锡膏基础技术资料
- 格式:pptx
- 大小:1.69 MB
- 文档页数:25
锡膏知识点锡膏是一种非常常见的金属保护材料,广泛应用于电子、通信、航空航天等领域。
它具有优良的导热性能和抗氧化性能,能够有效防止金属件的氧化和腐蚀。
本文将从锡膏的基本概念、原理、应用领域等方面进行详细介绍,希望能够为读者提供全面的关于锡膏的知识。
一、锡膏的基本概念锡膏是一种含有微小颗粒或颗粒团的金属熔剂,主要由锡和铅的合金组成。
它具有良好的可塑性,能够在常温下保持一定的柔软性。
锡膏通常以瓶装或卷装的形式出售,便于在电子焊接和金属保护过程中使用。
锡膏可以通过烙铁、热风枪或回流炉等工具进行加热,使其熔化后涂覆在需要保护的金属表面上。
二、锡膏的原理1. 保护金属表面:锡膏涂覆在金属表面后,可以形成一层均匀的保护膜,有效阻隔空气、水汽等对金属的腐蚀侵蚀,延长金属件的使用寿命。
2. 提高导热性能:锡膏具有很好的导热性能,可以填充金属表面微小的凹陷和氧化层,提高金属的热传导效率。
3. 电子焊接:锡膏在电子焊接中起着重要作用,它可以涂覆在焊接接点周围,形成可靠的焊接连接,保证电子元件的稳定性和可靠性。
三、锡膏的应用领域1. 电子行业:锡膏是电子焊接过程中不可或缺的材料,广泛用于电路板、电子元件等焊接工艺中。
2. 通信行业:在通信设备、天线等设备的制造和维护中,锡膏也扮演着重要角色,保护金属部件并提高导热性能。
3. 航空航天领域:航空发动机、航天器中的金属部件需要长期稳定可靠地工作,锡膏的应用可以起到关键的保护作用。
四、锡膏的性能指标1. 熔点:一般锡膏的熔点在180℃左右,不同品牌和型号的锡膏熔点可能会有所不同,选择合适的熔点锡膏是根据具体的焊接工艺和要求来确定的。
2. 成分:锡膏的成分主要是锡和铅的合金,不同的比例会影响其熔点和焊接性能。
3. 导热性能:锡膏的导热性能直接影响着金属部件的散热效率,通常情况下,锡膏的导热系数越大,散热效果越好。
五、锡膏的选购与使用1. 选购锡膏时要根据具体的使用需求选择合适的品牌和型号,同时要关注其性能参数和质量认证。

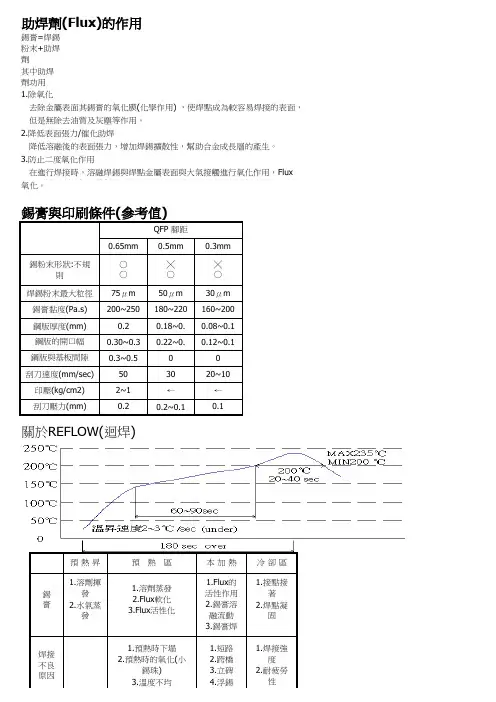
錫膏=焊錫粉末+助焊劑其中助焊劑功用3.防止二度氧化作用在進行焊接時,溶融焊錫與焊點金屬表面與大氣接觸進行氧化作用,Flux在做完除氧化後,會覆蓋焊接點與焊點金屬表面,來防止焊接點產生二度 氧化。
錫膏與印刷條件(參考值)關於REFLOW(迴焊)助焊劑(Flux)的作用1.除氧化去除金屬表面其錫膏的氧化膜(化學作用) ,使焊點成為較容易焊接的表面,但是無除去油質及灰塵等作用。
2.降低表面張力/催化助焊降低溶融後的表面張力,增加焊錫擴散性,幫助合金成長層的產生。
0.10.2~0.10.2刮刀壓力(mm)←←2~1印壓(kg/cm2)20~103050刮刀速度000.3~0.5鋼版與基板間隙0.12~0.10.22~0.0.30~0.3鋼版的開口幅0.08~0.10.18~0.0.2鋼版厚度(mm)160~200180~22200~250錫膏黏度(Pa.s)30μm 50μm75μm 焊錫粉末最大粒╳○╳○○○錫粉末形狀:不規則0.3mm 0.5mm 0.65mmQFP 腳距 1.焊接強度2.耐疲勞性1.短路2.跨橋3.立碑4.浮錫5.小錫珠1.預熱時下塌2.預熱時的氧化(小錫珠)3.溫度不均焊接不良原因 1.接點接著2.焊點凝固1.Flux 的活性作用2.錫膏溶融流動3.錫膏焊1.溶劑蒸發2.Flux 軟化3.Flux 活性化1.溶劑揮發2.水氣蒸發錫膏冷卻區本加熱預熱區預熱昇焊點形成1.焊錫與焊點金屬表面中有氧化膜包覆著。
