预浸料制备中的张力控制系统
- 格式:pdf
- 大小:145.82 KB
- 文档页数:6
#
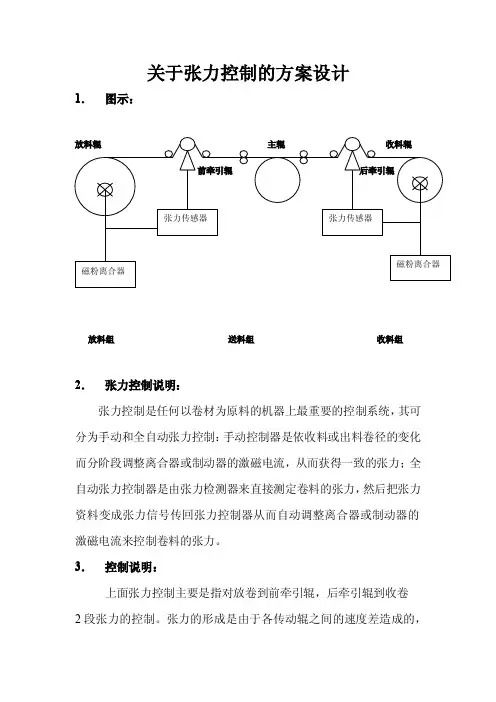
纤维纱筒开卷张力控制系统
预浸料的制备对筒纱纤维开卷张力恒定的要求比较严格。研制的预浸料制备设备的每
个筒纱都构成一个独立的张力闭环控制系统。系统由纤维筒纱、 比例电磁铁%机械制动装 置、 张力传感器和控制电路组成。 !(! 工作原理 纤维筒纱的开卷属于被动运动, 对筒纱施加一定的制动力矩, 纤维从纱筒中被拉出才具 有一定的张力。为保持粗纱张力恒定, 要求制动力矩能够自动连续调节。研制的 “比例电磁 铁%机械制动装置” 成功地实现了纤维张力恒定。 比例电磁铁%机械制动装置示意图如图 #。图中:- —摩擦力,.—比例电磁铁推力, —摩擦块与摩擦盘摩擦系数,0 1—制动力矩。力矩平衡方程式: /—正压力, !
万方数据
!F
航
空
材
料
学
报
第 FL 卷
F
!%"
预浸料收卷张力控制系统
系统组成 预浸料收卷过程也应保持张力恒定。该
系统由可编程调节器、 变频器、 交流电机、 减 速器、 三辊摆式松紧架、 摆辊角度传感器和收 卷轴组成。系统示意图如图 !。系统中 ! G 是牵引辊线速度, 作为主令速度, 收卷轴线速 度 ! F 是从动速度。收卷过程中随着卷取半 径的增大, 导致三辊摆式松紧架 ! F 亦增大, 向一方倾斜摆动。速度传感器反馈信号增 大, 可编程调节器输出量减小, 使变频调节器 输出频率降低, 交流电机转速降低, 最终 ! F 恢复到设定值, 速度差 ( ! F 9 ! G) 为定值, 实 现恒张力卷绕收卷。 !"! 系统工作原理
第’期
预浸料制备中的张力控制系统
*)
预浸料制备中的张力控制系统
高殿斌 蒋秀明 杨公源
(天津纺织工学院机械工程及自动化系,天津 !""#$") 摘要:详细阐述了预浸料制备过程中纤维纱筒开卷、 预浸料收卷张力控制系统的工作原理、 数 学模型以及控制方法。并在所研制的预浸料制备设备中进行实践与验证。在纤维开卷过程中, 研制出的 “比例电磁铁%机械制动装置” 调节和控制开卷张力, 为实现纤维粗纱张力恒定起到关 键作用。并详细介绍了 “比例电磁铁%机械制动装置” 的原理。在预浸料收卷过程中, 采用三轴 摆式松紧架装置, 以线速度跟随控制和卷径补偿控制, 实现了预浸料牵引辊和收卷辊快速跟随 性和张力稳定性。 关键词:开卷与收卷非线性;时变数学模型;比例电磁铁%机械制动装置;增益调度 中图分类号:&’$# ( )* 文献标识码:+ 文章编号:#"",%,",! (’""") "’%""*)%"$
第A期预浸料Biblioteka 备中的张力控制系统=<
引辊、 收卷辊必须实现同步控制。控制方案 有多种, 我们采用三辊摆式松紧架控制方案, 再补以线速度跟随控制和卷径补偿控制, 实 现快速跟随性和张力稳定性。 首先, 将预浸料绕在收卷轴上, 收卷控制 系统自动地使三辊摆式松紧架的摆辊停在水 平位置, 启动牵引辊后, 收卷轴启动。在三辊 摆式松紧架控制下, 实现同步运行, 同时, 收 卷张力恒定。其数值取决于摆杆上配重的位 置。只要三辊摆式松紧架处于上下极限位置 之间, 收卷张力就是恒定的, 这就是三辊摆式 松紧架的特点, 是其他检测装置无法具备的。 