烧结配料系统简介
- 格式:doc
- 大小:25.50 KB
- 文档页数:4
基于S7 PLC的集成一体化烧结配料控制系统摘要:在冶金行业生产中,配料系统是必不可少的工艺环节,包括烧结配料、竖炉配料、焦化配煤等,由于上述配料系统中普遍使用电子皮带秤、拖料秤、螺旋秤等计量设备,目前常用的结构有:一种是采用皮带秤变送器仪表+PLC控制的结构,利用PLC和变送器仪表的通讯进行配料设定或手工在变送器仪表上设定,利用变送器仪表本身的单回路调节功能去进行流量控制,PLC完成设备之间的联锁;另一种是的硬件结构相同,只是流量控制由PLC去控制,变送器仪表只起采集流量信号的功能,PLC同时完成设备之间的联锁;本方案讨论的是取消变送器仪表的PLC集成一体化解决方案,以烧结配料为例说明。
关键词:烧结;PLC;烧结配料;控制系统烧结配料工序是将生产烧结矿所需的混匀铁矿粉、燃料(焦粉)、溶剂(石灰石、白云石、生石灰)及冷、热返矿,按照高炉冶炼要求及各种料的化学成分进行配料计算,确定各种料的配料比例,通过重量检测及控制给料设备,实现配料。
铁精粉仓由于原料潮湿、粘连性强,采用圆盘给料方式,通过对圆盘变频器的输出频率的调整控制圆盘转速,从而达到控制下料量的目的。
返粉和溶剂仓原料干燥、流动性强,采用皮带拖料方式,通过对皮带秤变频器的输出频率的调整控制小皮带转速,从而达到控制下料流量的目的,生石灰采用螺旋输送机给料避免粉尘污染严重,同时通过螺旋秤计量,对螺旋输送机变频器的输出频率的调整可控制螺旋输送机转速达到控制流量的目的。
一、系统描述系统控制核心为一套西门子S7-300系列PLC,主控室IPC610安装IFIX4.0组态软件作为人机界面进行数据采集、设备控制、显示、参数设置工作,并通过GE公司的iWEBServer软件,将数据直接发布到厂内局域网,使网内用户通过IE浏览器进行浏览。
本系统不同于传统的传感器+变送器+PLC的系统结构,它是完全以PLC为控制核心的集成一体化系统结构,系统扩展容易,开放性、稳定性好,其技术核心是把流量变送器的全部功能集成在PLC程序的不同软件模块中,这样重量的积算、累计,设备的启停、联锁、逻辑控制,电子秤校验、修正配料系统配比、参数的修改等一系列工作全部是PLC系统内完成的,不存在积算仪和PLC系统的通讯,对于圆盘转速变化时电子秤流量数据的响应实时性,校零、校秤等PLC指令的响应实时性都大大提高。
烧结生产0概述全世界的矿石储量2500亿吨,富矿20%我国矿石储量500亿吨,富矿5%随着钢铁工业的发展,天然富矿从产量和质量上都不能满足高炉冶炼的要求。
而且精矿粉和富矿粉都不能直接入炉冶炼。
为了解决这一难题,将粉矿制成块状人造富矿。
方法:烧结法和球团法。
一、现代高炉对原料的要求1、节焦上(1)、铁矿石品位高,杂质少。
首钢经验:品位提高1%,焦比下降2%,产量提高3%。
产量提高,单位热损失减少,加入熔剂少,减少热量支出。
(2)、熟料比高。
不用或少加熔剂,减少热量支出,冶金性能好。
(3)碱度高。
可以不加石灰石,减少热量支出。
C a C O=CaO+CO2 吸热32、透气性(1)粒度均匀大小不均造成小块填到大块中间破块透气性上限40~50mm下限5~10mm。
(2)粉末少(3)强度高3、冶炼性能(1)还原性好有利于铁氧化物还原,有利于煤气利用的改善与焦比的下降(2)低温还原粉化率低粉化率高粉末多影响透气性(3)软熔性能软化温度高软化区间窄使成渣带下移变薄改善透气性二、人工富矿的方法1、烧结法烧结是将各种粉状含铁原料,配入一定数量的燃料和熔剂,混匀后,进行燃烧,进行一系列的物化反应,产生一定数量的液相,冷凝后粘结起来的块状产品叫做烧结矿,这个过程叫烧结。
2球团法球团矿:把润湿的铁精矿粉和少量的添加剂混合,再造球设备中滚动成9~16mm左右的圆球,在经过干燥,预热,焙烧、均热、冷却、发生一系列的物化反映,使生球固结,成为高炉需要的球团矿。
三、烧结矿在钢铁工业中的重要地位1、扩大矿石来源贫矿经过选矿、造块、烧结制成烧结矿,供高炉使用。
富矿粉经过造块后,供高炉使用。
2、可以改善高炉技术经济指标改善了原料的物理化学性能。
孔隙率高,反应面积增大,加速冶炼过程。
粒度均匀,透气性好。
机械强度高还原性好。
低温还原粉化率低,高温还原软化性好,提高冶炼效果。
