第六章 数控机床的检测装置
- 格式:doc
- 大小:36.50 KB
- 文档页数:2
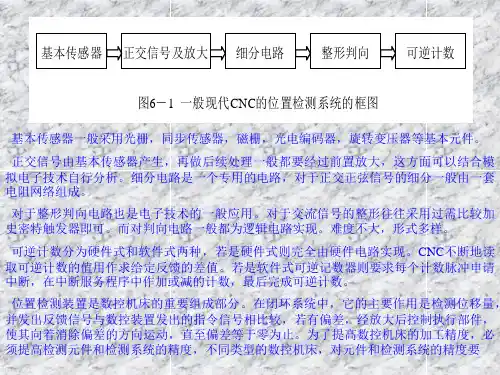
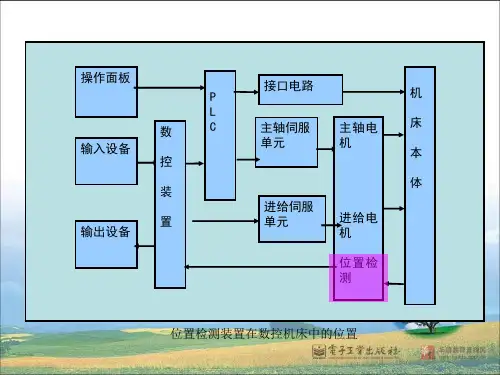
数控机床对检测装置的主要要求和分类
位置检测装置的组成:位置检测装置由检测元件(传感器)和信号处理装置组成。
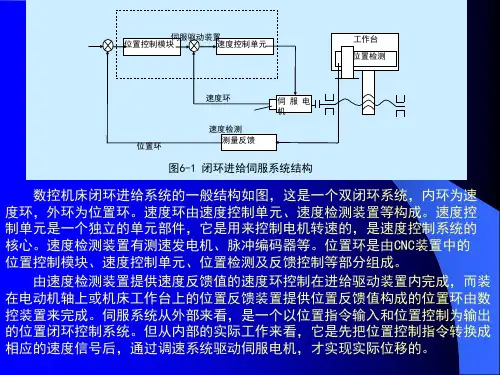
位置检测装置的作用:实时测量执行部件的位移和速度信号,并变换成位置掌握单元所要求的信号形式。
是闭环、半闭环进给伺服系统的重要组成部分。
闭环和半闭环数控机床的加工精度在很大程度上由位置检测装置的精度打算,在设计数控机床进给伺服系统,尤其是高精度进给伺服系统时,必需细心选择位置检测装置。
位置检测装置的精度:系统精度和辨别率。
1、数控机床对检测装置的主要要求
(1)受温、湿度影响小,工作牢靠,抗干扰力量强;
(2)在机床移动范围内满意精度和速度要求;
(3)使用维护便利,适合机床运行环境;
(4)成本低;
(5)易于实现高速的动态测量。
2、位置检测装置分类
数控系统中的检测装置分为位移、速度和电流三种类型。
(1)安装的位置及耦合方式——直接测量和间接测量;
(2)测量方法——增量型和肯定型;
(3)检测信号的类型——模拟式和数字式;
(4)运动型式——回转型和直线型;
(5)信号转换的原理——光电效应、光栅效应、电磁感应原理、压电效应、压阻效应和磁阻效应等。

数控机床位置检测装置工作原理一、什么是数控机床位置检测装置得说说什么是数控机床位置检测装置。
简单来说,这个装置就是用来检测机床上各个运动部件位置的设备。
它的作用有点像是“眼睛”,可以实时监控机床的精确位置,确保加工过程中每一个步骤都能做到精准无误。
机床上那么多部件一动不动的,如果没有“眼睛”来看着,哪能保证它们都在正确的位置呢?比如我们调节刀具,或者移动工作台,都需要这个装置来指引。
没有它,机床就像个盲人,不知道自己是不是偏离了预定轨道。
别看这个位置检测装置不起眼,但它对整个数控系统的重要性简直不言而喻。
要是没有它,机床的精度肯定大打折扣。
想想你买个高精度的手机,结果里面有个不太精确的传感器,玩个游戏屏幕上的位置都跑偏了,别提多懊恼了。
数控机床也是一样,位置检测装置就像是机床的精密“内眼”,它用来确保所有部件按照设定的轨迹运动,保证加工的高精度。
二、位置检测装置的工作原理说到工作原理,咱们也不难理解。
这个装置就像一个“定位系统”,通过感应器来检测机床各个部件的位置。
最常见的方式是使用光栅尺或者磁性传感器。
光栅尺呢,就像我们常见的条形码一样,机床上装有这样的编码条,传感器根据这些编码来判断部件的位置信息。
而磁性传感器则利用磁场的变化来精确测量,准确度高,不怕粉尘啥的,特别适合在恶劣的环境下使用。
其实这些原理说起来挺简单,但要做到精准却不容易。
就像有些人打游戏,手速快但是准度不够,这些位置检测装置可不是简单的“瞄一眼”就能做到的。
它们通过复杂的计算、数据处理,才能精确告诉机床的位置。
这些装置跟机床的运动轨迹一同工作,可以实时反馈到数控系统。
假设机床上的某个部件稍微跑偏了,系统会立刻收到警报信号,然后自动调整或者提醒操作员。
这就像是“老母鸡”在盯着自己的小鸡,一旦有点不对劲,马上就能察觉到,防患于未然,避免了出现加工误差。
三、位置检测装置的应用聊到这里,相信你对位置检测装置的工作原理已经有点了解了。
咱们再来说说它的应用。
