正弦变频器在309直进式拉丝机
- 格式:pdf
- 大小:366.30 KB
- 文档页数:7
直进式拉丝机工作原理直进式拉丝机是一种常用于金属加工的设备,其工作原理是通过拉伸金属材料,使其截面积减小,同时延长材料的长度。
本文将详细介绍直进式拉丝机的工作原理和相关应用。
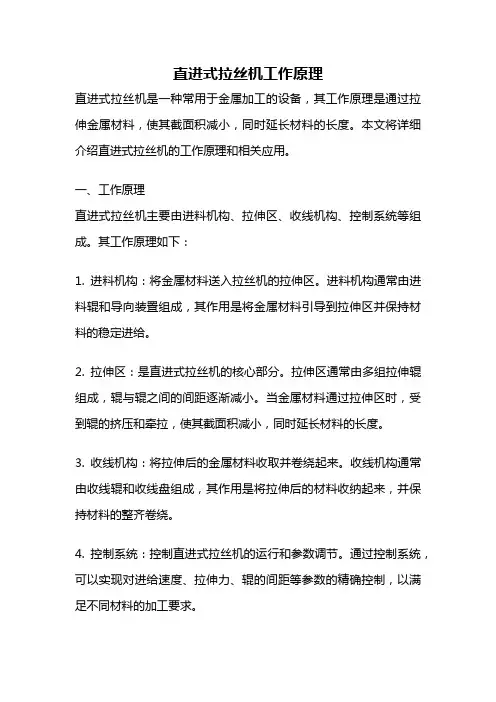
一、工作原理直进式拉丝机主要由进料机构、拉伸区、收线机构、控制系统等组成。
其工作原理如下:1. 进料机构:将金属材料送入拉丝机的拉伸区。
进料机构通常由进料辊和导向装置组成,其作用是将金属材料引导到拉伸区并保持材料的稳定进给。
2. 拉伸区:是直进式拉丝机的核心部分。
拉伸区通常由多组拉伸辊组成,辊与辊之间的间距逐渐减小。
当金属材料通过拉伸区时,受到辊的挤压和牵拉,使其截面积减小,同时延长材料的长度。
3. 收线机构:将拉伸后的金属材料收取并卷绕起来。
收线机构通常由收线辊和收线盘组成,其作用是将拉伸后的材料收纳起来,并保持材料的整齐卷绕。
4. 控制系统:控制直进式拉丝机的运行和参数调节。
通过控制系统,可以实现对进给速度、拉伸力、辊的间距等参数的精确控制,以满足不同材料的加工要求。
二、应用领域直进式拉丝机广泛应用于金属加工领域,特别是钢铁、铝合金、铜合金等材料的加工和生产过程中。
其主要应用领域包括以下几个方面:1. 金属丝材生产:直进式拉丝机可以将金属坯料加工成各种规格和精度要求的金属丝材,用于制造电线、电缆、弹簧、紧固件等产品。
2. 金属管材生产:直进式拉丝机可以将金属管坯料加工成各种直径和壁厚的金属管材,广泛应用于建筑、机械、汽车等领域。
3. 金属棒材生产:直进式拉丝机可以将金属坯料加工成各种精度要求的金属棒材,用于制造轴承、零件、刀具等产品。
4. 表面处理:直进式拉丝机可以通过调整拉伸辊的参数,实现对金属材料表面的拉丝处理,提高材料的表面质量和光洁度。
5. 材料改性:直进式拉丝机可以通过拉伸过程中的冷加工,改变金属材料的晶粒结构和力学性能,提高其强度、硬度和韧性。
三、优势和发展趋势直进式拉丝机具有以下优势和发展趋势:1. 高效节能:直进式拉丝机采用连续拉伸的方式,具有高效能耗低的特点,可以有效提高生产效率和能源利用率。
变频器在直进式拉丝机上的应用一、引言汽车工业快速发展,对汽车轮胎需求也快速增长。
同时,我国高等级公路快速发展,汽车运行速度也大大提高了,这就对汽车轮胎质量提出了更高要求。
而钢联线作为轮胎重要组成部分,对轮胎强度起着重要作用。
钢联线质量直接影响着轮胎质量、品质、等级。
作为钢联线主要生产设备直进式拉丝机,应用也越来越广泛。
早期直进式拉丝机,主要以进口为主,包括德国、意大利、韩国等进口拉丝机为主,这些系统有直流调速,也有交流变频调速。
现这些设备一些大钢联线生产厂还应用。
近年来,国内机械加工能力提高,以及自动化控制技术发展,直进式拉丝机已基本实现国产化。
江阴、靖江等几家拉丝机生产厂,都已生产出交流变频同步调速直进式拉丝机。
这个应用案例就是酷马Q9000高性能矢量变频器江阴生产直进式拉丝机上配套案例。
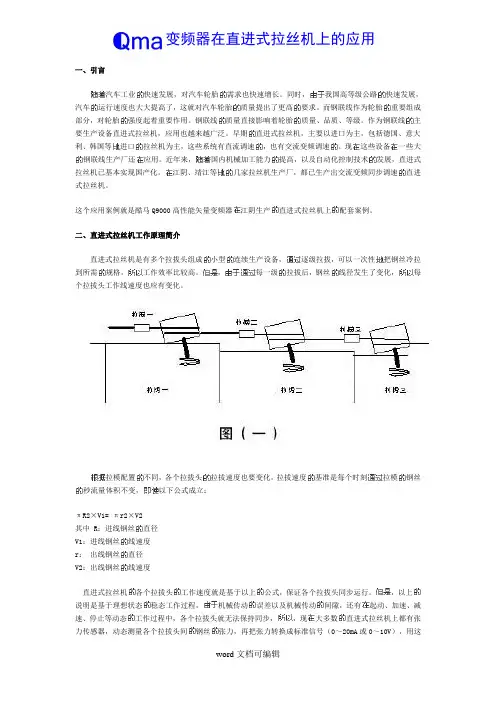
二、直进式拉丝机工作原理简介直进式拉丝机是有多个拉拔头组成小型连续生产设备,逐级拉拔,可以一次性把钢丝冷拉到所需规格,工作效率比较高。
,每一级拉拔后,钢丝线径发生了变化,每个拉拔头工作线速度也应有变化。
拉模配置不同,各个拉拔头拉拔速度也要变化。
拉拔速度基准是每个时刻拉模钢丝秒流量体积不变,以下公式成立:πR2×V1=πr2×V2其中 R :进线钢丝直径V1:进线钢丝线速度r:出线钢丝直径V2:出线钢丝线速度直进式拉丝机各个拉拔头工作速度就是基于以上公式,保证各个拉拔头同步运行。
,以上说明是基于理想状态稳态工作过程,机械传动误差以及机械传动间隙,还有起动、加速、减速、停止等动态工作过程中,各个拉拔头就无法保持同步,,现大多数直进式拉丝机上都有张力传感器,动态测量各个拉拔头间钢丝张力,再把张力转换成标准信号(0~20mA或0~10V ),用这个标准信号反馈给调速变频器,变频器用这个信号作闭环PID 过程控制,主速度上叠加上PID 计算调整量,保持各个张力检测点张力恒定,也就保证了直进式拉丝机工作同步恒张力工作状态。
直进式拉丝机技术方案直进式拉丝机技术方案一、项目背景拉丝工艺是一种常见的材料加工工艺,广泛应用于机械、家电、汽车制造、建筑装修等领域。
目前市场上主要使用的拉丝机有两种类型:直线式拉丝机和盘式拉丝机。
但这两种机型在生产中都存在一定的缺陷,比如拉丝速度较慢,生产效率低下,能耗大等问题。
因此,我们基于市场需求和技术创新,设计开发一种新型的拉扯式直进式拉丝机,旨在提高生产效率、降低生产成本,为广大制造企业提供更高效、稳定、可靠的拉丝加工设备。
二、设计原理该直进式拉丝机由传动系统、钢丝缆绳、电机、轮胎轮轴组成,原理如下:1. 钢丝缆绳通过两个滑轮,一边连接后置机构,另一边通过电机带动前置机构。
2. 电机通过主动轮,传动到被拉伸材料上,然后被拉伸材料就会跟随主动轮转动,缆绳就会把被拉伸材料往前拉。
3. 缆绳传动的同时,前置机构又将被拉伸材料向上送,以便使缆绳可以继续向前传动。
4. 待被拉伸材料到达所需长度后,缆绳紧绷并将材料拉出。
5. 再将拉出来的材料通过机械手操作进行自动裁剪和卷取,完成整个加工过程。
三、技术方案1. 主要零部件的选型(1)传动系统:选用国内顶尖的变频控制器,根据实际需求进行调整,可调速范围广、精度高、响应速度快。
(2)电机:选择功率较小但转速较高的三相异步电机,以达到高效耗能的目的。
