新西兰100%纯净之旅
- 格式:ppt
- 大小:2.27 MB
- 文档页数:29

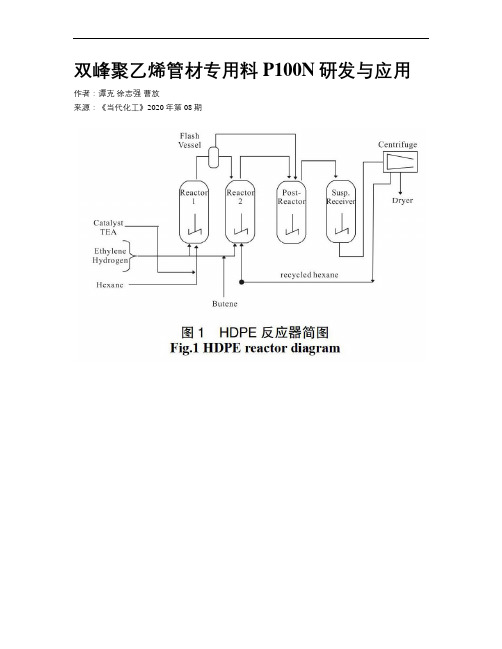
双峰聚乙烯管材专用料P100N研发与应用作者:谭克徐志强曹放来源:《当代化工》2020年第08期摘 ; ; ;要:P100N是生产承压塑料管材的基础树脂。
介绍了P100N生产线采用的反应器、原料控制指标、生产操作参数及产品指标。
经过测试,生产的100N管材料树脂颗粒外观、拉伸屈服应力、拉伸断裂应变等性能和氧化诱导时间均优于国内产品质量指标,成为高附加值产品,丰富了聚乙烯产品品种,提高了经济效益。
关 ;键 ;词:双峰聚乙烯;管材;拉伸屈服应力;氧化诱导时间中图分类号:TQ 325.1+2 ; ; ; 文献标识码: A ; ; ; 文章编号: 1671-0460(2020)08-1816-04Abstract: P100N is a basic resin for producing pressure plastic pipes. In this paper, reactors,raw material control index, producing operating parameters and production quality index of P100N production process were introduced. Testing results showed the grain appearance, tensile yield stress, tensile break strain and oxidation induction time of P100N were better than domestic product quality indexes. The bimodal HDPE resin P100N has become a high value-added product, enriched the species of polyethylene and improved the economic benefits.Key words: Bimodal polyethylene; Pipe; Tensile yield stress; Oxidation induction timeHDPE管材料是近年来国内外树脂生产企业专用料的研发重点,由于聚乙烯类管材具有良好的耐化学腐蚀性、耐高/低温性、使用寿命长、制造安装费用低等优异性能,逐步广泛地被应用于燃气输送、供水、排污等领域。


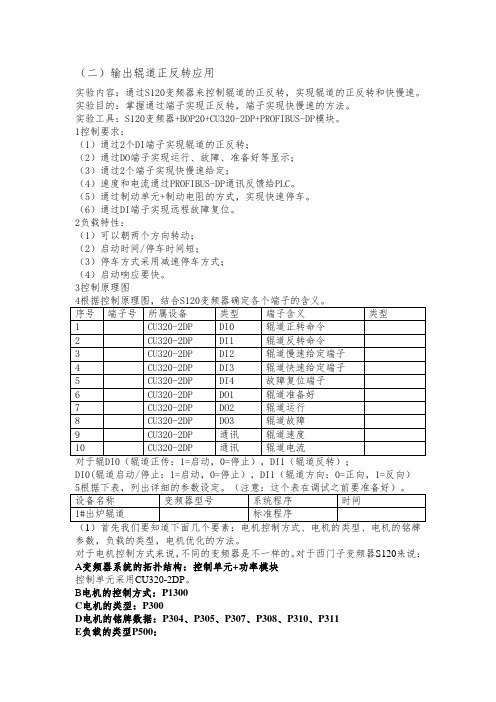
(二)输出辊道正反转应用实验内容:通过S120变频器来控制辊道的正反转,实现辊道的正反转和快慢速。
实验目的:掌握通过端子实现正反转,端子实现快慢速的方法。
实验工具:S120变频器+BOP20+CU320-2DP+PROFIBUS-DP模块。
1控制要求:(1)通过2个DI端子实现辊道的正反转;(2)通过DO端子实现运行、故障、准备好等显示;(3)通过2个端子实现快慢速给定;(4)速度和电流通过PROFIBUS-DP通讯反馈给PLC。
(5)通过制动单元+制动电阻的方式,实现快速停车。
(6)通过DI端子实现远程故障复位。
2负载特性:(1)可以朝两个方向转动;(2)启动时间/停车时间短;(3)停车方式采用减速停车方式;(4)启动响应要快。
3控制原理图DI0(辊道启动/停止:1=启动,0=停止),DI1(辊道方向:0=正向,1=反向)参数,负载的类型,电机优化的方法。
对于电机控制方式来说,不同的变频器是不一样的。
对于西门子变频器S120来说:A变频器系统的拓扑结构:控制单元+功率模块控制单元采用CU320-2DP。
B电机的控制方式:P1300C电机的类型:P300D电机的铭牌数据:P304、P305、P307、P308、P310、P311E负载的类型P500:通过STARTER软件,组态变频器、电机、编码器等,完成基本设置和电机优化。
