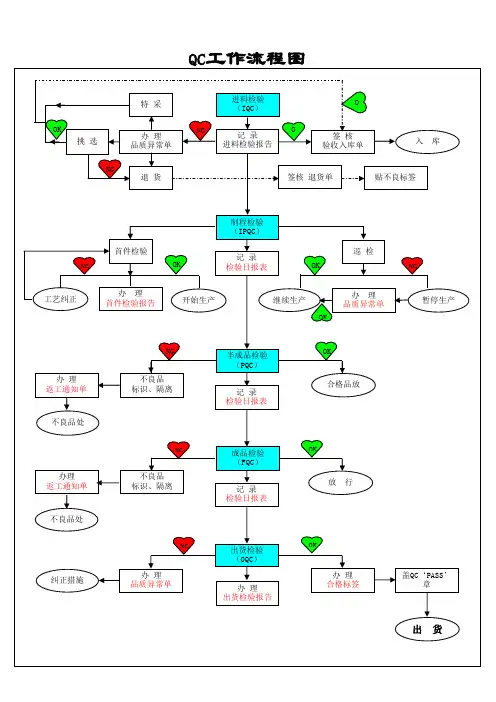
QC工艺流程图
- 格式:xls
- 大小:36.00 KB
- 文档页数:2
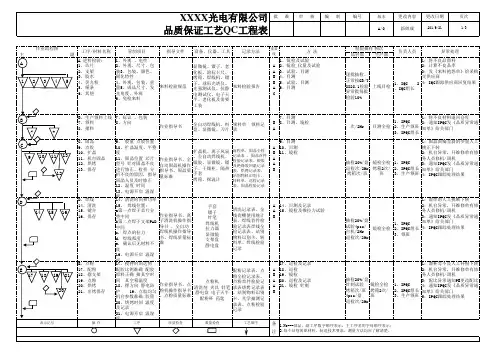
作业流程操 作 规 范作业重点负责人管制重点记录表单1.核对清点来料数量、料号是否与单据相符1.作业时必须要戴作业手套1.刮伤、露铜、板损、来粒检验进料2.检查来料板子是否依要求包装2.注意核对料号、数量是否与来 氧化表3.依相关抽样要求,戴好作业手套以目初方式料单据一致;进料检验对板子作抽检。检查是否有刮伤、露铜、板损3.不良品须以红色标签标示;品保课报告氧化等不良,将不良以红色标签进行标示。4.注意相关报表记录的正确性;IQC4.将检查结果记录于相关报表中呈上级审核;5.来料不良部份填写“进料检验报告”传客户确认,必要时保留不良样品或拍照传客户确认1.收取客户提供之资料,对资料进行审核;1.注意对客供资料作确认;1.客供资料确认正确性;2.依审核OK之相关资料编写锣板程式2.编写程式时应充分考量其适用2.编程的正性与适用性;3.确认编程之适用性,并对相关内容作反复审性、品质稳定性;3.资料版本的控制工程资料查,必要时须进行试机试作及跟程确认;3.注意对编写的程式作跟踪确认4.程式刀径及路径的设定;记录表4.对相关编程建立有效版本,并加密处理,防及试作确认;5.相关参数的设定;止未受权人员改动,4.注意对资料作版本管制5.依客户资料出相应蓝图供制造、品保作检测参考用,并以版本管控。1.依工程部编写程式或依客供资料要求制作;1.注意对程式作确认及相关设定2.尺寸、外形2.制作过程中应注意确认相关程式之正确与适参数的确认;3.外观用性,必要时应对程式作修改;2.注意确认首件板的外观、尺寸成型首件3.注意确认首件制作之品质,应对其尺寸作全是否符合品质或客户要求;品保课检查记录测,对外观作全检,注意毛边(刺)、翘铜等3.记录首件确认记录。生产部表不良,若有应考虑程式完善与修改4.记录相关首件确认记录,1.首件确认OK后方可制作首趟板;1.注意叠 板数要符合规定;1.叠板数2.首趟板制作时,应依叠板规定进行叠板,并2.按要求操作,并注意PIN孔放置2.PIN钉的放置按正常“成型机操作规范”作业;正确性;3.外观、尺寸成型制3.叠板时注意板PIN孔的放置正确性;3.换刀补偿设定应依参考目录品保课4.换刀后补偿值的设定程巡回检
4.制作中若有换刀,抱刀后其补偿值 应按“换4.注意对首趟板尺寸、外观的确生产部5.底板与面板的确认查日报表
刀补偿参照表中参数设定;认,并作好相关记录。5.注意对首趟板的确认并对确认状况进行记录1.依“成型机操作规范”作业;1.依“成型机操作规范”作业;1.依“成型机操作规范”作业;
2.注意监控机台的稳定性,防止突发状况发生2.换刀后应按换刀补偿参照表中参2.换刀后补偿值设定;成型制
3.突发关况发生时,应立即停止机台并报告;数设定机台补偿值。生产部3.对底板作全检,并测量尺寸;程巡回检
4.断刀后换刀,依换刀补偿参照表中参数设定3.注意对机台作巡回检查,防止品保课4.依要求作品质巡检,并记录。查日报表成型机台补偿值。意外发生;成型制