(3)滑轮:采用优质低摩擦材料制成,确保传动效率和耐磨程度。
(4)轮胎轮轴:选用经过优化设计的高强度钢材,保证机器能够承受各种恶劣的工作环境。
(5)机械手:采用国内领先的自动卷取机器人,能够自动裁剪拉出的材料,并且快速、准确地进行卷取。
2. 具体实现方案(1)控制系统:采用PLC控制系统,实现全自动化生产。
通过变频控制,可调节拉丝速度,从而适应不同材质的加工需求。
同时,系统还具有故障报警和安全保护功能,确保设备稳定运行。
(2)传动系统:通过减速机传动,保证工作时的转速稳定,缩短加工时间。
(3)安全保护:设备上设置安全门和安全开关,一旦有异常情况发生就会立刻切断电源,保障操作人员安全。
正弦变频器在焊材厂直进式拉丝机上的应用——SINE309矢
量型张力控制专用变频器
王涛
【期刊名称】《变频器世界》
【年(卷),期】2008(000)008
【摘要】本文通过拉丝机原理的分析、直进式拉丝机系统介绍、正弦变频器的特点和在焊材厂的安装调试经验,描述了正弦变频器在焊丝行业的实际应用情况。
【总页数】4页(P76-79)
【作者】王涛
【作者单位】深圳市正弦电气有限公司
【正文语种】中文
【中图分类】TM921
【相关文献】
1.TD3300恒张力矢量专用变频器在凹印机张力控制上的应用 [J], 陈满儒;惠晓妮
2.直进式拉丝机无张力传动器的变频控制 [J], 陈峰;程志强
3.四方V360系列变频器在直进式拉丝机的应用 [J],
4.国产矢量控制型高压变频器在水泥厂高温风机上的应用 [J],
5.直进式拉丝机张力控制系统的实现 [J], 续明进
因版权原因,仅展示原文概要,查看原文内容请购买。
第37卷第6期金属制品2011年12月Vol.37No.6Metal Products December2011 doi:10.3969/j.issn.1003-4226.2011.06.012用S7-300PLC实现拉丝机控制系统中变频器的更新刘才校(贵州建新南海科技股份有限公司,贵州贵阳550018摘要针对直进式拉丝机在使用过程中更新变频器带来的停产问题,给出用H1000变频器更新G7变频器的解决方案。
该控制系统主要由S7-300PLC、G7变频器、H1000变频器、PROFIBUS总线、西门子MP277触摸屏组成。
给出2种不同变频器的接线图及更换变频器的操作界面,详述S7-300程序设计中硬件组态过程及变频器参数设定,并就具体的通讯地址设定给出实例,说明有关位置检测信号的传输过程。
使用表明,通过触摸屏的按键就可实现变频器G7和H1000的更换,为生产和维护提供方便。
关键词PLC;变频器;PROFIBUS总线;触摸屏中图分类号TG355.9Use S7-300PLC to realize update of transducer in control systemof wire drawing machineLIU Cai-xiao(Jetinlandair Science&Technology Co.,Ltd.,Guiyang550018,ChinaAbstract Aiming at stopping production problem updating transducer in the course of use of straight line wire drawing ma-chine,the settle plan for H1000transducer to update G7transducer was given.The control system is mainly composed ofS7-300PLC,G7transducer,H1000transducer,PROFIBUS,Siemens’MP277touch screen,the wiring diagram and op-erator interfaces of replacing transducer of two kinds of different transducer are given.The hardware configuration processand transducer parameters enacting in S7-300program design are expounded,and concrete communication address enac-ting examples are given.The transmission course of relative position inspection signals are inspected.Using indicated that the alteration of transducer G7and H1000can be realized by key-press of touch screen,which provide convenience for pro-duction and maintenance.Keywords PLC;transducer;PROFIBUS;touch screen随着机电技术的发展,对电机驱动器的要求也越来越高,很多变频器不得不更新换代,以满足各种生产要求。
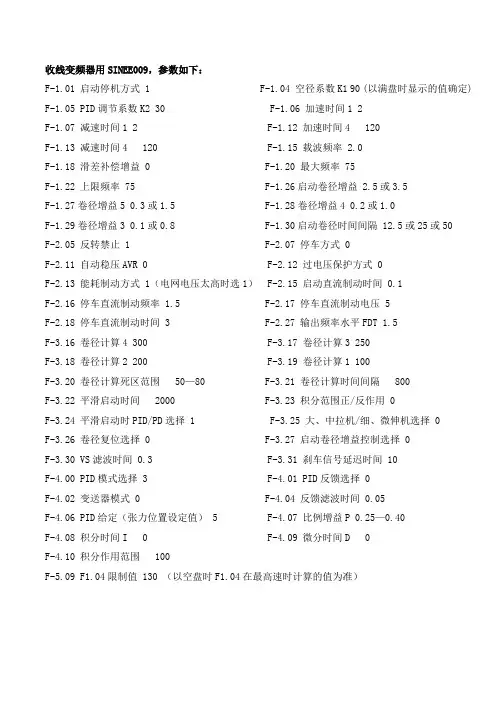