第5章 位置检测装置习题及答案1.伺服系统中常用的位置检测装置有几种?各有什么特点?答:伺服系统中常用的位置检测装置有:旋转变压器、感应同步器、脉冲编码器和光栅,各检测装置的特点如下:旋转变压器:又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种。
其特点是坚固、耐热、耐冲击、抗干扰、成本低,是数控系统中较为常用的位置传感器;感应同步器:感应同步器是从旋转变压器发展而来的直线式感应器,相当于一个展开的多级旋转变压器。
踏实利用滑尺上的励磁绕组和定尺上的感应绕组之间相对位置的变化而产生电磁耦合的变化,从而发出相应的位置信号来实现位移检测的,其特点为:精度高,工作可靠,抗干扰能力强,维修简单、寿命长,测量距离长,工艺好、成本低、便于成批生产;脉冲编码器:脉冲编码器分为光电式、接触式和电磁感应式三种。
数控机床主要使用光电式脉冲编码器。
光电式脉冲编码器按编码方式又分为绝对值式和增量式两种,常用的为增量式脉冲编码器,其优点是结构简单、成本低、使用方便,缺点是有可能由于噪声或其它外界的干扰产生计数误差,若因停电、刀具破损而停机,事故排除后不能再找到事故发生前执行部件的正确位置;光栅:在高精度数控机床和数显系统中,常使用光栅作为位置检测装置。
它是将机械位移或模拟量转变为数字脉冲,反馈给CNC或数显装置来实现闭环控制的。
计量光栅分为圆光栅和长光栅两种。
圆光栅用于测量转角位移,长光栅用于测量直线位移,由于激光技术的发展,光栅制作的精度有了很大的提高,现在光栅精度可以达到微米级甚至亚微米级。
2. 旋转变压器由哪些部分组成?其检测的基本原理如何?答:旋转变压器又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种,结构如下图所示:有刷式旋转变压器的结构无刷式旋转变压器结构示意图1-转轴 ; 2-轴承 ; 3-机壳; 4-转子铁心; 5-定子铁心6-端盖 ; 7-电刷 ;8-集电环旋转变压器是根据互感原理工作的。
LU 「T耐IEB C三、 判断题 低压断路器的额立电流和额定电压应小于或等于设备的正常工作电压和工作电流。
(X ) 低压断路器的极限通断能力就大于或等于电路的最大短路电流。
(/) 数控机床中一般采用时间继电器来进行时间控制。
(X )在电动机启动短时间短路时,热继电器不会动作。
(V ) 继电器的触点额定电压应大于或等于被控制电路的电压。
(J ) 热继电器是一种利用电流的碱效应工作的保护电器。
(X ) 直流稳压电源的功能是将非稳左交流电源变成稳立直流电源。
(J )8、 行程开关是根据运动部件位置而切换电路的自动控制电器。
(丁) 9、 行程开关、限位开关和终端开关不是同一种开关。
(X )10、 急停和应急断开操作按钮应使用绿色。
(X )四、 简答题1、 为什么说低压断路器短路保护要比使用熔断器优越?使用低压断路器实现短路保护要比使用熔断器优越。
因为当电路短路时,若采用熔断 器保护。
很有可能只有一相电源的熔断器熔断,造成缺相运行。
对于低压断路器来说.只要 短路都会使开关跳闸.将三相电源同时切断。
2、 中间继电器的主要用途是什么?中间继电器主要用途是当其他继电器的触点数或触点容量不够时,可借助中间继电器来 扩大它们的触点数或触点容量,起到中间转换的作用。
3、 机床控制变压器的用途是什么?数控机床中控制变压器常作为%类机床、机械设备中一般电器的控制电源和步进驱动 器、局部照明及指示灯的电源。