2.焊錫經加熱後Sn與Pb原子便自由作動,同時Flux也將氧化膜除去。
3.錫膏中Sn-Pb與焊點中金屬原子產生新的合金成長層。
♦開罐後印刷作業環境溫度252℃,24小時內用完超時報廢♦使用時建議作業環境溫度252℃ ; 相對濕度 60%.♦印刷後2小時內過Air- reflow刮除清洗重印超過溶點以上時間♦一般設定為45~90 秒♦溫升至peak Temp. 後接著快速冷卻須考慮內部應力造成元件龜裂上升及冷卻率介於2.5~3.5 c/sec.不可超過 4.♦冷卻速度太慢會引起焊錫組織粗大化而導致接合強度的減低.錫膏種類(依助焊劑分類)•1.水洗•2.溶劑清洗(半水洗)•3.免洗錫膏迴焊目的•1.熔融錫粉•2.焊接零件與印刷電路板•3.降低助焊劑殘留物錫膏組成成份(物質)•一. 錫粉• 1. 提供導電功能• 2. 提供鍵接功能• 3. 熔點低,利於作業•二. 錫膏助焊劑1.溶劑:將所有助焊劑成份完全溶解成一均勻的稠狀液體溶液,促使助焊劑有一• 致之活性.2.松香:松香本身即是一種非常若的活化劑,其主要功能是防止焊接後錫鉛表面• 再被氧化.3. 活化劑:其主要功能用於消除PCB之焊點與零件腳的氧化物.• 常用的活化劑:有機氨鹽酸鹽, 有機酸, 有機氨.4. 抗垂流劑:其主要功能在防止錫粉與助焊劑分離,增加錫膏之印刷性,防止錫塌• 之發生.預熱功能•1. 蒸發溶劑•2. 活化助焊劑•3. 降低熱衝擊•4. 防止錫濺表面黏著焊錫製程•1. 印刷電路板,零件,焊料進料檢查•2. 錫膏塗布•3. 零件浮貼•4. 預熱•5. 迴焊•6. 清洗或免洗•7. 品質檢查錫膏印刷作業環境•1. 溫度:15~25ºC•2. 濕度:30~60%R.H錫膏的成份 :♦愈圓愈好♦愈小愈均勻愈好(流動性佳,成形佳)♦氧化層愈薄愈好♦提供RHEOLOGY 及黏度才可印刷♦清除零件,pad,solder 之氧化層♦減少Solder 表面張力以增加焊錫性♦防止加熱過程中再氧化一、依據供給法區分1、印刷用2、其他供給方法:如管狀、針筒狀等等……二、依據助焊劑區分1、免洗型:RMA(高性賴性) 、RA(高作業性)2、洗淨型:溶劑洗、水洗等等……三、依據焊錫粉末合金區分1 、共晶(63/37) 、含銀(62/36/2) 、低溫、高溫、及特殊錫膏四、依據Reflow 區分1、熱風式、急加熱、N2爐等等……五、依據產品區分1、主機板、卡類、家電、通訊等等……焊錫粉末合金1.錫 粉2.助焊劑錫粉之要求FLUX 之功能墓碑(直立)形成原因及改善對策錫膏分類與種類調整O2 PPM 含量或減少錫量調整設備放使用氮氣爐定時清理鋼板兩側之錫膏,或鋼板開孔鋼板塞孔,造成兩焊墊錫量不均調整設備印刷之準確度印刷偏移調整設備放件之準確度放件偏移更改鋼板,縮小PAD 外側之錫量錫量過多縮小兩焊墊之間距兩焊墊間距過大減緩溫度曲線升溫速率,或將均溫區時Profille 不恰當定期檢查風扇,並更換不良之風扇REFLOW 風扇故障,造成零件受熱不均選用吃錫性較佳的零件零件兩端吃錫性不同或零件氧化改善對策原因分析銲錫粉末=錫鉛合金或是添加其他特殊金屬*添加銀(Ag)金屬會使強度硬度增加,連機械強度耐疲勞也會增加。


一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
锡膏培训资料SMT就是表面组装技术(Surface Mount Technology的缩写),是目前电子组装行业里最流行的一种技术和工艺。