预浸料收卷过程中, 由于卷径的增大, 收 卷轴线速度 ! 将大于牵引辊线速度 ! 8 , 速 差 ( ! 9 ! 8) 的累积产生三辊摆式松紧架的角度微小位移。角度传感器输出电压增大, 至使 反馈信号稍大于设定信号, 可编程调节器进行反向积分, 即控制输出电流信号减小, 变频器 输出频率降低, 收卷电机转速降低, 线速度亦降低, 三辊摆式松紧架的摆辊重新回到原来设 这种控制过程一直进行到收卷结 定的位置。实现反馈信号等于设定信号, 此时, ! : ! 8, 束, 三辊摆式松紧架始终处在所设定的平衡位置上。在三辊摆式松紧架所构成的反馈控制 的基础上, 为了提高快速性和改善动态品质, 辅以牵引辊线速度 ! ; 的前馈补偿和收卷轴半 径 " < 的补偿控制, 这两者补偿控制属于信号自适应控制。
料长度; ! —收卷轴线速度; 3 4 —预浸料弹性系数; ! L —牵引辊线速度; 2 ) ! L —时间常 数; 1 —收卷时间。 上述各式组成了收卷轴的数学模型。收卷轴张力控制系统的结构图如图 N。 F % F % F 张力与同步控制理论 万方数据 预浸料牵引辊、 在传动设计上, 收卷辊均为主动传动。为保证预浸料收卷张力恒定, 牵
"#$ % ! 图! 收卷控制系统示意图
&’( )*(+,’ -./ 01 +’( 2033#4$56/ +(4)#04 ,04+203 )7)+("8 9 1((:102-.2: ,0-/(4).+#04; ;8 9 )<#4$#4$ .2- ,0-/(4).+02; => 9 /20$2.--.?3( .:@6)+02; A 9 (3(,+20-0+02;B&8 9 2033#4$ 56/5+2.4)-#))#04 ,0-/(4).+#04; & 9 +2.4)-#++(2; "8 9 12(C6(4,7 B> 9 2033#4$56/5.E#) ,04D(2)#04;
所以纤维开卷过程的数学模型是时变、 非线性系 时间变化。数学模型中还有 & ) 和 & * 项,
图) +,- . )
筒纱开卷张力控制 系统结构图 /01 2’345’431 678 9: ’01 ;73< 8,5=> 48 311? ’1<2,9< 59<’39? 2;2’16
统。纤维开卷张力控制系统的结构图如图 张力控制电路图如图 *。 ), @ - & 是张力给定电位器设定的张力给定 的电压 信 号,它 对 应 于 比 例 电 磁 铁 线 圈 电 压, 决定了电磁铁推力 + , 也就给定了纱线开 卷张力 , 。 @ / 是经过运算处理的张力传感 器输出信号, 即张力反馈信号。运算放大器 它对张力给定与张力反馈 A$ 为比例积分器,
图* +,- . *
张力控制电路示意图
/01 2=1’50 678 9: ’01 ’1<2,9< 59<’39? 1?15’3,:,1& 5,354,’