收线变频器用SINEE009,参数如下:F-1.01 启动停机方式 1 F-1.04 空径系数K1 90 (以满盘时显示的值确定) F-1.05 PID调节系数K2 30 F-1.06 加速时间1 2F-1.07 减速时间1 2 F-1.12 加速时间4 120F-1.13 减速时间4 120 F-1.15 载波频率 2.0F-1.18 滑差补偿增益 0 F-1.20 最大频率 75F-1.22 上限频率 75 F-1.26启动卷径增益 2.5或3.5F-1.27卷径增益5 0.3或1.5 F-1.28卷径增益4 0.2或1.0F-1.29卷径增益3 0.1或0.8 F-1.30启动卷径时间间隔 12.5或25或50F-2.05 反转禁止 1 F-2.07 停车方式 0F-2.11 自动稳压AVR 0 F-2.12 过电压保护方式 0F-2.13 能耗制动方式 1(电网电压太高时选1) F-2.15 启动直流制动时间 0.1F-2.16 停车直流制动频率 1.5 F-2.17 停车直流制动电压 5F-2.18 停车直流制动时间 3 F-2.27 输出频率水平FDT 1.5F-3.16 卷径计算4 300 F-3.17 卷径计算3 250F-3.18 卷径计算2 200 F-3.19 卷径计算1 100F-3.20 卷径计算死区范围 50—80 F-3.21 卷径计算时间间隔 800F-3.22 平滑启动时间 2000 F-3.23 积分范围正/反作用 0F-3.24 平滑启动时PID/PD选择 1 F-3.25 大、中拉机/细、微伸机选择 0F-3.26 卷径复位选择 0 F-3.27 启动卷径增益控制选择 0F-3.30 VS滤波时间 0.3 F-3.31 刹车信号延迟时间 10F-4.00 PID模式选择 3 F-4.01 PID反馈选择 0F-4.02 变送器模式 0 F-4.04 反馈滤波时间 0.05F-4.06 PID给定(张力位置设定值) 5 F-4.07 比例增益P 0.25—0.40F-4.08 积分时间I 0 F-4.09 微分时间D 0F-4.10 积分作用范围 100F-5.09 F1.04限制值 130 (以空盘时F1.04在最高速时计算的值为准)主变频SINEE-003系列F1.01 启动停车方式 1 F1.02 输入方式 1F1.06 加速时间 50 F1.07 减速时间 50F1.12 寸动加速时间 6 F1.13 寸动减速时间 6F1.14 转矩提升 0 F1.20 最大频率 94F1.21 基础频率 50 F1.22 上限频率 94F1.23 下限频率 0 F1.25 寸动频率 6F2.04 加减速模式 0 F2.07 停车方式 0F2.11 自动稳压AVR 2 F2.12 过电压保护 1F2.13 能耗制动方式 1 F2.15 启动直流制动时间(转速跟踪) 0.1 F2.16 停车直流制动频率 1 F2.17 停车直流制动电压 3.5F2.18 停车直流制动时间 1 F2.22 MO输出选择 0F2.27 输出频率水平FDT 1.5 F2.31输出端子故障继电器功能选择 7209 F5.00 电机额定功率出厂值 F5.04 电机连接方法 1F5.10 缺相保护功能 0 F5.13 变频器额定功率出厂值F5.15 变频器额定电流出厂值。
前言感谢您选用正弦电气EM500系列开环矢量变频器。
资料编号:31010143发布时间:2018-04版本:100EM500系列变频器是正弦电气推出的开环矢量控制型变频器:支持三相交流异步机和永磁同步电机;支持多种国际领先驱动控制技术——改善的矢量VF控制技术(VVF)和无速度传感器矢量控制技术(SVC);支持速度和转矩两种输出形式;支持扩展——I/O扩展卡、通讯总线扩展卡和专用功能扩展卡。
EM500专攻通用领域,可用于几乎所有开环控制场合,如风机、水泵(恒压供水)、空压机、收放卷、直进式拉丝机等等。
若需用于高精度闭环场合,请选用EM600系列。
EM500系列开环矢量变频器有如下特点:●从11kW开始内置直流电抗器,减小输入电流畸变,提高功率因数,增强产品可靠性;●转矩控制精度高:SVC/±8%额定转矩;●调速范围宽,控制精度高:VF/1:50、SVC/1:200,±0.2%额定转速;●低频带载:VF/1Hz/150%、SVC/0.25Hz/150%;●过压失速、快速限流、过载、过热、掉载等多重保障;●支持通讯总线扩展:Profibus-DP网络、CANopen网络和DeviceNet网络;●支持I/O扩展●支持收放卷功能、实现恒压供水、空压机和同步机“变转工”等应用。
在使用EM500系列开环矢量变频器之前,请您仔细阅读本指南,并请妥善保存。
变频器首次与电机连接时,请您正确选择电机类型(异步机或同步机),并设定电机铭牌参数:额定功率、额定电压、额定电流、额定频率、额定转速、电机接法及额定功率因数等。
由于我们始终致力于产品和产品资料的完善,因此,本公司提供的资料如有变动,恕不另行通知。
最新变动和更多内容,请访问安全注意事项安全定义:在本手册中,安全注意事项分以下两类;危险:由于没有按要求操作造成的危险,可能导致重伤,甚至死亡的情况。
注意:由于没有按要求操作造成的危险,可能导致中度伤害或轻伤,及设备损坏的情况。
三肯变频器介绍第九节三肯系列通⽤变频器介绍U f恒定控制⽅式和⽆速度传感器⽮量控制⽅式,通过电动机参三垦通⽤变频器采⽤/数⾃动测定功能进⾏电动机参数的⾃动测量,实现⽆速度传感器⽮量控制。