SMT特点:1、组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
2、可靠性高、抗振能力强。
焊点缺陷率低。
3、高频特性好。
减少了电磁和射频干扰。
4、易于实现自动化,提高生产效率。
降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
采用SMT的原因:1、电子产品追求小型化,以前使用的穿孔插件元件已无法缩小2、电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件。
3、产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力4、电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用5、电子科技革命势在必行,追逐国际潮流。
SMT工艺流程单面混装工艺来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> 回流焊接--> 清洗--> 插件--> 波峰焊--> 清洗--> 检测--> 返修双面组装工艺A:来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> A面回流焊接--> 清洗--> 翻板--> PCB的B面丝印焊膏(点贴片胶)--> 贴片--> 烘干-->回流焊接(最好仅对B面--> 清洗--> 检测-->返修)此工艺适用于在PCB两面均贴装有PLCC等较大的SMD时采用。
B:来料检测--> PCB的A面丝印焊膏(点贴片胶)--> 贴片--> 烘干(固化)--> A面回流焊接--> 清洗--> 翻板--> PCB的B面点贴片胶--> 贴片--> 固化--> B面波峰焊--> 清洗--> 检测--> 返修)此工艺适用于在PCB的A面回流焊,B面波峰焊。
焊锡膏基础知识Ⅰ焊锡膏的定义焊锡膏是SMT工艺专用材料,主要由焊料合金粉末与膏状助焊剂组成,在SMT工艺中,焊锡膏具有三大功能:一、提供形成焊接点的焊料;二、提供促进润湿和清洁表面的助焊剂;三、在焊料热熔前使元器件固定。
Ⅱ焊锡膏的要求一、.极好的滚动特性。
二、在印刷过程中具备低的黏度,印刷完成后有高的黏度。
三、与钢网和刮刀有很好的脱离效果。
四、在室内温度下不宜变干,而在预热温度下容易变干的特性。
五、高的金属含量,低的化学成分。
六、低的氧化性。
七、化学成分和金属成分没有分离性。
Ⅲ焊锡膏组成焊锡膏主要由焊料合金粉末与膏状助焊剂组成。
一、焊料粉末焊料粉末是焊膏的“心脏”,它是在惰性环境里由雾化熔融焊料制备而成的。
有两种最普遍地雾化方法:气体雾化和离心雾化。
气体雾化是用高压惰性气体橫向吹入熔融的焊料液流。
气流把焊料粉碎成微小球粒,迅速冷却掉入容器里;离心雾化,熔融焊料掉进一个高速转动的盘中,焊料被粉碎成细小颗粒,冷却后收集到容器中。
这两种方法均可得到球状的粉末。
焊料粉末通常是采用高压惰性气体对熔融的焊料喷雾制成,然后根据尺寸分级,这种方法也称为“液体金属雾化法”(ATOMIZATION OF LIQUID METALS)。
合金粉末的收益率、形状、粒度、氧含量取决于合金的融化温度、氮气喷雾的压力、喷嘴的结构尺寸及除氧防护等因素。
主要的性能指标:1、氧化物含量电子级焊料合金必须无任何污染,这些污染会降低它的特性。
焊料的氧化也属于一种严重的污染,它会导致一系列的问题,包括降低可焊性,使邻近焊盘之间桥接,形成焊料球等问题。
为减少氧化的形成,必须严格控制粉末的制造过程,粉末在加工过程、贮存过程直到膏体过程均应在惰性气氛中进行。