3、能够充分利用冶金工业和化学工业的废品。
烧结可以利用高炉炉灰,轧钢皮,硫酸渣、转炉尘作为原料,合理利用资源,降低生产成本。
烧结配料知识LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】一、烧结基础知识1、烧结的含义将含铁粉状料或细粒料进行高温加热,在不完全熔化的条件下烧结成块的过程。
铁矿粉烧结是一种人造富矿的过程。
2、烧结的方法(1)鼓风烧结:烧结锅,,平地吹;以及带式烧结机。
(2)抽风烧结:a:连续式:带式烧结机和环式烧结机等;b:间歇式:固定式烧结机,如盘式烧结机和箱式烧结机;移动式烧结机,如步进式烧结机;(3)在烟气中烧结:回转窑烧结和悬浮烧结。
3、烧结生产的工艺流程一般包括:原燃料的接受、贮存,溶剂、燃料的准备,配料,混合,制粒,布料,点火烧结,热矿破碎,热矿筛分,热矿冷却,冷矿筛分,铺底料、成品烧结矿及返矿的贮存、运输等工艺环节(见下图)。
机上冷却工艺不包括热矿破碎和热矿筛分。
现代烧结工艺流程不再使用热矿工艺,应使用冷矿工艺。
在冷矿工艺中,宜推广具有铺底料系统的流程。
4、烧结厂主要技术经济指标烧结厂的主要技术经济指标包括利用系数、作业率、质量合格率、原材料消耗定额等。
1>、利用系数每台烧结机每平方米有效抽风面积(m2)每小时(h)的生产量(t)称烧结机利用系数,单位为t/()。
它用台时产量与烧结机有效抽风面积的比值表示:利用系数=台时产量(t/h)/有效抽风面积(m2)=总产量(t)/[总生产台时(t)×?总有效面积(m2)]台时产量是一台烧结机一小时的生产量,通常以总产量与运转的总台时之比值表示。
这个指标体现烧结机生产能力的大小,它与烧结机有效面积的大小无关。
利用系数是衡量烧结机生产效率的指标,它与烧结机有效面积的大小无关。
2>、烧结机作业率作业率是设备工作状况的一种表示方法,以运转时间占设备日历时间的百分数表示:设备作业率=运转台时/日历台时×?100%日历台时是个常数,每台烧结机一天的日历台时即为24台时。

烧结厂工艺介绍一、预配料(一次配料)工艺介绍:1、配料的目的,保证烧结矿化学成分和物理性能稳定,满足高炉生产需求。
2、预配料原料种类:外购铁矿粉(如PB粉、巴西粗粉等)、外购熔剂(白云石粉、菱镁粉等)、厂内循环杂料(返矿、各厂除尘灰、污泥、氧化铁、钢渣等)、外购燃料(焦粉、烧结煤等)。
3、原料入仓方式,全部使用装载机车辆运输入仓(12个)。
4、计量方式,由烧结厂部下达配比方案,主控室配控工结合现场配料工电脑操作输入配比及料批量。
料仓圆盘给料机下方电子皮带秤计量。
5、预配料根据烧结一车间和二车间的二次配料料仓储量产生的时间差,分别向两个烧结车间交替供料。
6、预配原料经过皮带机和转运站分别输送到一、二车间二次配料铁料仓。
二、燃料破碎工艺介绍:1、燃料种类,常用燃料为焦粉、烧结煤,近期全部使用焦粉做烧结燃料。
2、燃料破碎设备,一车间为四辊破碎机两套,二车间为对辊+四辊破碎机两套。
3、燃料粒度要求,原燃料粒度<25mm,加工破碎后燃料粒度<3mm部分占85%(燃料粒度可按实际生产情况调整)。
4、破碎燃料经过皮带机和转运站分别输送到一、二车间二次配料燃料仓。
三、二次配料工艺介绍:1、二次配料料仓布局,一车间为地下料仓16个,由北向南直线排列。
分别为1#2#自循环返矿仓、3#--11#预配铁料仓、12#--14#熔剂料仓、15#16#燃料仓;二车间为地上料仓15个,由北向南直线排列。
分别为1#2#自循环返矿仓、3#--7#预配铁料仓、8#9#燃料仓、10#--14#熔剂料仓、15#除尘灰仓。
2、计量方式,主控室配控工按照配比,结合现场配料工电脑操作输入使用量及料批量。
料仓圆盘给料机下方电子皮带秤和拖拉皮带秤计量。
3、混合料经过配料皮带机输送到一次混合机。
四、一次混合机工艺介绍:1、一次混合的目的,将烧结原料加水润湿和混均,使混合料水分、粒度及各组分均匀分布。
2、混合原理,混合机主体为钢结构空心圆柱滚筒,按一定角度安装。
一、烧结基础知识1、烧结的含义将含铁粉状料或细粒料进行高温加热,在不完全熔化的条件下烧结成块的过程。
铁矿粉烧结是一种人造富矿的过程。
2、烧结的方法(1)鼓风烧结:烧结锅,,平地吹;以及带式烧结机。