三垦通⽤变频器到⽬前为⽌已历经了五次更新换代:第⼀代SVS、SVF系列采⽤⼤功率晶体管逆变器(GTR)和正弦波脉宽调制(SPWM)控制技术;第⼆代MS、MF系列采⽤16位微机处理控制的电压⽮量控制技术,⾯板采⽤了全数字控制;第三代LS、LF系列采⽤⾼速开关器件绝缘栅双极性晶体管IGBT、⾼性能准32位微机处理器及⼤规模集成晶⽚(LIS),并运⽤三垦电⽓株式会社独特的⾼频载波SPWM控制⽅式,变频调速范围为0.5—600Hz,控制功能已扩展到近200项,其中包括可以实现程序运⾏、内置PID控制功能、节电控制和变频控制⾃动切换、与计算器实现串⾏通信,最多控制32台变频器运⾏;第四代IHE/IPF变频器是以⽮量控制理论为基础的⽆速度传感器控制⾼性能通⽤变频器,采⽤了内含IGBT的智能功率模块IPM及32位微机处理器,使变频器的低速性能⼤幅提⾼,最⼤起动转矩达到150%额定转矩,在100%负载转矩内,其速度控制精度⼩于±l%,与前⼏代变频器相⽐,在指令响应和负载响应性能⽅U f控制⽅式,以供选择使⽤;最新⼀代SAMCO ⾯都有提⾼;IHF/IPF系列变频器还具有/⼀vm05系列通⽤变频器采⽤了最新的科研成果,整体性能上⼜有了新的飞跃。
SAMCO—vm05系列通⽤变频器采⽤智能功率模块(ASIPM)和⾼性能IGBT,结构更为紧凑、可靠;内部控制软件可随⽤户需求升级,免费提供专门设计的可⽤于Windows95/98操作系统的功能软件(通信接⼝功能、负载控制算法等)、传输软件(FMTP),并可⽅便的实现版本升级,版本升级功能是⼀种软件⽤户化功能,可以使通⽤变频器转变为⽤户专⽤型变频器,直接通过计算机上的串⾏通信⼝增加新的功能。
直进式拉丝机调试方法使用SINE309及SINE311系列变频器应用于直进式拉丝机。
方案特点:针对每一个拉拔头的SINE309机器,使用全力PID方式(有I值)。
主速度+PID 系统特点:保持线速度一致!!!!无论点动、联动、启动、加速、减速、停车均要求保持线速度一致。
调试特点:1、逐级穿摸方便,由于使用大幅度的PID进行调制,使得在最初穿摸时,各个转轮的机械传动比及压缩绿不是很准的情况下,仍能保证穿摸顺利,不断线!!2、线形PID变化,在穿摸时使用大力的PID调节,而在正常生产的过程中,则根据速度的变化使得PID的调节范围也随之线性同步变化。
保证在不同的速度时有与之对于PID调节量来满足速度变化。
3、●不需加滑差补偿(保证给定速度与输出速度一致);●不加停车直流制动(保证在停车时不会因停车直流制动频率不同而造成停车时间不一致引起断线)●加大低频力矩(确保点动穿模及正常启动时能迅速、同时;防止因出力不足引起导致各塔轮不能同时启动,造成断线。
)4、调试方法:1)使用任意转矩提升(F0.24=35;通过调整F4.01—F4.08的值,提升低频力矩。
2)设置下限频率(F0.27)保证在启动及联动时能迅速达到设定频率。
保证启动同步3)速度给定系数K的确定:由于各个塔轮之间的电机、机械传动比都有不同,要保证整个系统正常工作时线速度一致必须要求有比较准确的K值。
3-1)K值确定方法:a、现场调试法,先用全力的PID进行调节穿模,之后按照此参数低速运行,此时根据最后一台主机(SINE311)的速度(K=100%)的当前频率,分别记录之前的所有机器的时时频率,并记录此时相应的K值。
将所有计算出的K值输入到每台对应的变频器中。
再次开机运行至高一点频率,再次重复计算K值并重新输入。
这样反复几次直到K值稳定。
b、直接测量法:将每台变频器对应的塔轮转速用转速表测量出(以线速度一致为准),计算出相应的K1值,再将每一道模的压缩率计算后确定K2值,此时K=K1*K2;输入到每台变频器即可。
康沃变频器在拉丝机中的应用【摘要】康沃变频器在拉丝机中的应用是现代工业生产过程中的重要组成部分。
本文首先介绍了康沃变频器在拉丝机中的应用的重要性和背景,接着详细解析了康沃变频器在拉丝机中的应用原理和优势。
通过对实际案例的分析,展示了康沃变频器在拉丝机中的应用的价值和发展前景。
分析了康沃变频器在拉丝机中的应用的未来发展趋势和技术挑战,以及其在推动工业生产、节能减排等方面的作用。
康沃变频器在拉丝机中的应用不仅能提高生产效率,降低能耗,还能推动工业智能化发展,具有巨大的市场潜力和发展空间。
【关键词】康沃变频器、拉丝机、应用、原理、优势、案例分析、未来发展趋势、技术挑战、价值、发展前景、推动作用1. 引言1.1 康沃变频器在拉丝机中的应用的重要性康沃变频器在拉丝机中的应用非常重要,它可以提高拉丝机的生产效率,降低能源消耗,减少设备维护成本,并且提高产品质量。
由于短效、高效的特性,康沃变频器可以根据不同的需求灵活调整拉丝机的转速和产量,使生产过程更加稳定和可控。
康沃变频器还可以实现多台设备之间的同步控制,提高生产线的整体效率和协调性。
在当前市场竞争日益激烈的情况下,提高生产效率、降低生产成本,成为拉丝机制造企业提高竞争力的重要途径,因此康沃变频器在拉丝机中的应用显得尤为重要。
康沃变频器在拉丝机中的应用的重要性不仅体现在提高生产效率、节约能源成本方面,更体现在提高产品质量、增强企业核心竞争力、拓展市场份额等方面。
康沃变频器在拉丝机中的应用对企业实现可持续发展具有重要意义。
1.2 康沃变频器在拉丝机中的应用的背景在过去,拉丝机通常采用传统的机械调速方式,存在调速精度低、能耗高、运行稳定性差的问题。
而康沃变频器的出现,改变了这种局面。
康沃变频器通过调节电压频率,实现了对驱动电机的精准控制,可以根据不同工艺要求实时调整转速,提高了生产效率,降低了能耗,提升了产品质量。
随着信息化技术的不断发展,康沃变频器在拉丝机中的应用也不断创新。
