AV设备培训教材
- 格式:pptx
- 大小:7.70 MB
- 文档页数:81
一,机器安全教育。
1,POWERBREAKER ON 时,确认供给气压为5kgf/cm.2,机器运行时,不要外接其他电器设备,以免有电磁波干扰。
3,不要用气枪清扫机器,以免灰尘及CHIP 元件进入丝杠及镜头或传感器内。
4,清扫机器周围环境时,关闭机器电源,即POWER OFF 。
以免冷却风扇吸入灰尘。
5,为防止机器的损伤,每年一次的定期点检是必要的。
6,不要用手接触胶水,以免烧伤。
7,机器运行时,不要断气,机器易失控,损坏。
二,机器特征说明1,概要:PANASERT MPABV2,可装贴元件从1005微型片状及接插件,QFP,BGA及其异型部品,电子元件,其支持宽范围的部品,能进行全视觉认识,多功能,高速度的设备。
①②③④⑤⑥⑦⑧⑨⑩≤≥2,特长:①识别:LED ,节能。
亮度可调。
②TH 轴使用气缸。
③SHUTTLE :可提前取料。
④HEAD 下降方式:Parts ≤6.5mm 时,Hup=8mm.分段式: 6.5mm ≤Parts ≤13mm ,Hup=14.5mm.13.mm ≤Parts ≤25mm,Hup=29mm.需选择特殊NOZZLE,L=3MM.⑤识别速度:2D SCAN 速度:2D 大=585mm.3,性能:①POWER:三相安200V±10V.9KVA.②AIR:0.49Mpa.(5.0kgf).150L/MIN.③PCB 规格:一律XL 型,MAX:510X460. MIN:50X50. T=0.5--4.00mm, 弯曲度:±0.5MM 。
④元件:1005--3216;TR ,SOP ,PLCC ,SOJ ,QFP ,BGA ,CSP 。
⑤元件包装种类:编带:PAPER ,ENBOSS 。
TRAY ,STICK-管状。
尺寸:MAX :55X55MM ,长型:L=150MM ,T=25MM 。
⑥FEEDER :PAPING FEEDER :8X2MM--56X**MM 。

AVK3 初级培训一.安全教育!!!在维修操作A VK3时,注意容易造成人或机器损伤的环节,实行规范操作。
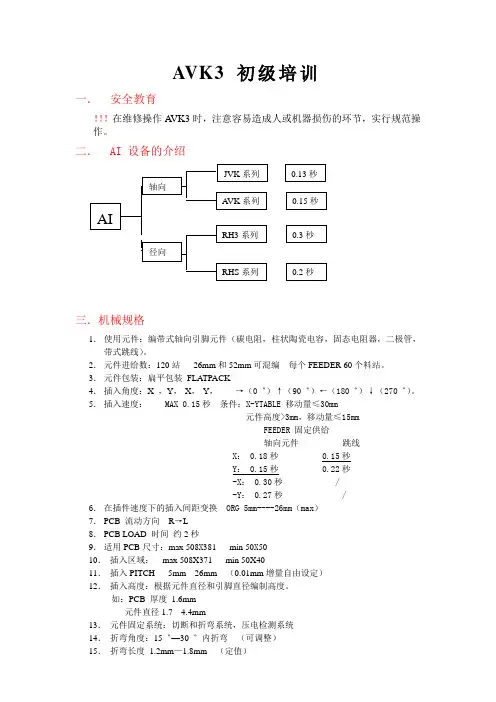
二.AI 设备的介绍三.机械规格1.使用元件:编带式轴向引脚元件(碳电阻,柱状陶瓷电容,固态电阻器,二极管,带式跳线)。
2.元件进给数:120站26mm和52mm可混编每个FEEDER 60个料站。
3.元件包装:扁平包装FLATPACK4.插入角度:X ,Y,-X,-Y,→(0゜)↑(90゜)←(180゜)↓(270゜)。
5.插入速度: MAX 0.15秒条件:X-YTABLE 移动量≤30mm元件高度>3mm,移动量≤15mmFEEDER 固定供给轴向元件跳线X: 0.18秒 0.15秒Y: 0.15秒 0.22秒-X: 0.30秒 /-Y: 0.27秒 / 6.在插件速度下的插入间距变换 ORG 5mm----26mm(max)7.PCB 流动方向R→L8.PCB LOAD 时间约2秒9.适用PCB尺寸:max 508X381 min 50X5010.插入区域:max 508X371 min 50X4011.插入PITCH 5mm---26mm (0.01mm增量自由设定)12.插入高度:根据元件直径和引脚直径编制高度。