(2)抽风烧结:a:连续式:带式烧结机和环式烧结机等;b:间歇式:固定式烧结机,如盘式烧结机和箱式烧结机;移动式烧结机,如步进式烧结机;(3)在烟气中烧结:回转窑烧结和悬浮烧结。
3、烧结生产的工艺流程一般包括:原燃料的接受、贮存,溶剂、燃料的准备,配料,混合,制粒,布料,点火烧结,热矿破碎,热矿筛分,热矿冷却,冷矿筛分,铺底料、成品烧结矿及返矿的贮存、运输等工艺环节(见下图)。
机上冷却工艺不包括热矿破碎和热矿筛分。
现代烧结工艺流程不再使用热矿工艺,应使用冷矿工艺。
在冷矿工艺中,宜推广具有铺底料系统的流程。
4、烧结厂主要技术经济指标烧结厂的主要技术经济指标包括利用系数、作业率、质量合格率、原材料消耗定额等。
1>、利用系数每台烧结机每平方米有效抽风面积(m2)每小时(h)的生产量(t)称烧结机利用系数,单位为t/(m2.h)。
它用台时产量与烧结机有效抽风面积的比值表示:利用系数=台时产量(t/h)/有效抽风面积(m2)=总产量(t)/[总生产台时(t)×总有效面积(m2)]台时产量是一台烧结机一小时的生产量,通常以总产量与运转的总台时之比值表示。
这个指标体现烧结机生产能力的大小,它与烧结机有效面积的大小无关。
利用系数是衡量烧结机生产效率的指标,它与烧结机有效面积的大小无关。
2>、烧结机作业率作业率是设备工作状况的一种表示方法,以运转时间占设备日历时间的百分数表示:设备作业率=运转台时/日历台时× 100%日历台时是个常数,每台烧结机一天的日历台时即为24台时。
它与台数、时间有关。
日历台时=台数× 24×天数事故率是指内部事故时间与运转时间的比值,以百分数表示:事故率=事故台时/运转台时× 100%设备完好率是衡量设备良好状况的指标。
烧结系统操作说明一:系统概括:烧结系统整体分为以下几个分系统:烧制系统;上料系统;成品系统;返料系统。
所有系统中所涉及的设备,必须在现场操作箱选择到自动位置时,设备才能在系统的操作画面中控制其运行。
在各个分系统画面和工艺画面中均可以监控设备的运行情况,及设备的故障信息。
在成品系统,成品系统和返料系统中各皮带机控制方式都是逆启顺停(在以下分系统介绍中会详细提及)。
以下是分画面的详细介绍。
主画面主画面:主画面主要是监控画面,其功能是监控烧制系统所包含的圆棍布料,七棍布料,烧结机,单辊破碎机,热振筛,环冷机等设备的运行情况,以及各个抽风风箱的压力及温度监控,以及点火器所需要的空气,煤气的压力温度,流量等参数。
在烧结画面上按下主画面按钮后,显示出烧结系统的主画面,主要有以下几个内容:一、圆辊布料速度、烧结机速度:是指圆辊布料器和烧结机的速度,单位是赫兹HZ二、煤气、助燃风参数:是指煤气调节阀反馈、煤气压力、煤气流量、煤气温度等参数助燃风参数是助燃风的阀位反馈、助燃风压力、助燃风温度(画面上显示是空气调节阀反馈、空气压力、空气温度)三、风箱参数风箱参数主要是风箱的温度和负压1、风箱温度:是指1#、2#、3#、6#、10#、13#、14#、15#风箱的温度。
单位是摄氏度,并由柱状图显示温度的高低。
柱状图的显示范围是0-600度2、风箱负压:是批1#、2#、3#、6#、10#、13#、14#、15#风箱的压力。
单位是千帕,并由柱状力显示。
柱状图显示的范围是0~-20KPA四、画面切换按钮是进行画面切换,以显示出其它的画面。
五、环冷机参数是显示环冷机各电机的轴承温度、环冷机速度、环冷机废气的画面六、点火炉温度:是点火炉内部温度在主画面上点下工艺画面按钮,则会显示工艺画面内容。
工艺画面:在此画面中可以监控及控制烧结系统中所涉及的所有设备,各个设备都有自己的现场控制箱,各个设备在画面中控制时也区分手动自动,当操作人员在画面中选择各个系统单动时,此时需要操作人员在画面中选择该系统所涉及的每一个设备手动点动启动该设备;在选择该系统联动时,再选择系统联动启动,此时该系统中所涉及的设备会自动按程序编辑的顺序启动。
浅议烧结配料自动化控制系统摘要:本文在对炼铁烧结配料自动化控制系统进行简要阐述基础上,对烧结配料自动化控制系统功能、软硬件配置等进行研究,希望可以为炼铁生产的高效、顺利开展提供帮助。
关键词:烧结机;配料;自动化;控制系统在现代生产生活中,铁制品广泛分布于各个领域,炼铁生产效率是人们普遍关注的问题,烧结作为炼铁中的一个关键环节,烧结配料的效率会对炼铁效率、质量产生极大的影响。
