汽车工艺数控编程大作业
- 格式:doc
- 大小:39.00 KB
- 文档页数:4
汽车制造工艺期末作业
学号:20111122 姓名:王宜宁 班级:11级车辆2班
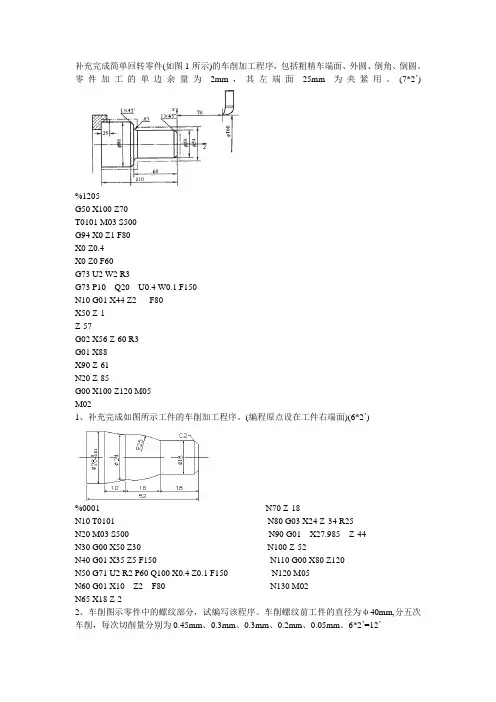
1、加工工艺:
根据零件结构选用毛坯为35φmm 的棒料
以工件轴心线为定位基准,用卡盘加紧。
其工艺过程如下:
1)平端面
2)粗车外圆30φ、20φ
3)精车外圆30φ、20φ
4)车凸圆弧
5)螺纹车削
6)切断
2、程序代码:
程序内容 动作说明
N10 T01 D1 换1号刀
N20 M03 S600 主轴正转,转速为600r/min N30 G0 X38.0 Z0 快进至进刀点
N40 G1 X-1.0 F0.2 车端面
N50 G0 Z2.0 退刀
N60 G0 X30.4 快进到进刀点
N70 G1 Z-64 粗车30φ外轮廓
N80 X35.0 退刀
N90 G0 Z2.0 退刀
N100 X26.4 进刀
φ外轮廓N110 G1 Z-30 第一次粗车20
N120 X32.0 退刀
N130 G0 Z2.0 退刀
N140 X20.4 进刀
φ外轮廓N150 G1 Z-30 第二次粗车20
N160 X35.0 退刀
N170 G0 Z200.0 退刀
N180 X100.0 快速返回换刀点
N190 M05 停主轴
N200 T02 D2 换2号刀
N210 M03 S800 主轴转速800r/min
N220 G0 X15.8 Z1.0 快进至进刀点
N230 G1 X20.0 Z-30.0 F0.1
N240 X30.0
N250 Z-60 精车外圆
N260 X35.0
N270 G0 Z2.0 退刀
N280 X0 退刀
N290 G3 X20.0 Z-10.0 CR=10.0车凸圆弧
N300 X24.0 退刀
N310 G0 X200.0 Z100.0 快速返回换刀点
N320 M05 停主轴
N330 T04 D4 换4号刀
N320 M03 S400 主轴转速400r/min N330 G0 X29.0 Z-28.0 快进至进刀点
N340 G33 Z-62.0 K2.0 第1次进给切螺纹
N350 G0 X32.0 退刀
N360 Z-28 退刀
N370 X28.4 进刀
N380 G33 Z-62.0 K2.0 第2次进给切螺纹
N390 G0 X32.0 退刀
N400 Z-28.0 退刀
N410 X27.8 进刀
N420 G33 Z-62.0 K2.0 第3次进给切螺纹
N430 G0 X32.0 退刀
N440 Z-28.0 退刀
N450 X27.5 进刀
N460 G33 Z-62.0 K2.0 第4次进给切螺纹
N470 G0 X32.0 退刀
N480 Z-28.0 退刀
N490 X27.4 进刀
N500 G33 Z-62.0 K2.0 第5次进给切螺纹
N510 G0 X32.0 退刀
N520 G0 X100.0 Z200.0 快速返回换刀点N530 T03 D3 换3号刀
N540 G0 X35.0 Z-64.0 进给至切断点
N550 G1 X-1.0 F0.08 切断
N560 X35.0 F0.2 退刀
N570 G0 X100.0 Z200.0 回换刀点
N580 M30 程序结束。