塔轮立式干拉机的设计第35卷V o1.35第5期No.5金属Metal2009年10月October2O09doi:10.3969/j.issn.1003—4226.2009.05.012塔轮立式干拉机的设计宋月,俞宏星,孙亚磊(郑州机械研究所,河南郑州450001)摘要比较干式拉丝和湿式拉丝的优缺点.介绍塔轮立式干粉拉丝机的特点及适用范围:既保留了湿式拉丝机的优点,又使干式拉丝的优越性得以体现,特别适合拉拔细钢丝和特细钢丝.设计塔轮立式干粉拉丝机时,要遵循单位时间内经过各道拉丝模的钢丝体积流量相等的原理,并利用此原则列出计算方法;采用无级调速器的传动方式,既可满足生产不同规格钢丝的需求,又可降低配模要求;为减少拉丝模孔的磨损和功率的损耗,一般取滑动系数tr为1.03~1.05;为保证冷却效果,拉丝模,塔轮使用水冷方式.关键词立式拉丝机;塔轮;干式拉丝;湿式拉丝;无级调速器中图分类号TG35.8 DesignofverticalconepulleydrypowderwiredrawingmachineSONGY ue,YUHong-xing,SUNY a—lei (ZhengzhouResearchInstituteMechanicalEngineeri,z,Zhengzhou450001,China)AbstractTocomparetheadvantagesanddisadvantagesofdryandwetwiredrawingmachine. Thecharacteristicsand印一plicationscopeofverticalconepulleydrypowderwiredrawingmachineareintroduced,thati s:notonlyremainstheadvan—tagesofwetwiredrawingmachine,butalsoreflectsthesuperiorityofdrytypewiredrawingma chine,especiallysuitabletodrawfinewireandextra—finesteelwire.Whenverticalconepulleydrypowderwiredrawingmachineisdesigned,thepr in—cipleofvolumeflowofsteelwirepassingthrougheachwiredrawingdiebeingequalmustbefo llowed,andmakeuseoftheprincipletolistcalculationmethod.Adoptingsteplessspeedadjustinggeardrivingmodecan satisfythedemandstoproduce differentspecsteelwireandreducetherequirementsofdiesarrangement.Theslipcoefficient wastakenas1.03~1.05forreducingabrasionandpowerconsumption;thewiredrawingdiesandconepulleyusewaterco olingmodeforensuringcool?ingefficiency.Keywordsverticalwiredrawingmachine;conepulley;dry—typewiredrawing;wetwiredrawing;steplessspeedadjustinggear1塔轮立式干粉拉丝机的特点金属的拉拔是一种常用的冷加工方法,按照线材的润滑状态可分为干式拉丝和湿式拉丝.干式拉丝可直观反映钢丝表面质量,润滑效果好,生产效率高;湿式拉丝为保证钢丝质量,拉拔前需在钢丝表面形成较厚的润滑膜,才能确保拉丝过程中润滑膜不被完全清洗掉,且表面残留润滑剂不易清洗.使用湿式拉丝方式的常用设备是水箱拉丝机,[5][6]其优点是结构紧凑,占地面积小,且拉拔过程中钢丝无扭转等;其缺点是湿式润滑剂润滑性能差,配模要求高,易造成钢丝表面划伤,一旦断丝,穿丝麻烦,而且卷筒在润滑液中转动,增加了许多能耗J.设计开发的塔轮立式干粉拉丝机,在拉拔过程中使用干式润滑剂,卷筒为双层塔轮式结构,既保留了水箱拉丝机的优点,又使干式拉丝的优越性得以体现.塔轮立式干粉拉丝机的卷筒,模具韩灵生,储方杰,周绍英.直进式拉丝机变频调速过程控制系统[J].金属制品,1995,21(4):25—31.廖常初.s7—300/400PLC应用技术[M].北京:机械石桂凤工业出版社,2000:88—129.(收稿日期:2009—06—30)作者简介1965年生,中钢集团郑州金属制品研究院有限公司高级工程师.第5期宋月,等:塔轮立式干拉机的设计?39?用水进行冷却,模具角度可调,各塔轮之间钢丝张力可调,能适应不同规格钢丝的拉拔,由于在拉拔过程中存在着反拉力,特别适合拉拔细钢丝和特细钢丝.2设计方案2.1拉拔原理塔轮立式干粉拉丝机由放线,缓冲,拉丝,收线等几部分组成,系统简图如图1所示.//3|4/56,j\/|{}IIIlflI=l0———==,|L』f1一放线架;2一缓冲机构;3一双塔轮式卷筒;4一拉丝模;5一导向轮1;6一收线卷筒;7一主电机;8一减速机;9一无级变速带轮;10一导向轮2;1l一导轮图1塔轮立式干粉拉丝机示意图Fig.1Sketchofverticalconepulleydrypowderwiredrawingmachine线材经过缓冲机构从拉丝模(1)出来后,绕在第1被拉断.为保证钢丝正常拉拔,必须使<,此组小塔轮上,通过导向轮1,进入拉丝模(2),再将钢丝种情况下,钢丝与卷筒之间存在打滑现象,打滑又会绕到第1组大塔轮上,然后经拉丝模(3)绕在第Ⅱ组小塔造成功率的损耗增加,卷筒磨损果,所以,设计轮上,依此类推,钢丝从拉丝模出来后,在收线卷筒计算时要尽量减小滑动系数,一般取滑动系数丁为下卷简绕一圈后,经导向轮绕至上卷简收线.1.03~1.05E5在拉丝过程中,遵循单位时间内经过各道拉丝模的钢丝体积流量相等的原则],即.s一l一l=S,(1)式(1)中:s——各道次钢丝截面积,mm;——各道次钢丝线速度,m/min.