如:PCB 厚度 1.6mm元件直径1.7---4.4mm13.元件固定系统:切断和折弯系统,压电检测系统14.折弯角度:15゜—30゜内折弯(可调整)15.折弯长度1.2mm—1.8mm (定值)四.控制系统规格1.Panadac-783F 机器前门右下侧2.编程方法:绝对/相对坐标,指定供料器位置号3.X-Y Table 0.01mm/脉冲4.程序功能5.数据输入输出6.NC数据编码:8位奇偶校验7.控制模式:ONLINE ,AUTO,SEMI,MANUAL8.NC数据段数目MAX 5000点或32个model9.元件库单元Z1——Z121 ,Z121为跳线用10.识别补偿①双孔识别: X,Y,W,θ补偿②线路板补偿(第一孔识别)11.元件供给方式:交换/准备/联接/优先交换/连接交换12.通信RS-232C13.三相200V±10V 功率7KV A 50/60Hz14.气压0.49MPa 80L/min.A.N.R 进口3/8B或1/4B15.外形尺寸:4050X1900X159016.重量:2350Kg17.选购件功能18.Password :PASS1(ENG),PASS2(SYS),19..机器的主要部件1.LOADER/UNLOADER2.X-Y TABLE3.PCB CARRY4.FEEDER CARRIAGE ZL(60)+ ZR(60)5.JUMPER WIRE6.INSERT UNIT/INSERTION UNIT DRIVER7.UNDER ANVIL8.UPPER ANVIL9.TRANSFER CHUCK10.SLIDER CHUCK11.CYCLE TIMER12.TAPE CUTTER各部件的认识及功能了解六.机器的动作过程(手动取料)M/C ORG → HEAD SERVO OFF → HEAD BREAK OFF → CT155°→ ROTARY CHUCK 4 ON →CT353°→ROTARY CHUCK 90°→ WH;1500 WA: 1500 → SLIDER TRANSFER → CT265°→52 TRANSFER CHUCK ON → ROTARY CHUCK 4 OFF →旋转手轮完成插入过程→ CT353°→HEAD BREAK ON → HEAD SERVO ON → SLIDER RETURN → 52 TRANSFER CHUCK OFF →脱出手轮→ M/C ORG七.在转动手轮前,必须先确认T轴平行→再按副键盘上的HEAD SERVO OFF 键→打开HEAD BREAK OFF开关M/C 原点:351°~ 356°八.NC DATA 各参数含义X:INSERTION POSITIONY:INSERTION POSITIONFEED NO:COMPONENT FEEDER POSITION Z1~Z121NO INS:指定插入或不插入(0 / 1)DIR: 0 / 1 / 2 / 3(0°,90°,180°,270°)元件插在PCB上的角度WIDTH:被插元件的间距数据 5mm—26mmRECOG: 0= NO OFFSET1= OFFSET 指定(某一特定区段)是否要进行任选孔补偿的代码SKIP:0—9, 原始设定为7 跳步S&R:0,1,2 复制BAD MARK:坏板标记BLOCK NO: 1 TO 2000MULTI ORG. F:1~120 在元件供料器位置指定的供料架原点(多原点设置)Program offset :X , Y九.NC数据的生成1.确定NC程序名例:PAAA2.确定PCB的坐标原点(一般以定位销位置为原点)3.确定程序补偿标准设定(当定位销位置固定侧为坐标原点时)X=221.00mm Y=385.00mm各台机器的程序补偿值稍有不同,为找到确切的补偿值,应进行试验插入,修正补偿值直到定位精确为止。