在现代信息技术的迅猛发展下,自动化控制技术变得越来成熟,应用于许多工业生产中,起到了良好的效果,所以,加强对烧结配料自动化控制系统的研究,是有着重要现实意义的。
1.烧结配料自动化控制系统概述在黑色冶金烧结过程中,必须借助烧结机这一设备,完成不同粒度、不同成分的富矿粉、精矿粉烧结,并有效剔除矿石中含有的各种杂志,得到金属含量较高的烧结块。
在常用的烧结机中,规格主要是根据长度、宽度不同来划分的,烧结产量与烧结面积之间成正比关系。
从相关生产实践中可知,在烧结机的生产过程中,人工配料的方式会导致配料精度达不到设计要求烧结的质量、产量以及效率等都会受到一定影响,降低了冶炼工作的水平,也减少了冶炼厂的经济效益[1]。
图1:烧结配料自动化控制系统闭环管理示意图对此,在烧结配料中,采取自动化控制系统,将配料操作、配料量等都由计算机、相应软件系统来进行自动化、智能化控制,可以有效减少人为操作的失误,根据对烧结机运行情况的监测以及相关运行经验指标,完成烧结运行数据的采集与分析工作,来自动对下料、频率进行调节,达到提升烧结配料精度的效果,促进烧结效率的大幅度提升。
烧结配料自动化控制系统是一个闭关环管理的过程,烧结生产会产生各种生产数据,同时,配料的控制、生产产品的化验分析都会产生相应的配料数据、分析结果,将这些数据汇总,通过对数据的对比分析,根据一定原则来建立起配料模型,通过计算机运算来确定最佳的配料方案,作用于烧结生产,具体如图1所示。
此外,在烧结配料自动化控制系统中,画面共享也是其具备的基本功能之一,通过各种通讯设备的应用,可以实现烧结主控室、配料生产车间等的相关画面的实时共享,为工作人监督配料过程提供极大帮助,对确保烧结配料的安全、科学,是有极大帮助的。
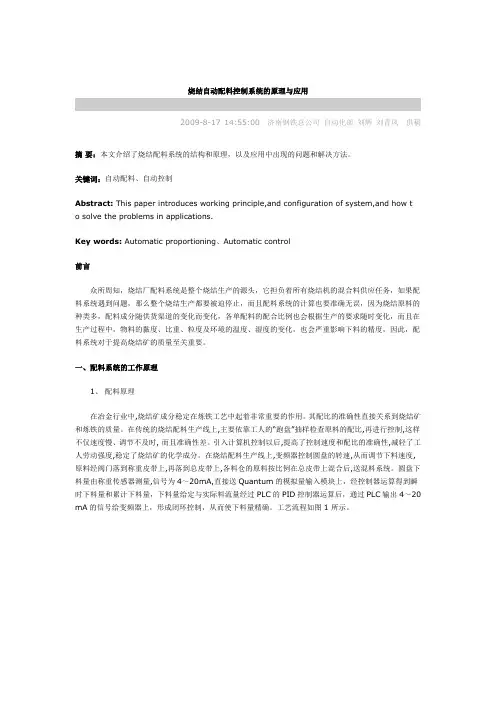
烧结自动配料控制系统的原理与应用2009-8-17 14:55:00济南钢铁总公司自动化部刘辉刘青凤供稿摘要:本文介绍了烧结配料系统的结构和原理,以及应用中出现的问题和解决方法。
关键词:自动配料、自动控制Abstract: This paper introduces working principle,and configuration of system,and how t o solve the problems in applications.Key words: Automatic proportioning、Automatic control前言众所周知,烧结厂配料系统是整个烧结生产的源头,它担负着所有烧结机的混合料供应任务,如果配料系统遇到问题,那么整个烧结生产都要被迫停止,而且配料系统的计算也要准确无误,因为烧结原料的种类多,配料成分随供货渠道的变化而变化,各单配料的配合比例也会根据生产的要求随时变化,而且在生产过程中,物料的黏度、比重、粒度及环境的温度、湿度的变化,也会严重影响下料的精度,因此,配料系统对于提高烧结矿的质量至关重要。
一、配料系统的工作原理1、配料原理在冶金行业中,烧结矿成分稳定在炼铁工艺中起着非常重要的作用。
其配比的准确性直接关系到烧结矿和炼铁的质量。
在传统的烧结配料生产线上,主要依靠工人的“跑盘”抽样检查原料的配比,再进行控制,这样不仅速度慢、调节不及时, 而且准确性差。
引入计算机控制以后,提高了控制速度和配比的准确性,减轻了工人劳动强度,稳定了烧结矿的化学成分。
在烧结配料生产线上,变频器控制圆盘的转速,从而调节下料速度,原料经阀门落到称重皮带上,再落到总皮带上,各料仓的原料按比例在总皮带上混合后,送混料系统。
圆盘下料量由称重传感器测量,信号为4~20mA,直接送Quantum的模拟量输入模块上,经控制器运算得到瞬时下料量和累计下料量,下料量给定与实际料流量经过PLC的PID控制器运算后,通过PLC输出4~20 mA的信号给变频器上,形成闭环控制,从而使下料量精确。
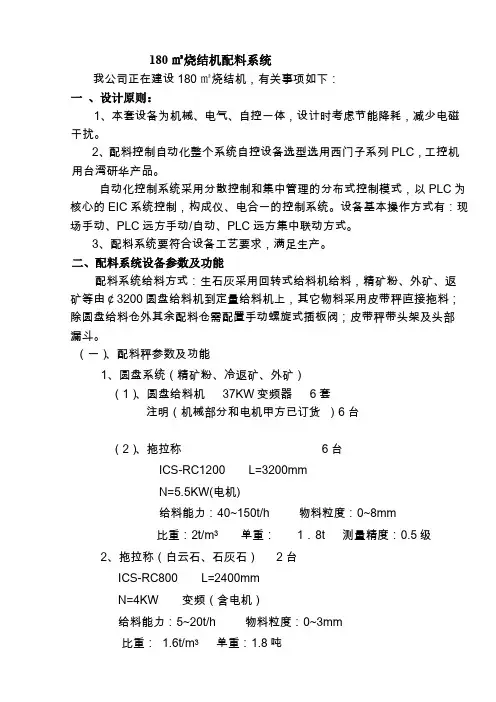
180㎡烧结机配料系统我公司正在建设180㎡烧结机,有关事项如下:一、设计原则:1、本套设备为机械、电气、自控一体,设计时考虑节能降耗,减少电磁干扰。
2、配料控制自动化整个系统自控设备选型选用西门子系列PLC,工控机用台湾研华产品。
自动化控制系统采用分散控制和集中管理的分布式控制模式,以PLC为核心的EIC系统控制,构成仪、电合一的控制系统。