各道次钢丝压缩率计算公式为q^=(S㈦一S)/S=l一(S/S),(2)式(2)中,q为第k道次压缩率.由式(1),式(2)得各道次钢丝线速度一l=(1一q)?.(3)在理想状态下:=,为第i个双塔轮所对应的上卷筒的线速度,由于第i个双塔轮的大轮直径D为定值(仅与进出钢丝线径有关),那么卷筒转速n为n=vk/(,rrD)=v'J(wD),(5)由此得到各卷筒减速比为,=12i/n.各塔轮之间减速比确定后,各个塔轮的线速度也固定不变.由于在拉丝过程中,存在着拉丝模孑L 的磨损,卷筒制造公差等客观因素影响,致使钢丝的线速度与卷筒的线速度不相等,若>,钢丝将由此得出卷筒实际直径计算公式,D立=rD.由于塔轮之间使用了无级调速器,使得塔轮间减速比可调,可以通过调整塔轮转速,来选择合适的拉拔速度,以满足不同的配模要求,实现钢丝拉拔规格的多样化;通过无级调速器,还可以消除因拉丝模磨损,加工误差等原因造成单位时间内经过拉丝模钢丝体积流量不相等所造成的不良影响.2.2塔轮的设计塔轮是拉丝设备的一个重要部件,塔轮的表面质量,加工精度,冷却效果,耐磨程度等直接影响钢丝的拉拔质量.在拉拔过程中,钢丝的塑性变形产生大量的变形热,同时,钢丝与塔轮摩擦也会产生热量,为保证钢丝的拉拔质量和提高塔轮的寿命,需要对塔轮进行冷却来降低钢丝温度.塔轮使用窄缝式循环水冷却形式,冷却水均匀喷洒在卷筒表面,具有用水量少,冷却效果好等优点.为提高冷却效果,也可增加环形风冷系统.2.3模盒设计模盒设计成上下左右角度均(下转第56页)56?金属制品第35卷混合物组成的渣能够有效地控制夹杂物的形态.4结论非金属夹杂物严重危害中高碳钢线材的性能,要提高中高碳钢线材的质量,就必须采取措施控制其中的夹杂物.钙处理可以实现对夹杂物的变性处理,但是存在Ca回收率低的问题,加入硅钙钡线可以提高钙的利用率,此外还有Mg处理,IJi处理等技术.渣控夹杂物技术是通过冶炼过程中控制顶渣成分及脱氧条件来实现对夹杂物成分的控制,以此获得低熔点,变形性能良好的夹杂物,提高中高碳钢线材质量.参考文献[1]ShinshoYutaka,NozakiTutomu,SorimachiKen—Ichi,et a1.Influenceofsecondarysteelmakingonoccurrenceof non-?metallicinclusionsinhigh--carbonsteelfortirecord [J].WireJournalInternational,1998,21(9):145—153.[2]宋维锡.金属学[M].北京:冶金工业出版社.1989: 282—285.[3]冯军,陈庆伟.国内外高级中高碳钢线材实物质量对比[J].中国冶金,2005,15(10):18—21.[4]王勇,李本海,许晓东.LX72A钢帘线盘条的研制及开发[J].中国冶金,2005,15(8):37—41.[5]顾克井,魏军,蔡开科,等.72A钢非金属夹杂物行为[J].北京科技大学,2003,25(1):26—29.[6]王新华,王立峰.中高碳钢线材中非金属夹杂物控制[J].金属制品,2005,31(5):9—13.[7jLifengZhang.Stateoftheartinthecontrolofinclusionsintirecordsteels—Areview『J1.SteelResearchInter—national,2006,77(3):158.[8jLifengZhang,BrianG,KCai,eta1.InclusionInvesti—gationDuringCleanSteelProductionatBaosteel[J].ISS Tech,2003(86):141—156.[9jTeaesaLis.ModificationofOxygenandSulphurInclu- sionsinSteelbyCalciumTreatment[J].Metalurgija,2009,48(2):95—98.[10]王厚昕,姜周华,李阳,等.喂SiCaBa包芯线对钢中夹杂物变性的影响[J].钢铁研究,2004,16(2):19—22.[11]赵素华,潘秀兰.帘线钢生产新技术[J].鞍钢技术,2008(5):9—11.[12]HideakiSUITO,RyoINOUE.ThermodynamicsonCon—tro]ofInclusionsCompositioninUltra—cleanSteels[J]. ISIJInternational,1996,36(5):528—536.(收稿日期:2009—06—19)作者简介文辉1984年生,贵州I大学材料与冶金学院硕士研究生. 李长荣1963年生,贵州I省材料结构与强度重点实验室,贵州大学材料与冶金学院教授.(上接第39页)可调的形式,以便达到拉丝模与卷筒之间钢丝走向的最佳效果;钢丝进入拉丝模前使用干粉润滑,润滑效果好;拉丝模使用循环水冷却,保证了拉丝模的拉拔效果和使用寿命.2.4收线卷筒设计从拉丝模(13)拉拔出的钢丝进入收线卷筒.收线卷筒分为上,下两层,钢丝通过导轮缠绕在下卷筒上,导向轮2倾斜一定的角度,使钢丝从下卷筒平稳过渡至上卷筒进行收线.收线上卷筒设计有锥度,保证钢丝能够纵向滑动,顺利收线.3结语塔轮立式干粉拉丝机在使用过程中,通过调整无级调速器,实现不同规格的钢丝拉拔,配模要求低,润滑及冷却效果好,钢丝表面残留润滑剂也容易清洗,穿丝方便.由于钢丝和卷筒之间存在滑动摩擦,塔轮表面很容易被磨损,造成钢丝表面划伤,断丝等不良后果,因此对塔轮的表面精度,喷涂效果要求较高.参考文献[1]周德涌.钢丝与钢绳机械[M].湘潭:湘潭职工大学, 1992.[2]刘行之.9/450水箱拉丝机改进[J].金属制品,2006,32(1):39—40.[3]崔影.对直进式拉丝机改进的建议[J].金属制品, 2008,34(3):30—31.[4]陈炜.提高直进式拉丝机卷筒冷却效果的方法[J].金属制品,2006,32(5):34—46.[5]周大隽.金属体积冷成形技术与实例[M].北京:机械工业出版社,2009:106—120.(收稿日期:2009一O8—27)作者简介宋月1981年生,郑州机械研究所焊材装备研究室助理工程师.俞宏星1966年生,郑州机械研究所焊材装备研究室高级工程师.孙亚磊1975年生,郑州机械研究所焊材装备研究室技师.。