AV系列主风机组维护检修规程3 一般规定3.1 检修前的检查3.1.1 检查机组与外部系统水、电、汽,风、介质的吹扫、排凝、隔断情况,应安全可靠。
3.1.2 检修现场应符合HSE标准,检修前应办好作业票。
3.2 拆卸3.2.1 机组拆卸应按拆卸程序进行。
3.2.2 拆卸时使用的工具应不会对零部件产生损伤,严禁用硬质工具直接在零件的工作表面上敲击。
3.2.3 对锈死的零件或组合件应用松动剂浸透,再行拆卸。
对过盈配合的零部件应使用专用工具。
3.2.4 零部件拆装前应作好标记。
3.3 吊装3.3.1 起吊前,检查吊耳、绳索应符合要求。
3.3.2 吊装时,不应将钢丝绳、索具直接绑扎在加工面上,绑扎部位应有衬垫或将绳索用软材料包裹。
3.3.3 起吊转子时,必须使用专用吊具。
起吊过程中,要保持转子的轴向水平,严禁发生晃动、摩擦及撞击。
3.3.4 吊装作业执行SH/T 3515—1990《大型设备吊装工程施工工艺标准》。
3.4 吹扫和清洗零部件应用煤油清洗,并用压缩风吹干,清扫后的零部件表面应清洁、无锈垢、无杂物粘附。
3.5 零部件保管对零部件应分类成套保管,防止丢失。
对重要零部件的加工面和大部件应有防锈蚀、防止碰伤的措施,对转子应有防止变形的措施。
3.6 组装3.6.1 机器组装应按组装程序进行。
3.6.2 机器在封闭前必须仔细检查和清理,其内部不得有任何异物。
3.7 记录应使用规定的记录表,按要求认真填写拆检值和组装值,做到数据齐全,准确、字迹工整。
记录各零部件的检查、修复和更换情况。
4 变速器检修4.1 拆装程序拆卸程序见图1,组装程序与图1相反。
4.2 检查项目、内容和质量要求4.2.1 转子4.2.1.1 检查转子应无锈蚀、损伤和裂纹。
4.2.1.2 轴颈圆度、圆柱度允许偏差为0.02mm,根据轴颈磨损情况,酌情考虑采用适当方法进行修复。
4.2.1.3 转子圆跳动测量部位见图2,允许跳动值应符合表3的要求。

培训讲义0、基础知识(1)电平(2)音频信号的种类(3)视频信号的种类(4)阻抗匹配1、多媒体会议室2、多媒体会议室集成工程流程(1)工程勘测(2)项目初步设计(系统图、布局图、配置表)(3)项目深化设计(施工图、配置表)(4)工程实施(随工(隐蔽工程)验收、变更签署)(5)初步验收、试运行(编制验收文档)(6)终验、交付3、如何做系统配置清单4、单位工程概(预)算基础知识(1)综合单价分析表(2)工程量清单第一部分:基础知识一、电平(Db,分贝)“电平”就是指电路中两点或几点在相同阻抗下电量的相对比值。
这里的电量自然指“电功率”、“电压”、“电流”并将倍数化为对数,用“分贝”表示,记作“dB”。
分别记作:10lg(P2/P1)、20lg(U2/U1)、20lg(I2/I1)上式中P、U、I分别是电功率、电压、电流。
使用“dB”有两个好处:其一读写、计算方便。
如多级放大器的总放大倍数为各级放大倍数相乘,用分贝则可改用相加。
其二能如实地反映人对声音的感觉。
实践证明,声音的分贝数增加或减少一倍,人耳听觉响度也提高或降低一倍。
即人耳听觉与声音功率分贝数成正比。