设备基本操作方式有:现场手动、PLC远方手动/自动、PLC远方集中联动方式。
3、配料系统要符合设备工艺要求,满足生产。
二、配料系统设备参数及功能配料系统给料方式:生石灰采用回转式给料机给料,精矿粉、外矿、返矿等由¢3200圆盘给料机到定量给料机上,其它物料采用皮带秤直接拖料;除圆盘给料仓外其余配料仓需配置手动螺旋式插板阀;皮带秤带头架及头部漏斗。
(一)、配料秤参数及功能1、圆盘系统(精矿粉、冷返矿、外矿)(1)、圆盘给料机37KW变频器6套注明(机械部分和电机甲方已订货)6台(2)、拖拉称6台ICS-RC1200 L=3200mmN=5.5KW(电机)给料能力:40~150t/h 物料粒度:0~8mm比重:2t/m3 单重:1.8t 测量精度:0.5级2、拖拉称(白云石、石灰石)2台ICS-RC800 L=2400mmN=4KW 变频(含电机)给料能力:5~20t/h 物料粒度:0~3mm比重:1.6t/m3单重:1.8吨3、拖拉称(杂料)1台ICS-RC800 L=2400mmN=4KW 变频(含电机)给料能力:10~ 50t/h 物料粒度:0~3mm比重:1.6t/m3单重:1.8t物料种类:白云石、石灰石4、拖拉称(燃料)2台ICS-RC1200 L=3200mm给料能力:7~35t/h 物料粒度:0~3mm0.5t/m3物料种类:焦粉N=11kw 变频(含电机)5、双螺旋生石灰配消器(环保型)(1)、双螺旋生石灰配消器2台能力:7~35t/h 物料粒度:0~3mm比重:0.5t/m3单重:1.8t物料种类:生石灰N=2*11kw 变频(含电机)(一个变频器控制两台电机)(2)、拖拉称(生石灰皮带秤带密封罩) 2台ICS-RC1200 L=3200mmN=11KW 变频(含电机)给料能力:7~35t/h 物料粒度:0~3mm比重:0.5t/m3物料种类:生石灰单重:1.8t(二)除圆盘给料仓外其余配料仓需配置手动螺旋式插板阀,共计七台。
智能烧结配料控制系统使用说明
一、安全操作规则
1、操作前,应查看安全情况,确保设备正常运行;
2、熔炼过程中,严禁将非工作人员接近熔炼器,以免发生意外;
3、严禁进行自行调整,如有特殊情况,应提前请示技术人员;
4、系统使用时应提前检查电源、控制系统等,以确保安全运行;
5、遇出现异常情况,应处理后才可继续操作;
6、在使用前,应查看操作说明书等,确保操作人员了解性器的正确使用方法;
7、熔炼时,应确保室内空气清洁,以免影响配料质量;
8、应定期清理熔炼现场,保持设备内部洁净整洁;
9、应清除现场的易燃物,以免发生火灾事故;
10、操作结束后,应关闭电源,以保护设备不受损失;
二、操作指南
1、检查熔炼器的运行情况,确保其正常运行;
2、温度控制:根据不同物料,控制熔炼器的温度,以保证物料的质量;
3、配料控制:调节配料机构,将原料按照一定比例投料;
4、配料时间:根据熔炼物料的熔炼温度,控制投料结束的时间;
5、烧结工艺控制:控制熔炼过程的时间和温度,完成烧结工艺;
6、水控制:检测水的质量,确保水的净化;
7、熔炼氧气控制:依据不同物料。
TECHNOLOGY AND INFORMATION96 科学与信息化2023年5月下烧结配料自动化控制系统江琼 曾攀宝信软件(武汉)有限公司 湖北 武汉 430080摘 要 智能制造趋势下,人们对工业生产各个环节提出了全新的要求,许多生产环节需大力推行先进技术,以构建现代化生产体系。
烧结配料系统是烧结生产中的关键工艺环节,原有的设备、工艺相对落后,烧结配料系统的控制效率低、精度不足,影响了烧结矿质量。
随着烧结工艺、生产装备、检测技术、信息技术的提升,许多企业紧跟行业趋势,进行了烧结配料自动化控制系统建设及改造。
基于此,本文重点分析了烧结配料自动化控制系统的相关设计要点,对实际工作具有指导与借鉴意义。
