工具钳工操作工件图2
- 格式:doc
- 大小:104.00 KB
- 文档页数:3

1、钢直尺钢直尺是最简单的长度测量工具,它的长度有150mm,300mm,500mm和1000 mm四种规格。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
钢直尺的作用及使用方法:图 2.2 钢直尺的使用2、游标卡尺游标卡尺是一种测量长度的仪器,也是一种中等精密的常用量具,其读数精度有0.02mm、0.05mm、0.1mm。
它可测量工件的外径、内径、长度、深度和孔距等,如图2.3、图2.4所示。
1)、游标卡尺结构:图2.4 游标卡尺的结构2)、游标卡尺的刻线原理及读数方法(1)、1/20mm(0.05mm)游标卡尺的刻线原理及读数方法刻线原理:游标卡尺是利用尺身的刻线间距与游标的刻线间距差来进行分度的。
主尺上每一格的长度为1mm,当两量爪合并时,游标上的20格刚刚好与尺身上的19mm对正。
因此,尺身与游标每格之差为:1-19/20=0.05(mm),此差值即为1/20mm游标卡尺的测量精度,如图2.26所示。
图2.26 1/20mm刻线原理读数方法分三个步骤:①、读出游标上零线左面尺寸的毫米整数;②、读出游标上哪一条刻线与尺身刻线对齐;③、把尺身和游标上的尺寸加起来即为测得尺寸,如下图2.27所示。
图2.27 1/20mm游标读数方法(2)、1/50mm(0.02mm)游标卡尺主尺上每一格的长度为1mm,当两量爪合并时,游标上的50格刚刚好与尺身上的49mm对正。
因此,尺身与游标每格之差为:1-49/50=0.02(mm),此差值即为1/50mm游标卡尺的测量精度,如图2.28所示。


第三章钳工工具钳工工具,顾名思义,就是钳工工作时所使用的工具。
所谓钳工,就是以锉、钻、铰刀、老虎钳等手工工具为主,进行机器的装配和零部件修整工作的工种叫钳工,从事钳工工作的工人也称为钳工。
钳工工具主要包括以下四类:虎钳类、锉类、锤类以及其它类。
一、虎钳类虎钳类工具的用途是用于夹紧工件,使之固定,以便进行锉削、铰扣、切割、切削等各种加工工作。
其规格均以钳口宽度表示。
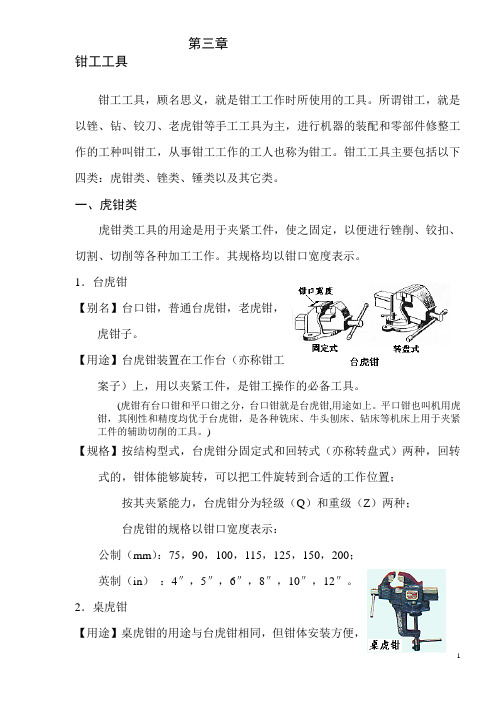
1.台虎钳【别名】台口钳,普通台虎钳,老虎钳,虎钳子。
【用途】台虎钳装置在工作台(亦称钳工案子)上,用以夹紧工件,是钳工操作的必备工具。
(虎钳有台口钳和平口钳之分,台口钳就是台虎钳,用途如上。
平口钳也叫机用虎钳,其刚性和精度均优于台虎钳,是各种铣床、牛头刨床、钻床等机床上用于夹紧工件的辅助切削的工具。
)【规格】按结构型式,台虎钳分固定式和回转式(亦称转盘式)两种,回转式的,钳体能够旋转,可以把工件旋转到合适的工作位置;按其夹紧能力,台虎钳分为轻级(Q)和重级(Z)两种;台虎钳的规格以钳口宽度表示:公制(mm):75,90,100,115,125,150,200;英制(in):4″,5″,6″,8″,10″,12″。
2.桌虎钳【用途】桌虎钳的用途与台虎钳相同,但钳体安装方便,手动便可安装固定,可固定在桌子的边沿等狭小处。
桌虎钳适用于夹持小型工件。
【规格】钳口宽度(mm):25,40,50,60,65,75。
3.手虎钳【别名】手拿钳。
【用途】手虎钳是一种手持工具,用于夹持体积较小的轻巧工件,进行手持加工,如修配钥匙、锁链等。
【规格】钳口宽度:公制-25,40,50mm;英制-1″,1 1/2″,2″。
4.管子台虎钳【别名】龙门台虎钳,管子压力。
【用途】用于夹紧、固定金属管子,以便进行铰制螺纹、切断等作业。
其上下牙板的硬度为HRC45~55。
【规格】根据能夹持管子的直径(mm)范围,分为1~6号:规格(号数):1 2 3 4 5 6夹持范围:10~60 10~90 15~115 15~165 30~220 30~300二、锉类锉类工具的用途是用来锉削或修整金属以及其它硬性材料制品的表面,使之变成我们需要的形状、光洁度和精度。

钳工实训图纸任务一:画线练习日期签字画线制图审核比例1∶1材料45钢板标准数量1 乐至县高级职业中学学号图号01任务二:制作多角样板×其余技术要求、工件表面直线度均为;、未注公差按要求。
加工要求:1、巩固画线操作;2、锯割成形。
日期签字多角样板制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号02任务三:制作T形板其余处加工要求:1、划出内T形全部加工线;2、钻排孔后錾去余料锯;日期签字T形板制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号03任务四:制作工形板技术要求、锐边去毛刺;2、孔口倒角。
处其余加工要求:1、通过锯、錾、锉、钻等操作完成工件;2、各精度可降低;日 期签 字工形板制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号04任务六:制作凸形块7处其余技术要求去毛刺,孔口倒角。
加工要求:1、学会攻丝。
日期签字凸形块制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号06任务五:制作E字板其余11处处加工要求:1、学会铰孔日期签字E字板制图审核比例1∶1材料45标准数量1乐至县高级职业中学学号图号05任务八:锉配凹凸体加工要求:1、注意配合间隙;日期签字凹凸体配合制图审核比例1∶1材料45标准数量1乐至县高级职业中学学号图号07任务九:制作V 形镶配技术要求配合尺寸其余、两配合处单边间隙不大于0.06mm,且能转位互换;2、棱边倒钝R0.2。
日 期签 字V 形镶配制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号08任务七:攻丝练习日期签字螺纹孔板制图审核比例1∶1材料45钢板标准数量1乐至县高级职业中学学号图号07任务十:制作錾口锤子加工要求:1、锐边倒角R0.3;2、锯割面不准修锉。
日期签字錾口锤子制图审核比例1∶1材料45标准数量1乐至县高级职业中学学号图号。