正弦变频器在直进式拉丝机上的应用——SINE309矢量型张力控制专用变频器引言拉丝机是金属线材生产的重要设备,主要是将金属线材拉拔成各种规格的细丝。
从产品规格上可分为:大拉机、中拉机、小拉机以及细微拉。
从机械结构上可分为:滑轮式、活套式、水箱式和直进式。
在电线电缆行业,双变频细微拉应用十分广泛。
相对而言,其要求的控制性能也较低,而对大部分钢丝生产企业,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多。
特别是焊材生产企业,气体保护焊丝、埋弧焊丝、铝焊丝、氩弧焊丝、不锈钢焊丝、高强度焊丝以及最先进的药芯焊丝,其对拉丝机的电气控制要求很高。
变频器作为主要的电气控制部分,它的性能,特别是张力控制的精度直接影响到产品的质量和产量。
深圳正弦电气作为一家专业的变频器制造商,所生产的拉丝机专用变频器,以其卓越的性能赢得了电线电缆企业和焊丝生产企业的认可和好评。
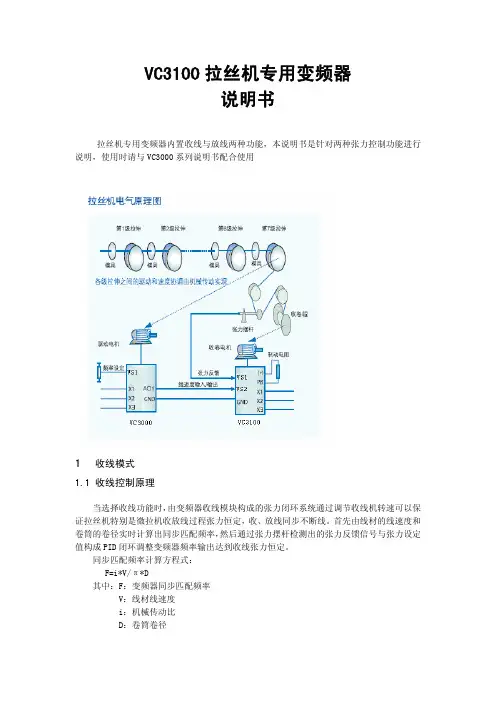
一、拉丝机工作原理直进式拉丝机是有多个拉拔头组成的小型的连续生产设备,通过逐级拉拔,可以一次性地把钢丝冷拉到所需的规格,所以工作效率比较高。
但是,由于通过每一级的拉拔后,钢丝的线径发生了变化,所以每个拉拔头工作线速度也应有变化。
根据拉模配置的不同,各个拉拔头的拉拔速度也要变化。
拉拔速度的基准是每个时刻通过拉模的钢丝的秒流量体积不变,即使以下公式成立:πR2×V1= πr2×V2其中R:进线钢丝的直径r:出线钢丝的直径V1:进线钢丝的线速度V2:出线钢丝的线速度直进式拉丝机的各个拉拔头的工作速度就是基于以上的公式,保证各个拉拔头同步运行。
但是,以上的说明是基于理想状态的稳态工作过程,由于机械传动的误差以及机械传动的间隙,还有在起动、加速、减速、停止等动态的工作过程中,各个拉拔头就无法保持同步,所以,我们在直进式拉丝机上采用了位移传感器(如图1所示),动态测量各个拉拔头间的钢丝的张力,再把张力转换成标准信号(0/4~20mA或0~10V),用这个标准信号反馈给调速变频器,变频器用这个信号作闭环PID过程控制,在主速度上叠加上PID计算的调整量,保持各个张力检测点的张力恒定,也就保证了直进式拉丝机工作在同步恒张力的工作状态。
二、系统介绍该套设备的作用是对药芯焊丝的二次精拉。
药芯焊丝是用钢带卷曲为空心的钢丝,卷曲的过程中,将特制的药粉填充空心处,经过拉拔后形成2.80mm左右的一次成品。
再经过二次拉拔形成1.20mm左右的成品(依需求而定)。
我们调试的时候模具的配比如表1。
进线1#模2#模3#模4#模5#模6#模7#模8#模9#模10#模11#模2.80 2.70 2.50 2.30 2.10 1.90 1.72 1.58 1.48 1.38 1.28 1.18表1 模具配比根据客户要求,我们设计了11联直进式拉丝机,该系统采用深圳正弦电气新一代产品——完全电流矢量张力控制专用变频器SINE309和拉丝机拉丝专用变频器SINE311,系统配置如下图1所示,人机界面+PLC+正弦变频器。
图1、直进式拉丝机系统示意图1、人机界面:良好的人机接口,使操作简洁方便,各种参数一目了然。
我们在界面上设计了多种功能功能——系统启动、停车、跳卷、线速度设定、收卷点动、断线保护有效、防护罩有效等,方便操作人员对设备进行操作和监控。
2、PLC:PLC在整个系统中起着重要的作用——①得到人机的启动信号后,PLC输出使变频器RUN与COM端子闭合,变频器运行。
②根据触摸屏上设定的线速度,PLC的D/A模块输出0~10V的主速度信号,并按照30秒的加减速线性变化,如下图2所示图2 PLC模拟量信号线性变化关系③低速穿线时,需要前联动、正转点动、反转点动和后联动。
前联动:我们以放线工字轮为最前,假如我们在4#塔轮处脚踏前联动开关,应该是1#~4#机联动,即PLC使1#~4#变频器同时走点动频率,以此类推。
正转点动:当某台塔轮上线材松动时,需要单独点动该台,其他塔轮不动作。
反转点动:极少用到可以不设计。
后联动:仍以放线工字轮为参照——最前,假如我们在4#塔轮处脚踏后联动开关,应该是4#~11#机联动。
3、变频器如图1所示,机台上有11个塔轮,其中1#~10#采用正弦SINE309拉丝机张力控制专用变频器,分别对应位移传感器。
位移传感器反馈给变频器4~20mA的电流信号,变频器以此保证线材的恒张力。
11#采用正弦SINE311拉丝机拉丝专用变频器,没有张力机构。
12#同样采用正弦SINE309变频器控制收线轮,与1#~10#不同的是,收线工字轮的卷径在不断的变化,而且还要保持线材恒张力,以免张力过大断线或太松乱线。
在前面提到,我们拉拔的是药芯焊丝,其材质较实心钢丝柔软很多。
06年我们给客户安装的6套八联和3套七联直进式拉丝机,加工的都是高碳钢丝或不锈钢丝,材质坚硬,即使在调试过程中汽缸摆臂有较大晃动,也可能不会断线。
药芯焊丝的硬度大约只有高碳钢或不锈钢丝的一半,在生产过程中就要求张力控制得很好,即汽缸摆臂几乎不晃动,才能保证生产的高效。