一般认为氧化物含0.5%以上就不能采用。
一项研究测定了氧化百分比含量对产生焊料球百分含量的影响,结果发现甚至当氧化物含量达0.5%时,焊料球百分含量就相当大。
焊膏的制造厂家至少要保证,他生产的焊膏氧化物含量在0.003%以下,推荐的规范极限值为0.15%。
1SMT 生產管理與工藝控制---制造部培训手册2010.8月初版發行尹纪兵25.SMT 锡膏知识(一)锡膏分类(二)储存,温度,时间。
(三)回温,温度,时间。
(四)使用。
(五)报废。
5.1.对锡膏的认识1.由錫膏焊接產生缺陷占SMT缺陷的60%—70%.錫膏是一種膏狀物,,由合金焊料粉由合金焊料粉,,助焊劑和一些添加劑混合而成,具有一2.錫膏是一種膏狀物。
變性。
定黏性和良好的觸|變性錫膏可將電子元器件黏在既定位置,,當被加熱到一定溫度時3.在常溫下在常溫下,,錫膏可將電子元器件黏在既定位置使被焊元器件和焊盤焊在一起,,,使被焊元器件和焊盤焊在一起合金開始熔化,(有铅183ºC;无铅217ºC)合金開始熔化冷卻形成永久連接的焊點(SAC, 金屬間界面)。
對錫膏的要求是具有多種塗布方式,,特別具有良好的印刷性能和回流焊性4.對錫膏的要求是具有多種塗布方式能,並在貯存時具有穩定性.号粉;;等类型号粉;;4号粉等类型。
我们公号粉;;2号粉锡膏按颗粒大小可分为::1号粉号粉;;3号粉5.锡膏按颗粒大小可分为。
司产品一般采用4号粉号粉。
5.1.2。
电子产品焊接对焊料的要求1。
焊接温度要在相对较低的温度下进行元件不会因受热冲击而损坏。
通常焊接温度要比熔化温度高50度左右,无铅的为217//245目前无铅制程中电子元件的耐温为260度,10秒。
PCB耐温为280度,10秒。
35.2。
锡铅焊料的化学特点锡铅焊料的化学特点:1.锡因为与其他金属之间有良好的亲和力,因此借助低活性的焊剂就可以达到良好的润湿2.锡的氧化物为SnO2是一层极薄而致蜜的物质,有良好的抗蚀性3.锡具有较好的机械性能。
4.已知的锡铅合金的熔点为183度。
焊接温度为225—230适合用在电子产品中。
5.在地球上含量丰富1攝氏度=1.8華氏度可知Sn的熔點為231.9攝氏度Pb的熔點為327.4攝氏度,63/37比例時共晶點為183攝氏度.共晶:在此温度時會一直處于固體單一狀態,當直至全部熔為液體時溫度才會上升.Sn Ag%Cu%1010450123456789Sn-3.24Ag-0.57Cu 在217.7摄氏度时达到类共晶状态铜的熔点1083度银的熔点961度45可焊性较差或镍铁合金RSA特别活性可焊性较差的元器件RA 高活性民作电子类RMA 中等活性免清洗制程R 低活性用途标识类别5.3:焊剂的分类焊剂的分类與與成份成份分類分類R (ROSIN 松香),水洗酸性.適用于焊接條件較好之焊接面如鍍金板.RMA (Rosin mildly Activated 中度活性松香)免清洗適用于裸銅板,鍍錫板.RA (Rosin Activated 強松香性)適用于較難焊接之板如鍍鎳板.注:松香本身是一种弱酸,在焊接中起到去除氧化物,焊接后形成保护膜。
锡膏的基本知识一、组成:助焊剂:约10%锡粉:Sn63 / Pb37 熔点183℃Sn62/Pb36/Ag2 熔点179℃ (用的少) 。
粒径:325~500目,即25~45um,日本的标准是4级,G4。
或22~38um 日本的5级G5。
外观:圆形(表面积小、氧化度小、脱模性好)。
含Ag锡粉:用于元件头镀Ag的场合。
Ag能阻止溶蚀,但并不一定光亮(焊点),有利于端头镀镍(Sn 或金)保护。
