行方案 (10)
一、水质稳定状况分析 (10)
二、连铸二冷水的特征及治理 (11)
三、连铸二冷水系统处理方案 (12)
第一部分:各系统基本参数
一、循环水系统参数:
项目浊内循环水浊外循环水备注保有水量,m32500
循环量,m3/h300800
供水温度,℃
温差,△T
二、水质情况:
序号项目单位指标
1全硬度毫克/升547.64 2钙硬毫克/升431.65 3甲基橙碱度毫克/升264
4Cl-毫克/升169.27 5电导率μs/cm1497
6pH 值----7.25
备注:钙离子、镁离子、全硬度及总碱度均以碳酸钙计
第二部分:二冷水及设备开路日常运行方案
一、水质稳定状况分析
1.判断依据
根据水质分析结果,分别对其朗格利尔(Langlier)饱和指数和雷兹纳(Ryzner)稳定指数判定:
(1)(Langlier)饱和指数(L·S·I)
饱和指数ISI为系统补充水实测pH值与碳酸钙饱和时PHs之差值,即 LSI=PH-PHs pHs=(9.3+A+B)-(C+D)(2)(Ryzner)稳定指数(R·S·I)
PHs=(9.3+A+B)-(C+D) RSI=2PHs-PH
ISI > 0结垢RSI=7.0-7.5轻微腐蚀
ISI =0稳定RSI=6.0-7.0水质较稳定
ISI < 0腐蚀RSI=5.0-7.0轻度结垢RSI=7.5-9.0严重腐蚀RSI < 3.7严重结垢2.软件分析结果
图1循环水水质稳定情况分析
从软件分析结果来看,二冷水具有严重结垢倾向,必须采用阻垢分散剂对循环水进行处理。
二、连铸二冷水的特征及治理
连铸二冷水主要来自轧机机组、磨辊间和带钢脱脂机组等,废水排放量大、水质变化大。
含油废水中含有乳化剂、脱脂剂、固体粉末以及氧化铁皮等悬浮物,因而化学稳定性好,难以通过静置或自然沉淀法分离,本二冷水系统为异形坏连铸系统,其二冷水流道复杂,对水质要求比较高。
由于乳化液特殊的结构和极小的分散度,在水分子热运动的影响下,油滴在水中是非常稳定的,就如同溶解在水中一样。
因此乳化液一般需要采用化学药剂进行破乳,使含油废水中的乳化液脱稳,再通过架桥吸附作用使脱稳的油滴与水中的悬浮物凝聚成较大颗粒,并通过重力沉降作用进行去除。
在二冷水系统中,随着循环的进行,悬浮物和溶于水中的盐类物质因水的蒸发而得到了浓缩,带来结垢和腐蚀以及粘泥等水质障碍。
同时,由于喷水喷嘴经常在高温状态下工作,极易结垢,造成喷嘴堵塞。
为了确保生产安全高效进行,需要对系统进行水质稳定处理。
该水系统的水质特点是浓缩倍率高,结垢倾向严重,通过向该系统中投加分散阻垢剂,可以降低结垢附着速率,满足生产要求。
三、连铸二冷水系统处理方案
连铸二冷水系统主要存在的问题是因结垢造成的管道及设备的堵塞,尤其是冷却喷嘴的堵塞。
造成结垢的原因有两点,一、水中油
与悬浮物结合沉积,形成油泥垢;二、水
中结垢离子形成的水垢,尤其是喷嘴处温度较高,更易发生结水垢现象。
因此,必须对二冷水系统进行降浊及除油处理和阻垢缓蚀处理。
二冷水悬浮物含量高,COD 高,含有油及其它杂质,其运行条件非常适宜细菌、藻类的繁殖,必须对二冷水系统进行杀菌灭藻和粘泥剥离处理。
1、除油降浊处理
降低平流池出水悬浮物及油含量,以降低由泥垢结垢趋势。
通过试验发现,该水系统现投加的絮凝剂絮凝效果不佳。
经试验选定更适用于该系统水质的除油降浊剂,除油降浊剂使水中悬浮颗粒絮凝成大絮体,加速沉降;并通过除油降浊剂上的活性基团吸附水中油,使水中悬浮物与油结合,形成共沉体,沉淀去除。
● 投加药剂:除油絮凝剂1#; 除油絮凝剂2#
● 投加方式:根据循环水量均匀连续投加;
● 投加地点:漩流井或铁皮坑提升泵后;
2、阻垢处理 采用进入用水点前投入阻垢分散剂的方法,在药剂螯合、分散的作用下,能较成功地防垢、除垢,保证系统稳定运行。
其分散稳定原理为:油絮凝剂
漩流井 泵
平流池/化池除油器
①、利用低剂量螯合作用,分散稳定水中大量的硬度离子;
②、通过占领垢粒晶核的高势能点,使垢粒晶核发生严重畸变,以防止垢粒长大;
③、通过吸附、网捕及改变颗粒物自身的电负性。
在静电作用下,颗粒互相排斥,使已形成的细微垢粒及水中悬浮颗粒稳定在水体中,同时使沉积物在设备及管路上不能紧密相接,形成疏松的、非粘着性的沉积物,易于被水冲走。
通过以上三个作用,使水体中结垢离子及细小悬浮物稳定于水体中,达到系统水质稳定。
具体加药方案如下:
⏹ 投加药剂:阻垢分散剂
⏹ 投加方式:根据循环量连续均匀投加;
⏹ 投加地点:吸水池泵后。
3、杀菌灭藻处理 通过投加菌藻抑制剂杀死或抑制二冷水中的细菌和藻类的繁殖。
通过投加粘泥剥离剂使粘附在设备上的细菌粘泥重新分散到水中。
阻垢分散剂
吸水池 泵 连铸机
4、日常加药量表
药剂类型加药方式加药量
阻垢分散剂根据循环水量连续投加80 KG/天
菌藻抑制剂根据保有水量不定期投加
每半月投加一次
除油絮凝剂1#根据循环水量连续投加150-300KG/天
除油絮凝剂2#根据循环水量连续投加10-20 KG/天
注:本表格中加药量是以设计水质为以据为计算,若水质变动,则加药量应随之调整。
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注!)。