也就是要求变频器有很好的张力控制能力。
三、正弦变频器特点● 正弦变频器采用磁场定向电流闭环矢量控制,电机变量完全解耦。
● 采用美国TI公司最新款高性能32bit电机控制专用DSP,高速、准确完成复杂的控制算法,国内首家产品化应用。
● 调速精度:0.01Hz● 调速范围:0.01~600.00Hz● 冲击负载:180%电机额定转速,2秒内不跳脱。
● 低频转矩:0.00 Hz,150%额定转矩输出。
180%额定转矩加速和减速。
SINE309系列拉丝机张力控制专用变频器1、型拉丝机收卷专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作;2、所有动态参数:卷径、传动比、线径,空盘、半盘、满盘,低速、中速、高速,张力、断线全部由变频器内部自动处理;3、不需要PID板,只需要外接操作开关、少量中间继电器、指示灯和显示仪表;4、系统更简洁、成本更低、维护更方便,同时,控制效果更佳,设备运行更稳定;5、张力平衡杆或位移传感器在下限位、中间位或上限位,都可开机运行。
自动跟踪拉丝线速度,张力平衡杆或位移传感器基本维持在中点位置;6、变频器与电机同功率配匹使用,不需要放大变频器的容量;7、适用于双变频、多变频拉丝或收卷的张力控制应用场合,更换拉丝模具或机台数时不需要调整任何参数。
SINE011系列拉丝机拉丝专用变频器1、傻瓜型拉丝机拉丝专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作。
低速穿模、高速拉丝相互独立;2、无转速死区,低速1Hz额定转矩平稳输出,穿模、试机没有材料损耗;3、根据拉丝线材实际负载变化,自动调节输出频率,维持线速度恒定;4、不分材质,可拉钢丝、铁丝、铜丝、铝丝及其它材料;5、变频器与电机同功率匹配使用,不需要放大变频器的容量。
四、安装调试(一)、1#~10#SINE309参数设置功能代码代码名称出厂值设置F0.02驱动方式2:无PG矢量控制02:无PG矢量控制0F0.04启停控制选择0:键盘1:端子F0.08速度给定方式000002:过程PID输入方式F0.14点动运行频率 5.00Hz 2.50HzF0.16加速时间115.00S 2.00SF0.17减速时间115.00S 2.00SF0.18点动加速时间15.00S8.00SF0.19点动减速时间15.00S8.00SF0.25最大频率50.00Hz55.00HzF0.26上限频率50.00Hz55.00HzF2.04VS滤波时间0.30S0.00SF2.06VF滤波时间0.30S0.00SF5.04功能输入X33:多段速度端子18:自由停车F5.05功能输入X44:多段速度端子210:正转点动FJOGF7.08PID调节模式0000000011:PID调节器输出+前馈输出F7.12前馈输入增益40.00 100.00F7.13PID输出增益100.00 30.00F7.14比例增益GP0.40 0.20F7.15积分时间Gti10.000 10.000F7.16微分时间GTd0.000 0.000F7.19PID输出死区时间5.00 0.00F7.20PID软启动时间 5.00 0.20F8.07电流比例增益0.40 0.00F8.08电流积分时间10.00 0.00FA.17滑差补偿增益100.00 0.00FB.00拉丝机控制方式010:0~前馈增益上限FB.02软启动前馈间隔1000800FB.03中点前馈间隔800600FB.04中速前馈间隔200150FB.05快速前馈间隔10080FB.08中点前馈范围220.00 25.00FB.09中速前馈范围125.00 30.00FB.10中速前馈范围230.00 35.00FB.11快速前馈范围135.00 40.00说明:1、F0.02=2 无PG矢量控制0——无PG开环矢量控制电动机的转速信息只是实时估算,而不进行反馈控制,电流全程实时闭环控制,,0.50Hz 输出达150%的额定力矩,自动跟踪负载的变化并自动限定输出电流,使其不超过允许的最大电流值。
即使负载突变、快速加减速,变频器也不发生故障,实现通用变频器配置的高性能、高可靠性。
2、F0.08=002 过程PID输入方式——PID调节器有效3、F7.08=10 PID调节器输出+前馈输出即GFK*VS+K2*U PID。
其中K1为F7.12前馈输入增益GFK,K2为F7.13 PID输出增益,VS为主速度信号,由PLC的D/A模块提供,U PID 为PID的调节信号。
此方式特别适合张力闭环PID控制,取消外部PID控制器。
K1随收线卷卷径自动调节,直至收放设备的最佳实时传动比。
4、FB.00=10 0~前馈增益上限如上所说,GFK随收线卷卷径自动调节,直至收放设备的最佳实时传动比。
达到最佳状态时GFK的值确定后,可以将此参数十位改为0前馈增益不变化。
(二)、调试1、变送器模式:位移传感器感应面接近金属时,反馈的模拟量信号就越弱,反之便越强。
调试时,要根据凸轮曲面与传感器感应面的变化规律,选择变送器模式。
例如本案例中,当汽缸摆臂在下限位时,凸轮曲面与传感器感应面离得最近,即反馈到变频器的信号最弱约0.05V,此时说明1#机转快了,应该放慢速度,这样PID就是反作用。
反之则为正作用。
2、由于机台比较大,所有11台11KW电机等都与机台直接接触,高速生产过程中,难免有震动。
再加上生产过程中由于线材原因难免断线,汽缸摆臂的碰撞可能会使凸轮松动或传感器位置偏移,除了安装时将其紧固外,过一段时间要检查一下传感器反馈给变频器的信号是否在0~10V内,最好不要存在死区或死区范围不能太大。