Controlstructure:控制方式P1300:[0]U/fcontrolwithlinearcharacteristicPowerunit:Componentname:Motor_Module_2Componenttype:AC-PowerModuleOrderno.:6SL3210-1SE22-5UxxRatedpower:11kWRatedcurrent:25APowerunitsupplementarydata:Nofilter/chokeAdaptermodule:CUA31Drivesetting:Standard(P100=0):IECmotor(50Hz,SIunits)Connectionvoltage(P210):400VPowerunitapplication(P205):[0]Loaddutycyclewithhighoverloadforvectordrives (含重载的矢量驱动变频器)Motor:Motorname:Motor_6电机类型(P300):[1]Inductionmotor(rotating)Motordata:p304[0]:Ratedmotorvoltage380Vrms(电机额定电压P304)p305[0]:Ratedmotorcurrent9*9.00Arms(电机额定电流P305)p307[0]:Ratedmotorpower9*4.00kW(电机额定功率P307)p308[0]:Ratedmotorpowerfactor0.830(电机功率因数P308)p310[0]:Ratedmotorfrequency50.00Hz(电机额定频率P310)p311[0]:Ratedmotorspeed1460.0rpm(电机额定转速P311)p335[0]:Motorcoolingtype[0]Non-ventilatedCalculationoftheMotor/ControllerData(P340):NocalculationP340=?Motorholdingbrake:(P1215=0)Motorholdingbrake(P1215):Notavailable(在电机优化前,不要使用抱闸功能,若有,在电机优化完毕后,再加上。

通用高亮度LED 驱动芯片特性:效率高于90%;超宽的电压输入范围8V 到450V ; 恒流LED 驱动;输出驱动电流最高可超过1A ;单个LED 灯串可达到数百颗;应用:DC/DC 或AC/DC 的LED 驱动; RGB 背光的LED 驱动; 平板显示器的背光驱动; 通用恒流源;市政或建筑装饰用LED 驱动; 日光灯,普通照明; 汽车车灯或内饰灯; 充电器;概述:CNP10是一款高效率LED 驱动控制芯片。
其输入电压范围为8VDC 到450VDC 。
CNP10以一定的开关频率控制外置MOSFET ,开关频率最高可达300KHz ,此开关频率可通过调节单个的下拉电阻实现。
CNP10是一款恒流驱动的LED 驱动控制芯片,其输出驱动电流最大可超过1A 。
CNP10采用高压工艺在输入端可经受高达450V 的浪涌电压。
用户可通过控制LD 端的输入电压,将CNP10的输出驱动电流值在0到LED 最大驱动电流值间进行调节。
同时提供的PWM_D 管脚可将CNP10输出的控制信号在0~100%占空比间调节。
典型电路及内部框图:图1.典型电路及内部框图8VDC ~ 450VDC85VAC ~ 265VAC 整流后应用说明:图2.典型应用电路● 电阻R1的选择.R1的连接方式分为两种: 1. R1直接接地,决定CNP10工作在固定频率(Fosc )模式.2.R1跨接于Rosc 与Gate 间,决定CNP10工作在固定关断时间(Toff )模式. 本应用中CNP10工作在固定频率(Fosc )模式,在大电压输入的情况下(220V 交流整流后输入),CNP10的工作频率越大要求电感L0的值越小,但是在电容上的动态功耗将会增加。
一般选取工作频率范围从20KHz-150KHz 。
在交流220V 整流后输入时,一般取Fosc 为50KHZ,电阻R1的大小为470K Ω.R1大小与CNP10的工作频率的相关关系可有以下计算公式得到:1R (k ) + 22T (us) =25osc Ω1F =T osc oscMOS 管关断时间t OFF 的计算公式为:t 1OOFF OSC IN VT V ⎛⎫=-⨯ ⎪⎝⎭● 电感L0的选择.电感的取值大小决定于负载的纹波电流的峰-峰值,一般取纹波电流为负载电流O I 最大值的30%,电感L0的大小可计算为:0t L =0.3O OFFOV I ∙∙在选择电感大小的同时,电感电流的选择也值得关注,如果选得过小则电感在工作时会发热,一般选取电感额定电流应为:()115%O I +。