含In铟锡粉:铟比金贵,焊含金焊盘。
二、储存:5-10℃,太低了粉易碎化(锡粉5-10℃密封可存放6个月)。
若打开包装后用到一半,仍要密封保存,2-7天用完。
如时间短,常温即可,不用冷冻以免结雾。
用前:请回温4-5个小时,25℃时4小时即可,避免吸潮而产生锡球。
用前应搅拌,以免固液分离(正常都有分离);如用搅拌机,离心旋转2-4min即可。
手搅较多使用,但易进入空气。
锡线是手工焊接电路板,最便捷的焊料。
由于大部分锡线内含松香等助焊剂,使用锡线可以减少工序,提高焊接作业的效率。
锡线内部助焊剂主要由松香组成,起到湿润、降温,提高可焊性的作用。
成分结构:锡线按其金属成分可分为无铅焊锡和有铅焊锡。
成分不同的锡线具有不同的熔点,用途亦各有不同。
锡条是焊锡中的一种产品,锡条可分为有铅锡条和无铅锡条两种,均是用于线路板的焊接。
纯锡制造,湿润性、流动性好,易上锡。
焊点光亮、饱满、不会虚焊等不良现象。
加入足量的抗氧化元素,抗氧化能力强。
纯锡制造,锡渣少,减少不必要的浪费。
锡条与锡线的区别:三、应用:SMT印刷:1.模板——孔比焊盘小10%,一般为不锈钢(以前用丝网,现极少)。
厚度:0.12~0.25 mm 0.15~0.12较多用。
宽间距、电脑主机板多开孔:化学蚀刻,开孔中间有瓶颈,使用时脱模性不好。
镭射激光切割:边缘整齐、厚薄均匀。
开孔大小:孔宽/模板厚薄>1.5。
长X宽2.(长+宽)X厚>0.66 涉及脱模性对于细间距IC:开孔面积需要小于焊盘面积,0.3~0.5mm面积比为0.9, 0.2mm面积比为0.8。
锡膏基础知识一、SMT对焊膏的技术要求1.焊膏的合金组分尽量达到共晶或近共晶,要求焊点强度较高,并且与PCB镀层、元器件端头或引脚可焊性要好。
2.在储存期内,焊膏的性能应保持不变。
3.焊膏中的金属粉末与焊剂不分层。
4.室温下连续印刷时,要求焊膏不易于燥,印刷性(滚动性)好。
5.焊膏粘度要满足工艺要求,既要保证印刷时具有优良的脱模性,又要保证良好的触变性(保形性),印刷后焊膏不塌落。
6.合金粉末颗粒度要满足工艺要求,合金粉末中的微粉少,焊接时起球少。
7.再流焊时润湿性好,焊料飞溅少,形成最少量的焊料球。
二、焊膏的构成焊膏是一种均质混合物,由合金焊料粉,糊状焊剂和一些添加剂混合而成的具有一定粘性和良好触变性的膏状体。
在常温下,焊膏可将电子元器件初粘在既定位置,当被加热到一定温度时(通常183℃)随着溶剂和部分添加剂的挥发,合金粉的熔化,使被焊元器件和焊盘连在一起,冷却形成永久连接的焊点。
对焊膏的要求是具有多种涂布方式,特别具有良好的印刷性能和再流焊性能,并在贮存时具有稳定性。
1合金焊料粉合金焊料粉是焊膏的主要成分,约占焊膏重量的85%—90%。
常用的合金焊料粉有以下几种:锡–铅(Sn – Pb)锡–铅–银(Sn – Pb – Ag)锡–铅–铋(Sn – Pb – Bi)合金焊料粉的成分和配比以及合金粉的形状、粒度和表面氧化度对焊膏的性能影响很大,因此制造工艺较高。
常用合金焊料粉的金属成分、熔点:最常用的合金成分为Sn63Pb37和Sn62Pb36Ag2,其中Sn63Pb37的熔点为183℃,共晶状态,掺入2%的银以后熔点为179℃,为共晶状态,它具有较好的物理特性和优良的焊接性能,且不具腐蚀性,适用范围广,加入银可提高焊点的机械强度。
合金焊料粉的形状:合金焊料粉的形状可分为球形和椭圆形(无定形),它们对焊膏性能的影响见表1.由此可见,球形焊料具有良好的性能。
常见合金焊料粉的颗粒度为(200/325)目,对细间距印刷要求更细的金属颗粒度。