我们知道,测量海拔高低的基准点是位于青岛的黄海水准点,测量温度高低的基准点是纯水在一个大气压时的结冰点,测量电信号(功率、电压、电流)的基准点就是本文前面提到的人为选择的特定基准,这个基准我们暂且把它叫做“零电平”。
这个特定的功率基准就是取一毫瓦(mW)功率作为基准值,这里要特别强调的是:这一毫瓦基准值是在600欧姆(Ω)的电阻上耗散一毫瓦功率,此时电阻上的电压有效值为0.775伏(V),所流过的电流为1.291毫安(mA)。
取作基准值的1mW,0.775V,1.291mA分别称为零电平功率,零电平电压和零电平电流。
(我们国家不采用电流电平测量基准)。
以下是一些参考值1pW -90 1mW 0 1W 3010pW -80 2mW 3 2W 33100pW -70 4mW 6 4W 360.001μW -60 5mW 7 5W 370.01μW -50 8mW 9 8W 390.1μW -40 10mW 10 10W 401.0μW -30 20mW 13 100W 502μW -27 40mW 16 1000W 604μW -24 50mW 17 10kW 705μW -23 80mW 19 100kW 808μW -21 100mW 20 1000kW 9010μW -20 200mW 2320μW -17 400mW 2640μW -14 500mW 2750μW -13 800mW 2980μW -11100μW -101000μW 0二、音频信号的种类音频信号通常是频率在20hz-20Khz的电信号。
AV系统培训手册武汉广通系统工程有限公司2014.3.12一、AV系统的系统介绍1.展览区的系统构成1)IFS国金中心裙楼展览区域有如下五个地方:B2T1中庭、B2T2中庭、L3T1中庭、L3T2中庭、L5T1中庭2)展览区包含如下系统:卷扬机吊挂系统、多媒体吊挂系统、集中布线系统;2.单点卷扬机吊挂系统1)5个展览区域共计49台单点卷扬机,荷载500KG;2)功能主要是悬挂宣传彩页和其他展示物品;3.多媒体吊挂系统1)5个展览区域共计57台;2)主要功能:a、悬挂灯光;b、悬挂音箱;c、信号的输入;二、分系统的讲解1)卷扬机吊挂设备的操作见附件一;2)多媒体吊点的操作见附件二;3)展览场地流动设备的现场使用见附件三;附件一:卷扬机操作流程和注意事项一、手动控制台使用(图1)操作步骤如下:1、连接手动控制台线缆;2、打开电源开关;此时屏幕会显示“输入吊杆号”;3、将“紧急启停”按钮顺时针旋转,按钮会自动弹起;此时AV机房卷扬机控制柜开始给卷扬机供电;4、选择要使用的卷扬机号码,如下图所示卷扬机号码:(图2)1)如图1、2所示,选择1和2卷扬机吊点(目的是:下降);选择操作步骤:先点击数字“1”按钮,再点击“下降”按钮,再次点击“2”按钮,继续点击“下降”按钮,这样选择完成。
2)接下来我们只需要点击“运行”按钮(此时控制台的屏幕会开始闪烁,这说明命令在执行),此时卷扬机就会按照命令执行下降动作,当吊钩运行到你所需要的位置时,请点击“停止”按钮;如果是完全放到底部(离地米)卷扬机会自动停止,自动停止后请还是点击“停止”按钮,确认“停止”命令执行完毕,此时屏幕会停止闪烁;可以开始安装需要悬挂的物品了;3)当物品安装完毕后需要执行“上升”命令(按如图3所示);选择操作步骤:原来屏幕上的下降选择是不需要退出的(如图1);可以直接点击数字“1”按钮,再点击“上升”按钮,再次点击“2”按钮,继续点击“上升”按钮,这样选择完成。