5.定期对机台作保养,以保证其正常运转。4.品检作好巡检,并记录
1.依“V-CUT机操作规范”作业;1.依“V-CUT机操作规范”作业;1.依“V-CUT机操作规范”作业
2.注意制作首件,首件依”V-CUT检验作业规2.依”V-CUT检验作业规范”确认2.依“V-CUT检验作业规范”检V-CUT首
范“检验首件,确认OK后,再行生产。首件并巡检,对巡检结果进行记录查并进行检验记录件/自主检
3.制程批量生产时,应依”V-CUT检验作业规3.注意V-CUT线宽及角度要依客户生产部3.依客户要求调整V-CUT线宽、查表
范“做巡检确认,并记录在相应报表中。要求生产及检查。品保课深度、角度。版本:第 0 版 科 技 有 限 公 司
*****QC工艺流程图
V-CUT工程部编程
首件
制程首趟
4.注意刀片使用寿命,刀片每走20K米后应更4.注意V-CUT线及V-CUT之外观要4.注意V-CUT外观、品质
换刀片,并做好换刀记录。符合客户要求作业时要戴作业手套1.依“成型检验作业规范”或客户要求进行检1.依“成型检验作业规范”或SOP1.注意各客户标准,应依客户要品检日目检验,检验中不良应依“不合格品管制规范”中规范作业。注意对检查出不良板求检验。报表相关内容进行判 定处理。作区分;品保课2.注意对不良品的管控
2.作业时须戴手套,将检查结果记录表相应报2.作业时须戴手套,将检查结果记3.注意按客户要求做检验后记号
表中,注意金手指(化金)板不可刮伤。录于相应报表中41.依本司抽样水准或客户要求进行抽检,抽检1.作业时须戴手套,外观检验时要1.注意各客户标准,应依客户要
QA项目:尺寸、外观、记号等注意外观、客户记号是否符合要求求检验。成型出货抽检2.依”成型检验作业规范”或相关SOP进行抽2.注意记录表要填写正确;2.注意出货报表之填写正确。检验报表
检,尺寸以二次元量测;3.检验若有不合格时,应确实将该品保课3.若有不良时,应确实做好重检
3.将抽检结果录于“成型出货检验报表”中,批作重检,重检后应再行验证。QA并再验证确认工作。
出货时将该报表填写完整附一份给客户备查。4.抽检时应以各客户之判定标准执
4.抽检不合格应联络相关单位对抽检批进行重行检验。检,重检后应进行再检,验证OK后才可传下
一站作业。1.依“搬运及包装作业规范”或现场SOP作业1.注意板方向一致(同一包内);1.料号、数量、状态标示清楚;包装2.包装后应写明客户料号、数量、包装员、检2.注意包装数量,不可少包或多包2.不可少包或多包;生产计划
验员等内容于外包装上;3.作业时须戴手套,防止混料发生仓管员3.金面或金手指板须按客户要求表
3.金面(金手指)板应按客户要求隔纸。隔纸
4.小心混料或料号写错发生。
1.依客户要求及时间生管安排司机、车辆出货1.注意装车数量,轻拿轻放,小心1.出货数量、料号出货2.仓管员依生管给定之计划、排程装货;碰撞;2.产品防护出货单等
3.装货时应依“搬运及包装作业规范”作业,2.要对板子作必要之防护,以免造仓管员3.产品正确,不可混料
装车时应轻拿轻放,避免撞伤板子,装车后应成板损发生司机对板子作必要之防护,以防运输中相互碰撞,3.注意客户料号正确,防止混料。
造成板损
审 核:制
作:罗 艳 林