HP Color LaserJet CP1210 系列打印机用户指南版权和许可证© 2007 Copyright Hewlett-Packard Development Company, L.P.未经事先书面许可,严禁进行任何形式的复制、改编或翻译,除非版权法另有规定。
此处包含的信息如有更改,恕不另行通知。
HP 产品及服务的保修仅以随该产品及服务提供的书面保修声明为准。
本文所述任何内容不应被视为附加保修。
对任何技术或编辑错误或者本文所述内容的遗漏,HP 不承担任何责任。
部件号: CC376-90937Edition , 10/2007商标声明Adobe®、AdobePhotoShop® 和PostScript® 是 Adobe Systems Incorporated 的商标。
ENERGY STAR®和 ENERGY STAR 徽标®均为美国环保署在美国的注册标志。
Corel® 是 Corel Corporation 或 Corel Corporation Limited 的商标或注册商标。
Microsoft®、Windows® 和 Windows® XP是 Microsoft Corporation 在美国的注册商标。
Windows Vista™ 是 Microsoft Corporation 在美国和/或其它国家/地区的注册商标或商标。
2目录1 基本知识产品功能 (2)打印机视图 (3)前视图 (3)后视图和侧视图 (3)控制面板概览 (4)USB 连接 (4)型号和序列号 (5)2 软件支持的操作系统 (8)打印机驱动程序 (9)打印设置优先级 (10)打开打印机驱动程序并更改打印设置 (11)删除产品软件 (12)实用程序 (13)HP Color LaserJet CP1210 系列 Toolbox 软件 (13)状态警报软件 (13)3 纸张和打印介质了解纸张和打印介质的使用 (16)支持的纸张和打印介质的尺寸 (17)支持的纸张类型和纸盘容量 (19)特殊纸张或打印介质规格 (20)装入纸张和打印介质 (21)4 打印任务更改打印驱动程序以与介质类型和尺寸相匹配 (24)打印机驱动程序帮助 (25)取消打印作业 (26)在 Windows 中创建和使用打印快捷方式 (27)打印小册子 (28)打印质量设置 (29)在特殊介质上打印 (30)调整文档大小 (31)设置打印方向 (32)使用水印 (33)在页面两面打印(手动双面打印) (34)ZHCN iii在 Windows 中在一张纸上打印多个页面 (35)5 颜色管理颜色 (38)灰度打印 (38)自动或手动调整颜色 (38)手动颜色选项 (38)颜色主题 (39)使用高级颜色功能 (40)HP ImageREt 2400 (40)介质选择 (40)颜色选项 (40)标准红绿蓝 (sRGB) (40)匹配颜色 (41)使用 HP Color LaserJet CP1210 系列 Toolbox 打印 Microsoft Office 基色调色板 (41)6 管理和维护打印信息页 (44)使用 HP Color LaserJet CP1210 系列 Toolbox 软件 (45)查看 HP Color LaserJet CP1210 系列 Toolbox (45)状态 (45)事件记录 (46)帮助 (46)设备设置 (46)纸张处理 (46)打印质量 (47)打印浓度 (47)打印模式 (47)纸张类型 (48)系统设置 (48)设置状态警报 (48)服务 (48)购买耗材 (48)其它链接 (48)管理耗材 (50)打印碳粉盒存放 (50)HP 对非 HP 打印碳粉盒的策略 (50)HP 打假热线和网站 (50)碳粉盒碳粉耗尽时忽略 (50)更换打印碳粉盒 (52)清洁产品 (55)7 解决问题基本故障排除检查清单 (58)影响产品性能的因素 (58)状态指示灯模式 (59)状态警报消息 (63)卡纸 (66)卡塞恢复 (66)iv ZHCN卡纸常见原因 (66)清除卡纸 (67)纸盘 1 卡纸 (67)热凝器区域卡纸 (68)出纸槽卡纸 (69)打印质量问题 (70)提高打印质量 (70)识别和纠正打印缺陷 (70)打印质量检查表 (70)一般打印质量问题 (70)解决彩色文档问题 (74)使用 HP Color LaserJet CP1210 系列 Toolbox 解决打印质量问题 (75)校准产品 (76)执行问题 (77)产品软件问题 (78)附录 A 耗材和附件订购部件、附件和耗材 (80)直接从 HP 订购 (80)通过服务或支持提供商订购 (80)直接通过 HP Color LaserJet CP1210 系列 Toolbox 软件订购 (80)部件号 (81)附录 B 服务与支持Hewlett-Packard 有限保修声明 (84)打印碳粉盒有限保修声明 (85)HP 客户服务 (86)联机服务 (86)电话支持 (86)软件实用程序、驱动程序和电子信息 (86)直接订购 HP 附件或耗材 (86)HP 服务信息 (86)HP 服务协议 (86)HP Color LaserJet CP1210 系列 Toolbox (86)HP 维护协议 (87)HP Care Pack™ 服务和服务协议 (87)延长保修期 (87)重新包装产品 (88)服务信息表 (89)附录 C 规格物理规格 (92)操作环境规格 (93)电气规格 (94)能耗规格 (95)声发射 (96)纸张和打印介质规格 (97)歪斜规格 (98)ZHCN v附录 D 规范信息FCC 规则 (100)环境产品管理计划 (101)保护环境 (101)产生臭氧 (101)能耗 (101)纸张使用 (101)塑料 (101)HP LaserJet 打印耗材 (101)返回和回收说明 (101)美国和波多黎各 (101)多个返回(2 - 8 个碳粉盒) (102)单个返回 (102)货运 (102)美国以外返回 (102)纸张 (102)材料限制 (102)欧盟用户丢弃私人废弃设备的规定 (103)材料安全数据表 (MSDS) (103)更多信息 (103)一致性声明 (104)安全声明 (105)激光安全 (105)加拿大 DOC 规则 (105)VCCI 声明(日本) (105)电源线声明(日本) (105)EMI 声明(韩国) (105)芬兰激光声明 (105)有毒有害物质表(中国) (106)索引 (107)vi ZHCN1基本知识●产品功能●打印机视图ZHCN1产品功能打印●打印 Letter 尺寸和 A4 尺寸的页面时,彩色打印速度可达每分钟 8 页 (8 ppm),黑白打印速度可达每分钟 12 页 (12 ppm)。
2015第4期总第227期现代制造技术与装备淬火工艺是将钢加热到临界温度以上,保温一段时间,然后快速冷却以获得高硬度的马氏体的热处理工艺。
传统热处理工艺中,有些步骤是使用油进行淬火,但是采用油淬时存在以下不足:一是淬火时产生大量的油烟,不仅污染环境,而且危害操作工人的身体健康;二是油的成本远大于水的成本,且油容易老化,换新油成本太高,不换则产品质量不好保证,经常出现工件调质后硬度不能满足技术要求的情况,容易造成返工;三是淬火时如操作不当,容易发生火灾[1]。
而采用水-空交替淬火替代油淬火,完全可以避免上面问题。
水-空交替淬火对环境无污染,属于绿色热处理工艺,淬火后零件组织和力学性能都优于油淬的零件[2]。
本文主要研究了碳钢经水—空交替淬火后的组织和力学性能与传统淬火工艺,如水淬,油淬的性能,经过试验结果比较,得出水—空交替淬火工艺确实优于水淬、油淬这类单介质淬火工艺。
1试验材料及性能试验1.1实验材料T10钢具体成分如表1所示:数量:9;规格φ20×18mm。
1.2性能试验(1)T10钢水淬和油淬处理选取φ20*18mmT10钢测试棒6根,分成两组#1和#2,#1进行进行水淬处理,#2试进行油淬处理。
按照T10钢淬火工艺,将测试棒放入加热炉加热至780℃,保温20min,然后将试样取出,迅速放入水中,同时为了避免形成表面蒸汽膜,淬入水后要不停的搅动,在水中冷却4~5S取出。
同时注意留有一定温度空冷,以保证部分回火,减小热应力。
淬火后的试样先用砂纸将表面的氧化膜和脱碳层打磨掉,然后采用洛氏硬度计进行硬度测试,然后用冲击试验机上进行冲击测量韧度值。
测试结果平均值见表2。
结果表明,水淬由于冷却速度快,躲过了C曲线鼻尖,没有形成非扩散相变,而形成大量的马氏体[3],所以硬度较高,韧性差。
油淬由于冷淬速度慢,进行了非扩散相变,形成了屈氏体,残余奥氏体和马氏体的混合物,导致硬度下降,但是韧性比水淬好。