关键词 烧结配料系统;自动化控制;设计要点Sintering Proportioning Automation Control System Jiang Qiong, Zeng PanBaosight Software (Wuhan) Co., Ltd., Wuhan 430080, Hubei Province, ChinaAbstract Under the new trend of intelligent manufacturing, people have put forward new requirements for all aspects of industrial production, and many aspects of production need to vigorously promote advanced technology in order to build a modern production system. The sintering proportioning system is the key process link in the sintering production, the original equipment and process are relatively backward, the control efficiency of the sintering proportioning system is low, the precision is insufficient, which affect the sintering quality. With the improvement of sintering process, production equipment, testing technology and information technology, many enterprises follow the trend of the industry and start the construction and transformation of the automation control system of sintering proportioning. Based on this condition, this paper focuses on the analysis of the relevant design points of sintering proportioning automation control system, provides guidance and reference for the actual work.Key words sintering proportioning system; automation control; key points of design1 烧结配料自动化控制系统应用的意义在烧结生产环节,烧结机为不可或缺的生产要素,可将成分、粒度不同的精矿粉、富矿粉烧结成块,去除矿石中的硫、磷等杂质。
目录摘要 (1)ABSTRACT (2)0 引言 (3)1 烧结自动控制系统概述 (4)1.1烧结工艺流程 (4)1.1.1 烧结工艺流程图 (4)1.1.2 原料接受、贮存、准备及配料 (5)1.1.3 混合、烧结、冷却 (5)1.1.4 烧结成品矿系统 (5)1.2烧结系统组成 (5)1.3烧结自动控制系统概述 (6)1.3.1 控制原则 (6)1.3.2 各部分的功能 (6)1.3.3 设备启动顺序 (7)1.3.4 控制方式 (7)1.3.5 连锁条件 (7)1.5烧结自动控制系统的选型 (7)1.5.1 S7-400系列PLC的特点 (8)1.5.2 PLC在烧结自动化系统中的主要功能 (9)1.5.3 变频器的选型 (9)1.6烧结车间自动控制系统的构成 (9)1.6.1 配料监控部分主要完成功能 (9)1.6.2 破碎筛分系统控制主要完成功能 (10)1.6.3 点火炉监控主要完成功能 (10)1.6.4 烧结机系统监控主要完成功能 (10)1.6.5 其他画面主要完成功能 (10)1.7烧结车间低压系统 (10)1.8系统自动检测项目 (11)2 烧结配料及混料自动控制系统仪表选型 (12)2.1仪表选型的主要依据 (12)2.1.1 工艺过程的条件 (12)2.1.2 操作上的重要性 (12)2.1.3 自动化水平和经济性 (12)2.1.4 仪表选型的原则 (12)2.2检测元件的选型 (12)2.2.1 压力检测仪表选型 (13)2.2.2 流量测量仪表的选型 (13)2.3变送单元的选型 (14)2.3.1 温度变送器 (14)2.3.2 压力变送器 (14)2.3.3 流量变送器 (14)2.4执行器的选择 (15)2.5控制器选型 (15)2.5.1 控制器参数的选择 (16)2.5.2 控制器正反作用的选择 (16)2.6显示仪表选型 (16)2.7辅助设备选型 (17)2.7.1 电动操作器 (17)2.7.2 电线、电缆的选用 (17)2.7.3 工控机的选型 (17)3 烧结配料及混料自动控制系统设计 (18)3.1配料及混料自动化控制统技术说明 (18)3.1.1含铁原料、熔剂、燃料供应 (18)3.1.2配料混合系统 (21)3.2.1 烧结矿碱度 (24)3.2.2 烧结矿MgO含量 (25)3.2.3 各配入物料的湿料重和配入料总重 (26)3.2.4 各物料的配比(湿)和生产中正使用的配料槽额定给料量 (26)3.2.5 混合料水分 (26)3.3配料控制模式 (27)3.4系统设计及工艺要求 (27)3.4.1 称量装置 (27)3.4.2 控制方式 (27)3.4.3 焦粉测水 (28)3.4.4 其它原料水分监视 (28)3.4.5 混合料湿度控制 (28)3.4.6 对系统设计及控制的要求 (28)3.5配料及混料自动控制系统 (28)3.5.1 配料及混料自动控制系统功能 (28)3.5.2 自动控制系统的硬件设计 (30)3.7下位机软件 (33)3.7.1 控制软件 (34)3.7.2 电机运行控制 (35)3.7.3 系统各故障的处理 (37)4 应用画面及程序 (43)4.1W IN CC软件系统 (43)4.1.1WinCC项目工程环境 (43)4.1.2WinCC运行系统 (43)4.2系统控制和显示 (43)4.2.1 控制方式 (43)4.2.2 WINCC的设计和界面 (43)4.3上位机软件 (44)4.5程序设计的主要步骤 (47)结束语 (48)谢辞 (49)参考文献 (50)烧结系统控制实现从配料、混合到烧结以及除尘、能源介质等附属设施的整体控制,并通过与原料系统,高炉系统的联网数据信息交流,实现管理控制一体化。
烧结配料系统设计说明:
设计参照承钢2#烧系统设计,烧结配料系统初步估计主要设备有:17套配料装置和一条集料皮带机,附加了一次混合设备。
如有变化可根据要求更正。
但此设计点号和方案基本适用。
一、设备说明:
1)1#--8#配料装置是定量圆盘给料机8套,用于配铁料的。
2)9#--13#配料装置是定量螺旋给料机5套,用于配溶剂的;增设了消化器装置。
3)14#--17#配料装置是定量皮带给料机4套,用于配燃料的。
4)一条集料皮带机,用于运料。
5)一次混合设备,一混设备加入控制更容易实现皮带与一混设备的同步控制,避免料堆积。
6)17套配料装置所用电机均由变频器控制,具备调速功能。
二、方案:
方案一:
采用S7-400的CPU控制
方案二:
说明:
1.设备价格为未加税收的价格,去经销商处采购须加20%的税收。
2.方案一硬件配置高,采用S7-400的CPU优势:①稳定性高;②响应速度快;
③扩展功能强大。
3.2个方案均采用热插拔导轨配置,支持在线带电更换模块的功能。
避免因模块故障而影响生产。
4.其他费用:主控柜、工控机、显示器、继电器、0.5mm²线等视情况而定。
编程点号统计参考。
烧结配料系统设计说明书(单片机CAN通信及PC机VB的DDE服务接口部分)内蒙古科技大学现场总线实验室版本历史备注:目录一、系统协议 (5)1.1 系统概述 (5)1.2配料控制器的协议 (5)1.2.1 配料控制器发送的信息 (5)1.2.2 配料控制器接收的信息 (7)1.3主控制器的协议 (8)1.3.1主控制器发送的信息 (8)1.3.2主控制器接收的信息 (9)二、单片机CAN协议程序设计 (11)2.1 CAN控制器相关的程序 (11)2.2 与协议相关的CAN程序 (13)三、PC端VB的DDE服务接口程序 (15)3.1 USBCAN模块的DLL加载与使用 (15)3.2 USBCAN模块数据的接收与发送 (17)一、系统协议1.1系统概述从通信系统考虑,整个系统由1个PC、1个主控制器、14个配料控制器组成。
