标准工时测量模特法
- 格式:ppt
- 大小:505.50 KB
- 文档页数:58

测定时间:123456789101#DIV/0!2#DIV/0!3#DIV/0!4#DIV/0!5#DIV/0!6#DIV/0!7#DIV/0!8#DIV/0!9#DIV/0!10#DIV/0!11#DIV/0!12#DIV/0!13#DIV/0!14#DIV/0!15#DIV/0!16#DIV/0!17#DIV/0!18#DIV/0!19#DIV/0!20#DIV/0!21#DIV/0!22#DIV/0!23#DIV/0!24#DIV/0!25#DIV/0!26#DIV/0!27#DIV/0!28#DIV/0!29#DIV/0!30#DIV/0!直接人力0节拍总工时0.00平衡率#DIV/0!注:审核:核准:拉长维修工物料员总计1113产品产能计算(每小时)测定人:间接人力数据汇总人力配置测定记录
2、测试工具:秒表1、宽放设定:7%平均工时
#DIV/0!标准工时测定记录(MTM)表产品名称:标准工时备注序号工序名称作业员工号生产拉线:

人机12345678910人机
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
代符号修正数代符号修正数
超级A0.15超级A0.13
优B0.11优B0.1
良C0.06良C0.05
平均D0平均D0
较差E-0.05较差E-0.05
劣F-0.16劣F-0.12作业单元
动作特点
动作顺畅,没有犹豫不诀动作十分顺畅动作绝对顺畅,难以分清动作之间的分界熟练程度评比系数表努力程度评比系数表
犹豫不诀十分明显,笨拙,有很多错误工作慢且明显地浪费时间零件编号:工艺参数:
材料规格:
备 注作业人数
很多犹豫不诀,动作有些笨拙动作组合尚佳,犹豫不诀难以发现工序名称:
设备名称:
产品名称:观 测 者:
设备型号:
零件名称:工时测量记录表
人机关系测定时间标准时间作业班组:日 期:
序号平均时间评比系数标准时间
标准时间(S)
动作特点
最大可能的努力,不可能继续下去
十分努力,不能保持超过几天
能过持续长久的最佳动作
平稳 地工作,似有多少未尽余力
工作慢
标准工时测量方法手册 修订日期:2017/7/25
一、目的
利用时间研究马表测时法搜集的数据,配合生产线的作业方式,研拟一套标准工时的测量作业
方法及流程,以此作为各厂IE工程人员测量工时依循的步骤及方法,俾使标准工时更合理化,以 符合实际应用之需求。
二、适用范围
凡各厂作业工时测定均适用之。
三、内容
A、标准工地之定义:所谓标准工时,是指在一定的标准状况下(工作环境舒适,无压力)一个合格正常且有良好训练之操作员,以正常操作速度完成指定作业所需之工时。
B、影响标准工时之因素
1、操作方式。
2、材料及零件。
3、设备及工具。
4、工作位置及布置。
5、工作环境。
6、质量之要求。
7、日产量之设定。
C、标准工时测量作业流程图。(见附件<一>)
D、马表直接测时法之定义(Stop-Watch Time Study):以马表直接测量所欲测量之作业单元
(Element),再视受测员之精神状况,及工作之难易程度,给予宽放值及评比。
E、标准工时测量作业程序
1、步骤一
准备测量设备及时间研究表格:
a)、马表(Stop Watch)
b)、时间观测板(Time Study Board)
c)、时间研究表格(Time study Board)
d)、计算器(Calculator)
2、步骤二
收集研究操作之相关资料:时间研究作业之前必需对受测试的机种,材料的规格,观测对象的选定,与操作方法等有充份的了解,数据必需相当齐全,才不至于观测期间造成不必要的困扰。 3、步骤三
决定工时量测方式:
a)、AI、RI、SMD零件植件工时计算,请依各厂实际机器设备状况来决定工时。计算方法请参考附录(一)。
b)、其余制程人工操作工时量测步骤请参考附录(二)。
4、步骤四
划分并记述操作单元(Element):操作单元划分对测量的时间点有相当大的影响,同一零件会因联板及单板操作方式的差异,而造成有不同工时的现象。有关(操作单元的划分方法请参考附件(二)
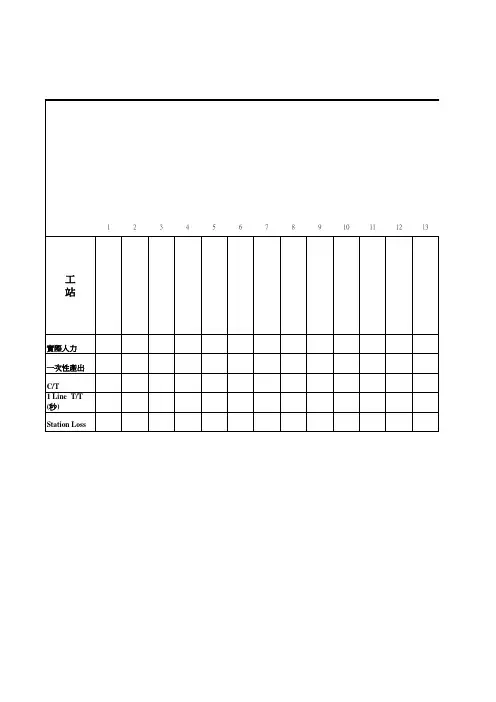
12345678910111213
實際人力
一次性產出C/T
1 Line T/T (秒)Station Loss工站文件編號LINE
實際日產能(Pcs/10h)
實際節拍時間(S)#DIV/0!
应达产能(Pcs/10h)#DIV/0!
目標產能(Pcs/10h)#DIV/0!
14L/B#DIV/0!
Line Loss#DIV/0!
良率目標
良率實績
稼動率目標
稼動率實際*Σ人員0*
*Σ C/T0*N/T0*Total Loss0****