的差值 (即误差) 进行比例>积分运算, 其输出送到 BCD 脉冲宽度调制集成电路 EF 的输入 端, 施加于比例电磁铁线圈上, EF 输出 BCD 信号。该信号经过达林顿功率晶体管放大后, 产生一定的推力值 + 。也就决定了一定的张力值 , 。在筒纱开卷过程中筒纱半径 & 逐渐 减小, 导致纱线张力增大, 即 @ / 增大, 误差变负, 比例>积分调节器输出电压减小, @ / G @ - &, 施加于比例电磁铁线圈上的电压减小, 电磁铁推力减小, 制动力矩减小, 则 BCD 输出减小, 纤维张力 , 减小, 张力反馈信号减小, 又达到 @ / # @ - & 新的平衡状态, 即粗纱张力 , 等于 设定值。这种控制过程一直进行到纤维筒纱开卷结束, 从而保证了粗纱张力恒定。
!,"
筒纱开卷张力数学模型 为了对筒纱开卷张力控制系统进行分析和设计, 首先建立筒纱开卷过程的数学模型, 进
而建立系统的数学模型。力矩平衡方程式为: ( - %"% ) ( , " ( ) " > @ >2 "# "% # $ ・ (, # , * - % # -$) ! - %$ ! -. /0 /0 ( *A " *A ( *A " *A -. # $ 1 # +2 +2 #$ 1 %$ ) %$ ) &2 &2 式中:* —筒纱半径 ; * %$ —筒纱芯轴半径; , —筒纱开卷张力; 0 —筒纱高度; -$) — 筒纱承托 机构及制动轮的转动惯量; -. —纤维转动惯量; - %$ —筒纱芯轴转动惯量; / —比重; 1 —占积 率; ( , —张力矩; ( ) —制动力 2 —重力加速度; "% —筒纱开卷角速度; #—粘性摩擦系数; 矩。 3- % & /0 3* 3* ・ # + %$ * ’ # $ 1*’ >2 >2 >2 2 > > -% "% ( , " ( 4 " -% " " "% # $ 万方数据 >2 "% >2 #
收稿日期:’"""%"’%’);修订日期:’"""%"!%!" 作者简介:高殿斌(#)*,%) ,男,副教授
万方数据
B$
航
空
材
料
学
报
第 &$ 卷 ( %) ( &) ( ’)
将 # # !%
!" ! # $ " %& # $ (%) 式, 得 % # # ’! 代入 ( & ’!) !" ! # $ " # #$
F ! H !+ "’( H "% I * " 1 (!L !:+) + H + L I . 0 ;0 H MF $ !H * !’ ( 2 ) ! L) ( 3 4 ) ! L) ( ! 9 ! L) : , ) :+ I , H 式中: "% —电机轴上的粘性摩擦系数; + L —收卷芯轴半径; 2 —牵引辊与收卷辊之间预浸
制备单向预浸料是将多轴筒纱纤维一起释放, 经展平和树脂熔融浸渍、 挤胶、 辊压、 收卷 形成厚度均匀, 纤维彼此平行的单向连续带。在制备预浸料过程中, 如果纤维张力不均, 预 浸料纤维不能平行排列, 将严重影响复合材料的力学性能。预浸料收卷时, 必须解决好恒张 力卷绕问题, 否则将带来预浸料内松外紧现象, 或者出现皱折, 这样不仅外观不合格, 也会损 伤纤维。采用三轴摆式松紧架方便可靠地解决了这个问题。由于多轴筒纤维开卷和预浸料 收卷合理地解决了张力控制这个主要矛盾, 在所研制的预浸料设备上制备出了高质量预浸 料。

![碳纤维精浸胶张力控制系统及控制方法[发明专利]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/6f1454af69eae009591bec04.webp)