4、 导线和电缆的载流容量由哪两个因素来确左?导线和电缆的载流容量由下而两个因素来确定。
A ——正常条件下,通过最大的稳态电 流或间歇负载的热等效均方根值电流时导线的最高允许温度;——短路条件下,允许的短时极限温度。
5、 热继电器和熔断器保护功能有什么不同之处?热继电器是利用测量元件被加热到一宦程度而动作的一种继电器,它在电路中用做电动 机或负载的过载和断相保护。
熔断器是低压线路及电动机控制电路中起短路保护作用的电 器。
第六章数控机床的检测装置
一、填空题
1、位置检测装置是由检测元件(传感器)和信号处理装置组成的。
2、数控系统中的检测装置分为位移,速度和电流三种类型。
二、选择题
1、鉴向倍频电路是光栅测量系统的组成之一,下列不属于鉴向倍频电路的作用是(D)(A)辨向(B)细分(C)提高光栅的分辨力(D)放大
2、下列不属于编码器在数控机床中的应用的是(C)
(A)位移测量(B)主轴控制(C)转速控制
(D)“零点脉冲”信号用于回参考点控制
3、下列那一项是衡量感应同步器精度的主要参数(A)
(A)节距(B)定尺长(C)滑迟长(D)相移
三、是非判断题
1、对机床的直线位移采用回转型检测装置测量称为直接测量。
答:错误。
应该是称为间接测量。
2、当正弦绕组与定尺绕组对齐时,余弦绕组与定尺绕组相差1/2节距。
答:错误。
应该是相差1/4节距。
3、脉冲编码器、旋转变压器、圆磁栅、数字脉冲编码器、直线感应同步器均是位移传感器。
答:错误。
数字脉冲编码器是速度传感器。
四、简答题
1、莫尔条纹具有哪些特性?
答:1)光学放大作用;
2)均化误差作用;
3)莫尔条纹移动与栅距移动成比例。
2、简述数控机床对位置检测装置有哪些要求。
举例说明检测装置的类型。
答:数控机床对位置检测装置的要求:
1)受温度、湿度的影响小,工作可靠,能长期保持精度,抗干扰能力强。
2)在机床执行部件移动范围内,能满足精度和速度的要求。
3)使用维护方便,适应机床工作环境。
4)成本低。
检测装置分类:位移传感器,如旋转变压器、光栅尺等;速度传感器,如测速发电机、数字脉冲编码器等;电流传感器,如霍尔电流传感器。
五、问答及设计题
1.某数控车采用步进电机作进给驱动,步进电机的步距角为1.8度,丝杠螺距为4mm,编码器与主轴连接方式如下, Z1,Z2,Z3,Z4分别为80,40,40,20,编码器每转1500个脉冲,问加工螺距P=6mm螺纹时,工作台走一个脉冲当量时对应的编码器脉冲是多少?
解:Z4 =20; Z3=40;步进电机转一圈需要360 /1.8=200 个脉冲,工作台平移4mm 需要步进电机转2圈及400个脉冲。
加工一个P=6mm的螺纹,步进电机需要转400X6/4=600个脉冲; Z2=40 ,Z1=80 ;主轴转一圈,编码器转两圈,发3000个脉冲;加工一个螺纹时主轴转一圈螺距为P 6mm所以步进电机需要600个脉冲,对应此时编码器发3000个脉冲。
2.某带光电编码器的伺服电动机与滚珠丝杠直连(传动比为1:1),光电编码器为1200脉冲/转,丝杠螺距为6mm,则数控系统位置控制中断时间内计数600脉冲,这段时间内,工作台移动多少mm?
解:因为伺服电动机与滚珠丝杠直连,传动比为1:1,且丝杠螺距为6mm。
所以伺服电动机转一圈,滚珠丝杠也转一圈,工作台移动距离为螺距,即6mm。
因为光电编码器为1200脉冲/转(即电机转一圈的脉冲也是1200),而计数600脉冲。
所以电机转了600/1200=0.5圈,即转了半圈。
因为滚珠丝杠转一圈,工作台移动距离6mm。
所以滚珠丝杠转半圈,工作台移动距离3mm。