PC机的功能是采用组态王接收并显示各个配料控制器的流量值及状态,并且能对配料控制器的参数进行设置;主控制器的功能是控制各个配料控制器的启动停止,并实时的接收配料控制器的状态及报警做出相应的判断和操作;配料控制器主要做用是按照给定流量控制各称均匀下料,并上报实时流量、状态及接收PC机下设的参数。
系统协议的定制是参照J1939-21制定的,采用CAN2.0B帧格式,把29位标识划为优先级、PGN、源地址、目的地址四个部分,对照关系见下图,具体的协议制定参看J1939-21。
图1.1 J1939和CAN2.0B关系1.2配料控制器的协议可以见协议表,在通信方面,配料控制器要做的工作有:a.接收主控制器给它的选定命令,处于选中状态。
b.接收主控制器给它的启动(或停止)命令,发送应答信息,启动后进行称重,上报实时流量信息,并控制电机给料速度,按照给定流量给料。
c.接收PC机的查询命令(查询它的设定流量、PID参数值、报警及状态信息)。
d.接收PC机对它的配置信息:PID参数、给它流量。
烧结配料微机控制系统
说
明
书
烧结配料系统简介
所谓的烧结就是在粉状铁物料中配入适当数量的熔剂和燃料,在烧结机上点火燃烧,借助高温作用产生一定数量的液相,把其它未熔化的烧结颗料粘结起来,冷却后成为多孔质矿块。
其中成分控制尤为重要。
配料工序是稳定烧结矿化学成分,提高质量的一个重要环节。
在现有的手段中,往往用圆盘给料机与称重皮带秤实现重量配比。
使配比误差由过去的5%~10%降低到1%~2%,在重量配料的基础上实现微机自动控制。
使烧结矿成分进一步稳定。
更进一步,同时可以根据各种物料的实际流量,设定配水系数,微机通过统计分析后,可以实现跟踪配水功能,使供水平稳、精确,整个工艺过程更加合理、完善。
系统配置有调速圆盘给料机和称量皮带秤构成,采用线性变频调速来精确地控制圆盘给料机的给定量,皮带秤平稳计量,同时安装仓壁振打器,湿料附着仓壁难以下料时自动振打仓壁,使物料下滑,从而达到控制计量的目的,系统的重要元件采用进口或合资品牌产品。
计量精度满足工艺要求(具体情况附配置单)。
配水也采用变频技术,采取平稳计量,在完成称重配比的基础上,本系统还考虑了白灰消化器的喷水控制功能,根据白灰的流量与配水系数,微机在收到水量流量计反馈回来的水量信号后,经过计算比较,输出信号控制变频系统或调节阀,自动加压,跟踪加水,为白灰的消化提供合理水量。
同样的原理,可以在不太提高系统成本价的情况下,完成一混二混的加水功能,使水量平衡、稳定,为物料成球提供保障。
整个加水系统由变
频器(或调节阀)、水量流量计、管道泵等构成。
这样就强化了自动化系统的功能,提高了系统的自动化程度。
该系统简单实用,便于维护,能满足中小型烧结系统的需求。
计算机和各种电器设备能正常工作,除了本身的质量保证外,还会对整个系统运行情况具备较完善的诊断功能。
因为系统在长期运行过程中,机电设备运行损耗后受到外部因素(温度、腐蚀等)影响,不可避免造成设备的老化和测量的降低。
这些因素的存在,将会给系统带来不稳定和测量上的误差。
为保证系统稳定可靠使用,该系统具有其它系统无法具备的系统故障诊断和误差校正功能。
同时,使用先进的控制软件,整个控制过程动态模拟显示,操作简单,界面清晰,是工业控制系统中的精品。
系统配置
1、主机系统设备配置
(a) 工业计算机(配置根据系统要求而定)一台
(b) 工业监视器(用于烧结值班室)一台
(c) 视频多路转换器一台
(d) 打印机一台
(e) UPS电源(1000W)一台
(f) 信号电缆(屏蔽)*** 米(位置定)
2、信号处理系统设备配置
(a)信号调理模块包括放大模块、滤波模块等
(b)数据采集模块(A/D)
(c)数据控制模块(D/A)
(d)开关量输入模块(DI)
(e)开关量输出模块(DO)
(f)信号隔离模块
(g)计算机扩展驱动模块
(h)控制柜(或控制台)、其它辅助电器元件(继电器、开关、接插件等)
(i)后备存储器模块(称为电子半导体盘)
注:所有模块技术参数有系统规模和技术指标而定
3、配料系统设备配置
(a) 称重传感器(称量范围、设计而定)三台
(b) 称重传感器信号变送器(放大器)一台
(c) 电振机电源控制柜(或变频器柜)二台
(d) 工业电源(供传感器、变送器、控制启用)一台
(e) 信号传输电缆(屏蔽)*** 米
(f) 计量皮带秤10台
(g) 仓壁振打器10台
(h) 变频供水系统一套。