麦芽质量对啤酒质量的影响
- 格式:ppt
- 大小:2.93 MB
- 文档页数:22

特种麦芽的制作方法及对啤酒风格和风味的影响
啤酒已经占据了日常生活饮料的很大一部分,许多产品以其特有的泡沫、色度、香味、口味等占据了市场的特殊位置.特种麦芽能够赋予啤酒特殊的色度风味,满足了啤酒对不同品位的消费者的需求.下面就列举几种特殊麦芽的制作方法及对啤酒的影响.
一 焦香麦芽:
焦香麦芽是最主要的特种麦芽,依据色度的不同可以分为浅色焦香麦芽至咖啡色焦香麦芽等五种.此麦芽可以增进啤酒的醇厚性和麦芽香味,调节啤酒色度,还可增进啤酒的非生物稳定性.制作原理是在高水分含量下,控温60至70度之间,对麦芽内容物进行糖化,在高温下焙焦使糖发生焦化.
(1)以浓色绿麦芽制造:发芽 5-到6天后洒水,是水分达到45%以上,用麻袋覆盖不通风,使其慢慢升温,当温度达到60--65 度时,保持10小时左右,使其充分糖化,然后送干燥炉进行干燥。焙焦温度为110度,保持2-3小时。
(2)以浅色绿麦芽制造:将绿麦芽至于干燥炉内洒水,使水分达45%以上,用油布遮盖,不通风,慢慢升温至60 -75度保持半小时至一小时,进行糖化,然后去掉油布,在正常通风情况下升温达焙焦温度。浅色麦芽在100--120度保持半小时至一小时,深色麦芽在130-150度保持1-2小时。
(3)以浅色干麦芽制造:将干麦芽在水中浸渍6--16小时,捞出阴干,然后装入焙焦炉慢慢升温至60---75度保持小时--2小时,然后糖化,在慢慢升温至110--150度保持1--2小时.
二 黑麦芽:
黑麦芽同样可以增加啤酒的色度和焦香味,用来制作浓色啤酒和黑啤酒.制作方法有两种:
(1)烘干至水分含量为10%--15%的麦芽,除去麦根,然后放入焯麦机内,慢慢升温30--60分钟至100--11-度,再缓慢升温30分钟至165-175度,待有白色烟蒸汽出来,再用30--60分钟升温至200--215度,并在此温度保持30分钟,当闻到焦香味时,再升温至220-230度,保持10--20分钟,使麦芽外皮呈棕褐色,取出冷却。
第二节 麦芽制造工艺与质量评价
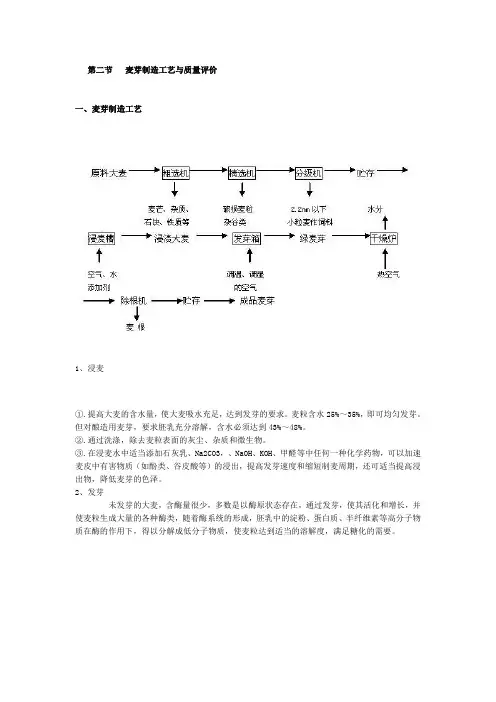
一、麦芽制造工艺
1、浸麦
①.提高大麦的含水量,使大麦吸水充足,达到发芽的要求。麦粒含水25%~35%,即可均匀发芽。但对酿造用麦芽,要求胚乳充分溶解,含水必须达到43%~48%。
②.通过洗涤,除去麦粒表面的灰尘、杂质和微生物。
③.在浸麦水中适当添加石灰乳、Na2CO3,、NaOH、KOH、甲醛等中任何一种化学药物,可以加速麦皮中有害物质(如酚类、谷皮酸等)的浸出,提高发芽速度和缩短制麦周期,还可适当提高浸出物,降低麦芽的色泽。
2、发芽
未发芽的大麦,含酶量很少,多数是以酶原状态存在,通过发芽,使其活化和增长,并使麦粒生成大量的各种酶类,随着酶系统的形成,胚乳中的淀粉、蛋白质、半纤维素等高分子物质在酶的作用下,得以分解成低分子物质,使麦粒达到适当的溶解度,满足糖化的需要。
发芽设备的维护
箱式发芽设备有发芽室、发芽箱、翻麦机、空调箱、进出料设施.每年大修,全面检查,拆修或更新损耗部件,发芽室的墙和顶部涂刷防霉涂料,箱体涂刷防锈涂料。日常做到勤检查,勤加油,勤调节,无油渗漏等现象,并做到:
(1)启动各种电动机时,操作人员应等运转正常。电流稳定后,方可离开。
(2)翻麦机运转中应注意电流表指针读数是否正常,有无异常声响,行程开关和挡铁器是否有效。如发现问题,应立即停车检修,齿轮传动部件要定期加油,并防止油箱漏油。
(3)翻麦机、刮麦铲设置的电气连锁装量应符合操作要求,转移车道轨对准后方可开车,以防操作失误造成碰撞,而发生机械人身事故。
3、绿麦芽的干燥
绿麦芽用热空气强制通风进行干燥和焙焦的过程即为干燥。
干燥目的:
(1) 除去绿麦芽多余的水分,使麦芽水分降低到5%以下。
(2) 终止绿麦芽的生长和酶的分解作用,并最大限度地保持酶的活力。
(3) 经过加热分解并挥发出DMS的前体物质,改善啤酒的风味。

1 第二章 麦芽
麦芽是酿造啤酒的主要原料,麦芽的成分和质量对啤酒的色、香、味、泡沫、原料收得率以及稳定性都有根本性的影响。通常情况下100公斤大麦可制成80公斤麦芽。以下图2.1、图2.2、图2.3、图2.4直观地展现了大麦、带根麦芽、成品麦芽及粉碎麦芽的具体形态。
图2.1 图2.3
图2.2 图2.4
第一节 麦芽的主要理化指标及意义
一、麦芽的物理指标
1.千粒重
即指1000粒麦芽的重量。一般麦芽的千粒重为29~38g。麦芽溶解程度越大,千粒重越低,因而可以通过比较大麦和麦芽的千粒重来衡量麦芽的溶解程度。如果麦芽颗粒饱满,千粒重却很低,则属于溶解过度;反之,如果麦芽颗粒较小,千粒重却很高,则属于溶解 2 不良。
2.麦芽比重
麦芽的比重表明麦芽的松软程度。麦芽质量越好,就越松软,比重也越小。可以通过沉浮试验表明麦芽的比重情况,即取定量麦芽粒倒入水中,观察沉降情况:
沉降粒<10%,优良
沉降粒介于10~25%,良好
沉降粒介于25~50%,满意
沉降粒>50%,不佳
3.切断试验
切断试验是用来检查胚乳状态的,一般常分为粉状粒和玻璃质粒。粉状粒指断面呈乳白色、不透明、切断疏松不平整的麦粒;玻璃质量粒指断面呈透明或半透明状、且有光泽的麦粒。
可以通过200粒麦芽胚乳断面情况进行分析评价,粉状粒愈多者愈佳,玻璃质量粒越多者越差。
计算玻璃质粒的方法是:一个全玻璃质粒为1,半个玻璃质粒为1/2,尖端玻璃质粒为1/4。
计算其百分粒,指标规定如下:
玻璃质粒介于0~2.5%,优秀;
玻璃质粒介于2.6~5.0%,良好;
玻璃质粒介于5.1~7.5%,满意;
玻璃质粒介于7.5以上为不佳。

11.10 论潍 乏 薪型巴氏杀菌监测仪 颇贝鹰鼢 80_10-8 460136}8 460 ̄。3g10 o6 “。 。’ E-mail:lI“q《如bra—chln日com 德国颐贝隆公目中圜甚代理 颐贝隆电子科技(北京)有限公司 ・ l3 ・
麦汁粘度和发酵液滤前酵母数等指标的监控。
与麦芽供应厂家密切沟通,及时准确掌握大麦信
息,对麦芽指标及相关生产工艺进行相应的调
整。
2结果与分析
2.1对麦汁常规指标的分析
糖化添加半纤维素复合酶前后的麦汁理化指
标分析结果见(表1)。B一葡聚糖含量由82mg/L
降到45mg/L,降低了大约50%。粘度、浊度也有
所降低,Or.一N含量略有升高,有利于发酵的顺利进
行。
表1添加半纤维素复合酶前后麦汁理化指标的对比
项目 工艺改进前 工艺改进后
批号 1 1 3 4 ) 6
色度(EBC) 7.2 7I2 7.4 7.2 7.O 7.2
pH值 5.4 5_3 5_3 5.4 5-4 5.3
浊度 14.6 15.1 14.0 8-3 7.9 8.5
糖:非糖 1:0.30 1:0-29 1:0.30 1:0.28 1:0.28 1:0.29
d—N 193 201 199 204 216 206 粘度 1.71 1.68 1.68 1.50 1.5l 1.53
8一葡聚糖 80 79 82 48 50 45 【m L)
2.2对麦汁粘度的分析
对工艺改进前后的麦汁粘度进行统计分析,
结果如(图1)所示。工艺改进以后,麦汁粘度呈
下降趋势。调整前麦汁粘度一般为1.65~
1.70mpa.s'调整后为1.50~1.60mpa.s。每锅麦汁
平均收得率提高1.4%左右。
1-75 1'7
・酌 量1 6 篓 5.5
l_5 1.45
图1麦汁粘度走势图
2.3对硅藻土耗量的分析
工艺改进前后的kL酒硅藻土耗量如(图2)所
示,硅藻土耗量呈下降趋势,从改进前的2.5kg/kL